Изобретение относится к буровым трех- шарошечным долотам и может быть использовано при их изготовлении.
Цель изобретения - повышение точности сборки секционного трехшарошечпого долота путем достижения, определенности базирования каждой секции.
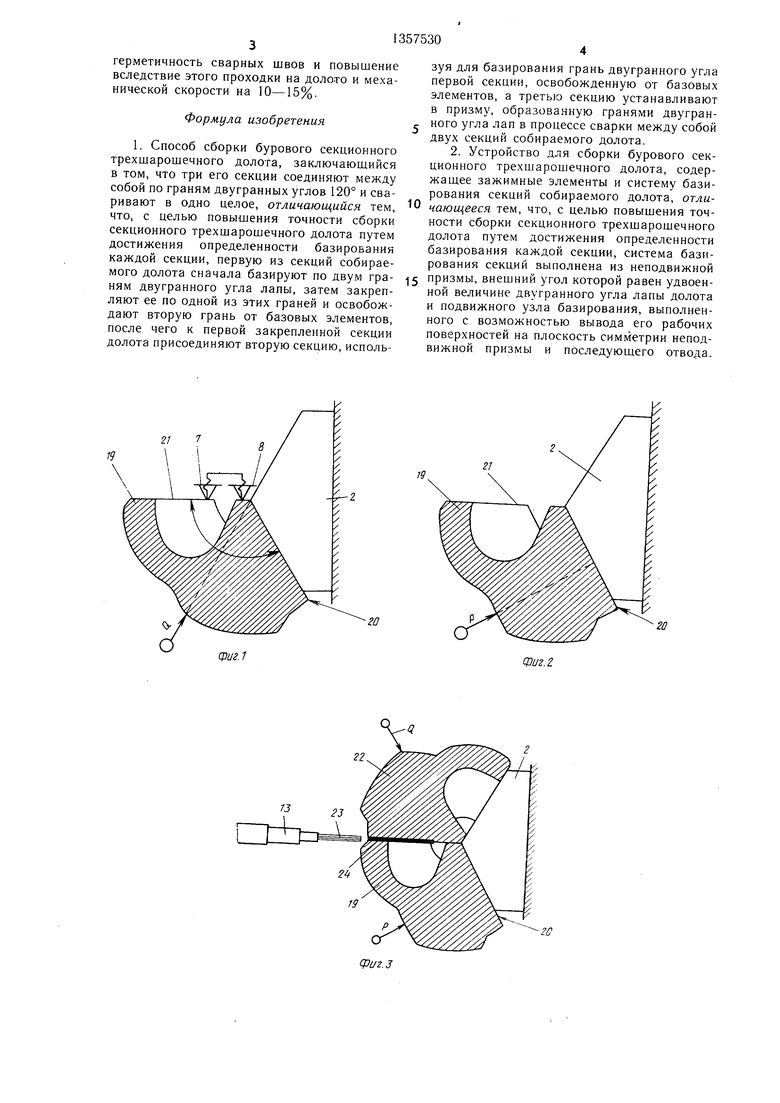
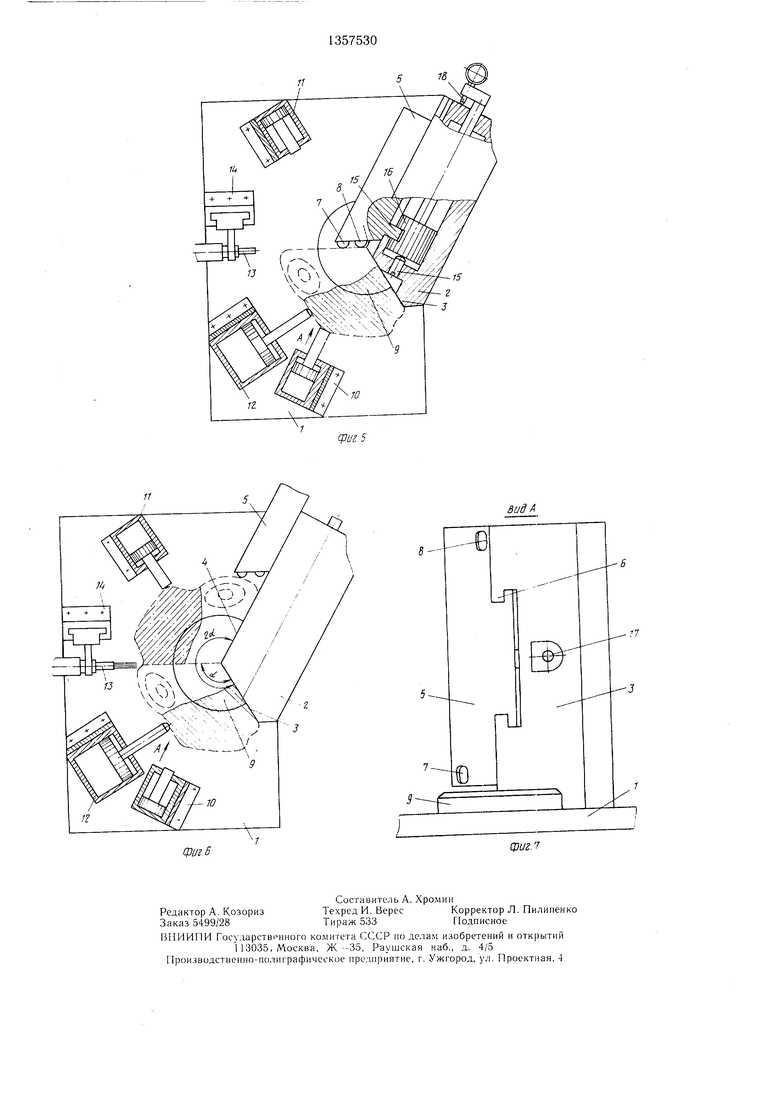
На фиг. 1 показана схема сборки бурового трехшарошечного долота, базирование первой из секций собираемого долота в сечении, перпендикулярном оси долота; на фиг. 2 - то же, закрепление секции по одной грани двугранного угла; на фиг. 3 - то же, процесс соединения двух секций; на фиг. 4 - то же, процесс установки третьей секции в призму, образованную гранями двух сваренных между собой секций; на фиг. 5 - устройство для реализации способа сборки в момент окончания закрепления первой секции, вид сверху; на фиг. 6 - то же, в момент окончания базирования второй секции; на фиг. 7 - вид А на фиг. 5.
Устройство для сборки долот состоит из основания 1, системы базирования, состоящей из призмы 2 с гранями 3 и 4, внешний угол которой 2а равен 240°, подвижного узла 5 базирования, установленного в направляющих 6 и несущего опоры 7 и 8, и осевой опоры 9.
Кроме того, устройство содержит сило- механизмы (зажимные элементы) 10 предназначенные для базирования сек10
вые и 11 ций, для
для
Затем освобожденную от опор грань закрепленной секции 19 используют как базовую поверхность, присоединяя к ней следующую секцию 22 собираемого долота. Под 5 воздействием усилия Q и эта секция 22 оказывается в определенном заданно.м положении (фиг. 3).
