Изобретение относится к окрасочному оборудованию и предназначено для автоматического нанесения лакокрасочных покрытий на изделия различной конфигурации, перемещаемые конвейером.
Целью изобретения является расширение номенклатуры обрабатываемых изделий.
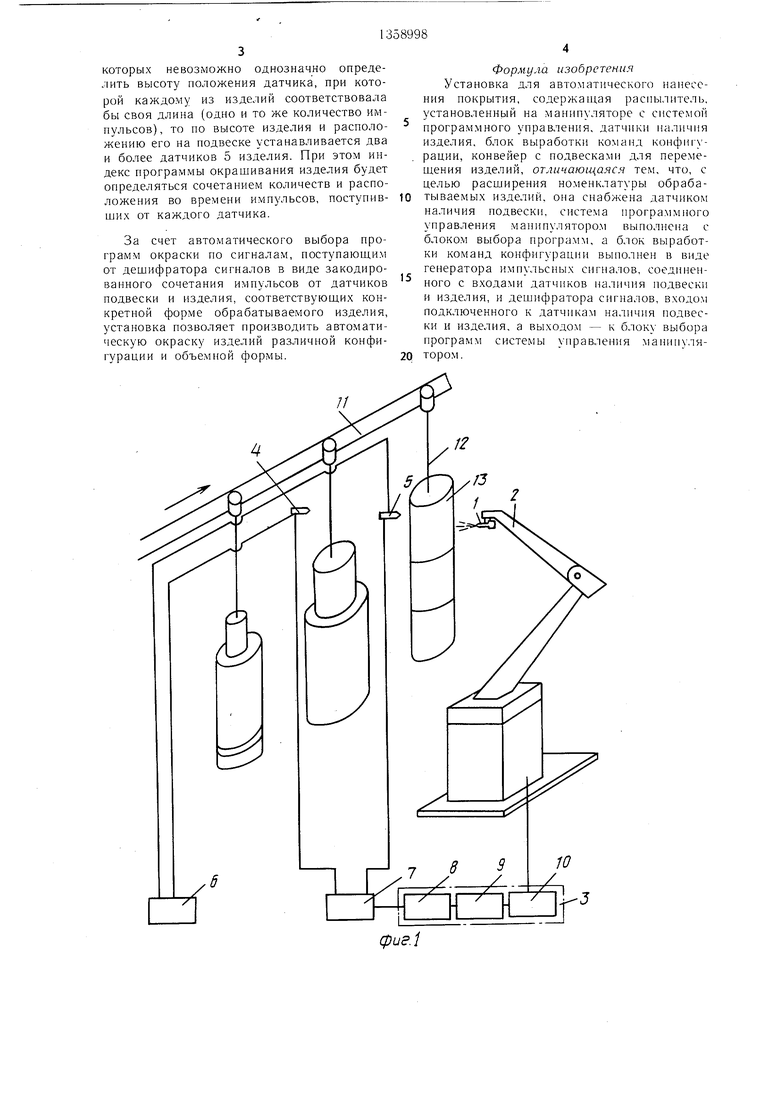
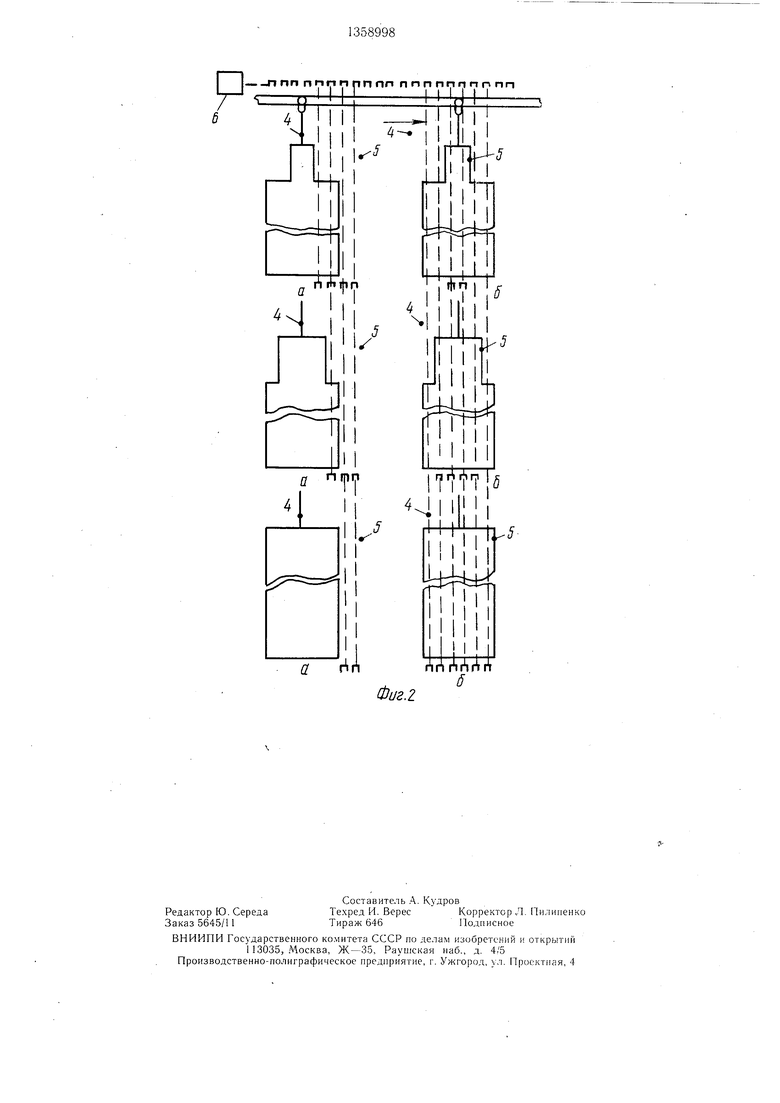
На фиг. 1 изображена принципиальная схема установки; на фиг. 2а- схема импульсов, поступающих в дешифратор от изделий различной конфигурации (при воздействии подвески на датчик подвески); на фиг. 2о- то же, при воздействии изделия на датчик изделия.