Вследствие выполнения указанных приемов сборки сбазированная и закрепленная секция 19 превращается в устойчивую базовую деталь для следующей секции и тем самым обеспечивается их точное взаимное расположение, а плоскость сопряжения секций между собой, по которой должно осуществляться их соединение, не изменяет своего расположения даже при сборке долот разных типоразмеров. Это благоприятно для использования при последующем соединении секций 19 и 22 между собой, электронно-лучевого метода сварки, обеспечивающего получение минимальных деформа- 20 ций, при котором требуется точное совме- пление плоскости сопряжения с плоскостью, в которой перемещается луч 23 сварочного устройства 13 при сварке щва 24. Такое совмещение обеспечивается разовой настройкой, что наряду с достижением определенности базирования секций также повышает точность сборки.
После сварки двух секций между собой (фиг. 4) между ними образуется двугранная призма, образованная гранью 20 секции 19
15
25
силовой механизм 12, предназначенный Q и гранью 25 секции 22. Величина ее угла 120°
секции, и устройство 13 электронно-лучевой сварки, установленное с возможностью перемещения в направляющих стойки 14.
Тодвижный узел 5 базирования выстусовпадает с величиной двугранного угла каждой из секций трехщарощечпого долота. В эту призму устанавливают третью, последнюю, секцию 26 долота, фиксируя ее в осевом направлении по торцу лапы или по отверстию
ном 15 соединен с поршнем 16 гидроцилинд- 35 посредством одного срезанного штифта от- ра (каналы для подвода жидкости условно
не показаны). Имеется регулируемый упор 17 и индикатор 8 линейных перемещений (фиг. 5).
Процесс сборки долота предлагаемым способом осуществляют следующим образом
Секцию 19 базируют в вертикальном положении одной гранью 20 двугранного угла по плоскости призмы 2, а второй гранью 21 - на опоры 7 и 8, лежащие в плоскости требуемого расположения этой грани, причем точку 7 базирования выбирают на нижнем участке поверхности грани 21, а точку 8 - на верхнем. Усилие Q направляют примерно по биссектрисе угла а. В осевом направлении секцию базируют, например, по торцу .-lanbi
носительно первой секции. В завершение секцию 26 сваривают с секциями 19 и 22.
Устройство работает следующим образом. Секцию долота вертикально устанавли40 вают на осевую опору 5 (фиг. 5) и с помощью .силового механизма 10 базируют по грани 3 призмы 2 и опорам 7 и 8 подвижного механизма 5 базирования. Затем закрепляют эту секцию силовым механизмом 12, усилие ко,j торого значительно выше усилия механизма 10, а щток механизма 10 перемепхают в нерабочее положение (фиг. 6). После этого подвижный узел базирования отводят от грани секции, а к ней присоединяют вторую секцию, которую базируют, используя силоотверстию посредством срезанного зо вой механизм 11. Соединенные секции свариили по штифта.
Таким образом, секция 19 оказывается установленной в строго заданное положение, определяемое полным комплекто.м баз. После этого секцию закрепляют в положении, прижимая ее усилием Р, направленным к грани 20 перпендикулярно к ее плоскости и значительно большим, чем усилие Q, а усилие Q снимают и отводят опоры 7 и 8, освобождая грань 21 (фиг. 2).
вают с по.мощью устройства 13 для электронно-лучевой сварки, после чего шток механизма 2 отводят.
Сборка трехшарощечного долота предло- 55 женным способом обеспечивает повышение точности долот по диаметру, у.меньщение объема применения при сборке компенсаторов. С повышением точности сборки секционных трехшарошечных долот обеспечивается
Затем освобожденную от опор грань закрепленной секции 19 используют как базовую поверхность, присоединяя к ней следующую секцию 22 собираемого долота. Под воздействием усилия Q и эта секция 22 оказывается в определенном заданно.м положении (фиг. 3).
Вследствие выполнения указанных приемов сборки сбазированная и закрепленная секция 19 превращается в устойчивую базовую деталь для следующей секции и тем самым обеспечивается их точное взаимное расположение, а плоскость сопряжения секций между собой, по которой должно осуществляться их соединение, не изменяет своего расположения даже при сборке долот разных типоразмеров. Это благоприятно для использования при последующем соединении секций 19 и 22 между собой, электронно-лучевого метода сварки, обеспечивающего получение минимальных деформа- 0 ций, при котором требуется точное совме- пление плоскости сопряжения с плоскостью, в которой перемещается луч 23 сварочного устройства 13 при сварке щва 24. Такое совмещение обеспечивается разовой настройкой, что наряду с достижением определенности базирования секций также повышает точность сборки.
После сварки двух секций между собой (фиг. 4) между ними образуется двугранная призма, образованная гранью 20 секции 19
5
5
совпадает с величиной двугранного угла каждой из секций трехщарощечпого долота. В эту призму устанавливают третью, последнюю, секцию 26 долота, фиксируя ее в осевом направлении по торцу лапы или по отверстию
35 посредством одного срезанного штифта от-
носительно первой секции. В завершение секцию 26 сваривают с секциями 19 и 22.
Устройство работает следующим образом. Секцию долота вертикально устанавли40 вают на осевую опору 5 (фиг. 5) и с помощью .силового механизма 10 базируют по грани 3 призмы 2 и опорам 7 и 8 подвижного механизма 5 базирования. Затем закрепляют эту секцию силовым механизмом 12, усилие ко,j торого значительно выше усилия механизма 10, а щток механизма 10 перемепхают в нерабочее положение (фиг. 6). После этого подвижный узел базирования отводят от грани секции, а к ней присоединяют вторую секцию, которую базируют, используя сило зо вой механизм 11. Соединенные секции сваривают с по.мощью устройства 13 для электронно-лучевой сварки, после чего шток механизма 2 отводят.
Сборка трехшарощечного долота предло- 55 женным способом обеспечивает повышение точности долот по диаметру, у.меньщение объема применения при сборке компенсаторов. С повышением точности сборки секционных трехшарошечных долот обеспечивается
герметичность сварных швов и повышение вследствие этого проходки на долото и механической скорости на 10-15%.
Формула изобретения
1. Способ сборки бурового секционного трехшарошечного долота, заключаюшийся в том, что три его секции соединяют между собой по граням двугранных углов 120° и сваривают в одно целое, отличающийся тем, что, с целью повышения точности сборки секционного трехшарошечного долота путем достижения определенности базирования каждой секции, первую из секций собираемого долота сначала базируют по двум граням двугранного угла лапы, затем закрепляют ее по одной из этих граней и освобождают вторую грань от базовых элементов, после чего к первой закрепленной секции долота присоединяют вторую секцию, исполь0
зуя для базирования грань двугранного угла первой секции, освобожденную от базовых элементов, а третью секцию устанавливают в призму, образованную гранями двугранного угла лап в процессе сварки между собой двух секций собираемого долота.
2. Устройство для сборки бурового секционного трехшарошечного долота, содер- жашее зажимные элементы и систему базирования секций собираемого долота, отличающееся тем, что, с целью повышения точности сборки секционного трехшарошечного долота путем достижения определенности базирования каждой секции, система базирования секций выполнена из неподвижной призмы, внешний угол которой равен удвоенной величине двугранного угла лапы долота и подвижного узла базирования, выполненного с возможностью вывода его рабочих поверхностей на плоскость симметрии неподвижной призмы и последующего отвода.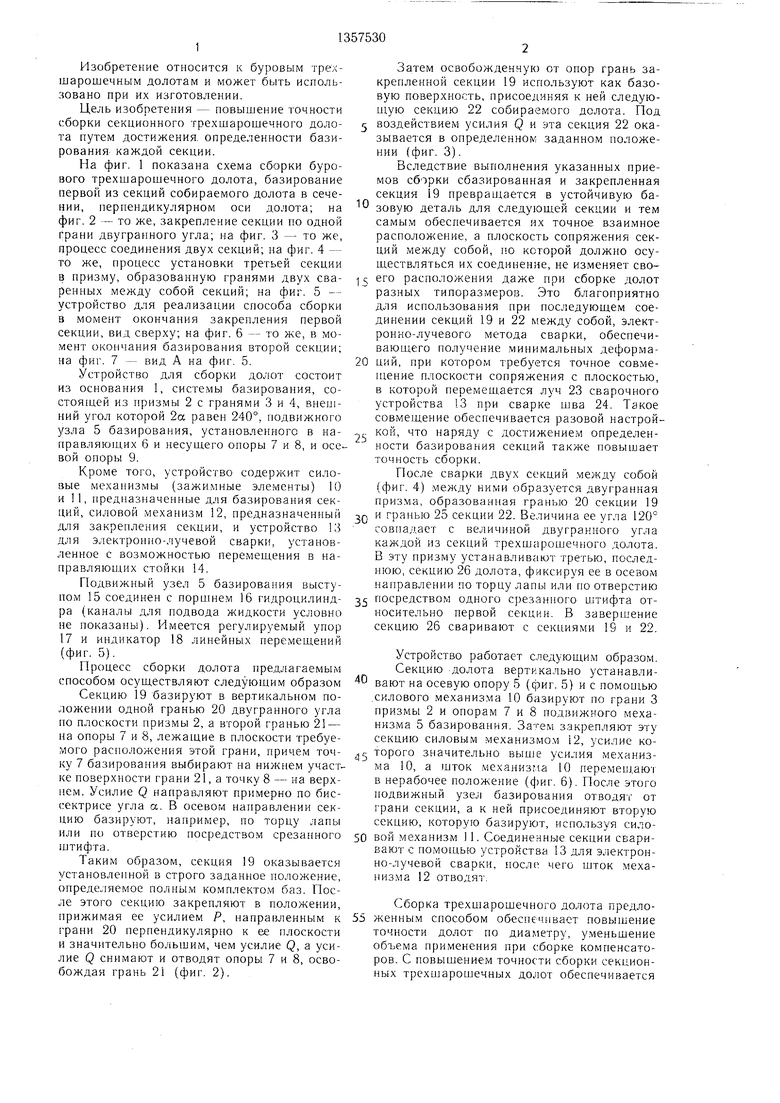
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО КОРПУСНОГО ТИПА | 2009 |
|
RU2433243C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2334074C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
Изобретение позволяет повысить точность сборки секционного трехшарошечного долота путем достижения определенности базирования каждой секции. Устройство содержит зажимные элементы и систему базирования секций (С) 19, 22 и 26 собираемого долота. Она выполнена из неподвижной призмы, внешний угол которой равен удвоенной величине двугранного угла (ДУ) лапы долота, и подвижного узла базирования. Его рабочие поверхности имеют возможность вывода на плоскость симметрии призмы и последующего отвода. Для осуществления способа с помощью данного устройства первую С 19 из трех С собираемого долота сначала базируют силовым механизмом (СМ) по двум граням 20 и 21 ДУ лап. Затем закрепляют С 19 более мощным СМ по одной из этих граней. Освобождают вторую грань 20 от базовых элементов. После этого отводят узел от грани 20 С 19 и к ней присоединяют вторую С 22 с гранью 25. Для базирования С 22 с помощью СМ используют грань 20 ДУ первой С 19. Соединенные С 19, 22 сваривают, и между ними образуется призма с гранями 20 и 25 ДУ лан. Третью С 26 устанавливают в эту призму и сваривают с С 19 и 22. 2 с. п. ф-лы, 7 ил. ф (Л 25 2й ге 21 20 Oi СП О1 со о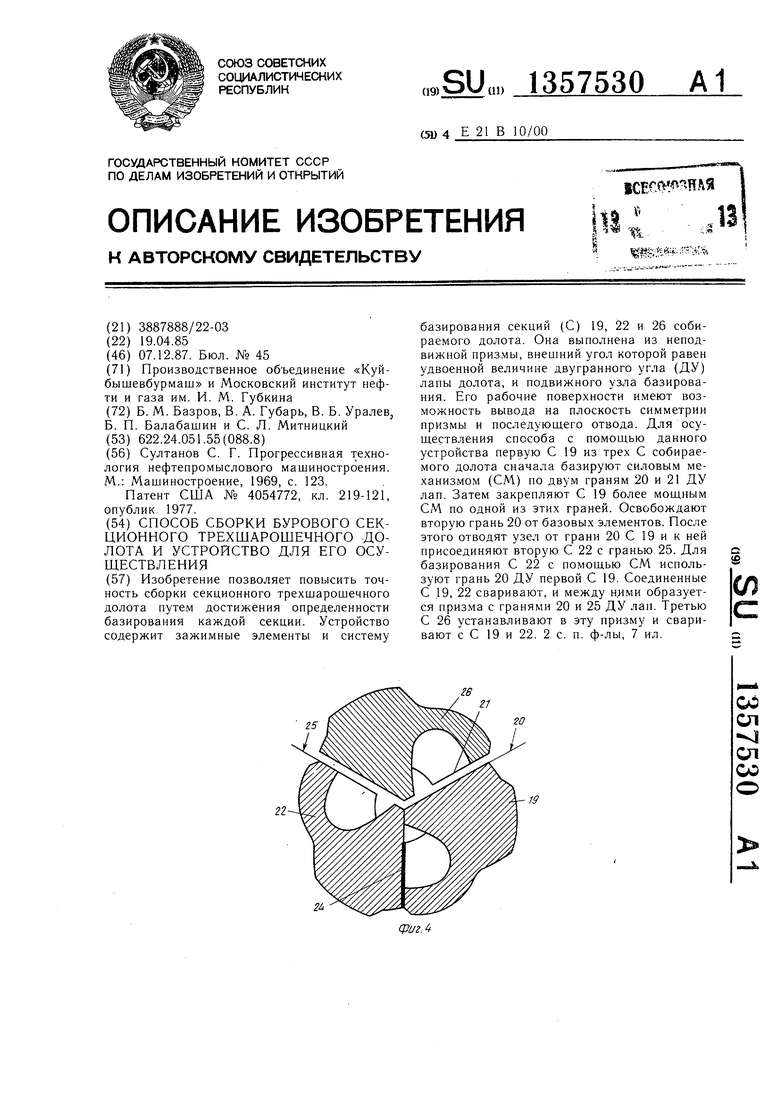
(ригЛ
cpuz.Z
п
фиг.В
вид А
- -е
Ш
Til
7-,
з
Ё:
фиг 7
Редактор А. Козорнз Заказ 5499/28
Составитель А. Хромин
Техред И. ВересКорректор Л. Пилипенко
Тираж 533Подписное
ВНИИПИ Государс-тврмного комитета СССР по делам изобретений и открытий
Москва, Ж -35, Раушская наб а 4/5 Ироизводстнемно-по.чиграфическое предприятие, г. Ужгород, ул. Проектиая, 4
| Султанов С | |||
| Г | |||
| Прогрессивная технология нефтепромыслового машиностроения | |||
| М.: Машиностроение, 1969, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Патент США № 4054772, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