Установка для автоматического нанесения покрытия содержит (фиг. 1) распылитель 1, установленный на манипуляторе 2 с системой 3 программного управления, датчики 4 и 5 наличия подвески и изделия соответственно, входы которых соединены с выходом генератора 6 импульсных сигналов, а выходы датчиков 4 и 5 соединены с дешифратором 7 сигналов, электрически связанным с блоком 8 выбора программ системы 3 программного управления манипулятором, включающей также блок 9 задержки команд и блок 10 памяти. Для перемещения обрабатываемых изделий служит конвейер 11 с подвесками 12.
Дешифратор 7 сигналов .может быть выполнен, например, в виде декадно-шаго- вого искателя, набора реле счета импульсов, различных счетчиков сигналов и т.п. Датчик 4 наличия подвески устанавливают на высоте нахождения подвесок 12, а датчик 5 наличия изделия - на высоте, при которой каждое из подлежащих окрашиванию изделий 13 имеет разную (по ходу конвейера) длину или различное расстояние от оси подвески до края изделия.
Расстояние .между датчиками 4 и 5 но ходу движения конвейера должно быть меньше щага подвесок.
Количество импульсов, подаваемых дат- чико.м 4 подвески в дешифратор 7, определяется по следующей формуле:
Пдп -
(
VK
(1)
где Е, - расстояние между датчиком подвески и датчиком изделия, мм; 1 - расстояние от оси подвески до переднего края изделия на уровне расположения датчика изделия, мм;
Vs- - скорость конвейера, мм/мин; NU - количество импульсов в мин, нро изводимых генератором 6. Количество импульсов, подаваемых датчиком 5 изделия в дещифратор 7, определяется по формуле:
An
.
(2)
где -длина, изделия на уровне распо- ложепия датчика 5 изделия, мм.
Предварительно для каждого вида изделия в систему 3 програм.много управления манипулятором 2 вводят программы окрашивания, к аждой из которых присваивается
Q СВОЙ код, например, в виде цифрового сочетания количеств и.мцульсов, поступающих от датчиков 4 и 5 наличия подвески и изделия.
Программа окращивания каждого изделия, как правило, составляется в процессе
5 окрашивания изделия с помощью манипулятора, вручную квалифицированным маляром.
При этом программным устройством записывается (вводится в намять) траектоQ рия перемещения краскораспылителя в процессе окращивания. В автоматическом режиме эта траектория воспроизводится с большой точностью.
Установка работает следующим образом.
5
При включении конвейера 11 начинает пере.мещаться подвеска 12 с изделием 13, одновременно включается генератор 6 импульсных сигналов, контакты которого периодически с заданным интервалом замыкают
0 и размыкают электрические цепи датчиков наличия подвески 4 и изделия 5.
При воздействии подвески 12 на датчик 4 наличия подвески последний срабатывает и импульсы тока поступают в дешифратор 7 сигналов (фиг. 2а) до момента воздействия изделия 13 на датчик 5 наличия изделия, после чего в дешифратор сигналов будут поступать импульсы тока от датчика 5 наличия изделия (фиг. 26). Таким образом, от генератора 6 импульсных сигналов в дешифратор 7 сигналов постунят две серии импульсов: первая (от датчика 4 подвески)- пропор1щональная расстоянию от края изделия до датчика 5 изделия, на уровне расположения последнего; и вторая серия импульсов (от датчика 5 изделия) - пропорциональная длине изделия на уровне расположения датчика изделия. Дешифрованный сигнал поступает в блок 8 выбора программ и включает соответствующую программу окрашивания при подходе изделия к мани0 нулятору 2.
Таким образом, обеспечивается возможность по длине изделия на конкретной его высоте и расположению на подвеске определить форму изделия в виде индекса программы его окращивания, закодированную в системе управления манипулятором. При наличии на конвейере большой номенклатуры изделий различной конфигурации, для
которых невозможно однозначно определить высоту положения датчика, при которой каждому из изделий соответствовала бы своя длина (одно и то же количество импульсов), то по высоте изделия и расположению его на подвеске устанавливается два и более датчиков 5 изделия. При этом индекс программы окрашивания изделия будет определяться сочетанием количеств и расположения во времени импульсов, поступивших от каждого датчика.
За счет автоматического выбора программ окраски по сигналам, поступаюш,и.м от дешифратора сигналов в виде закодированного сочетания импульсов от датчиков подвески и изделия, соответствуюш,их конкретной форме обрабатываемого изделия, установка позволяет производить автоматическую окраску изделий различной конфигурации и объе.мной формы.
Формула изобретения Установка для автоматического нанесения покрытия, содержап;ая распылитель, установленный на манипуляторе с системой программного управления, датчики наличия изделия, блок выработки команд конфигурации, конвейер с подвесками для переме- шения изделий, отличающаяся тем, что, с целью расширения но.менклатуры обрабатываемых изделий, она снабжена датчиком на.личия подвески, система программного управления маципуляторо.м выполнена с блоком выбора программ, а блок выработки команд конфигурации выполнен в виде генератора импульсных сигналов, соединенного с входами датчиков наличия подвески и изделия, и дешифратора сигналов, входом подключенного к датчикам наличия подвески и изделия, а выходом - к блоку выбора программ системы управления манипуляQ тором.
11
фиа:
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1983 |
|
SU1207510A1 |
| Устройство для окрашивания изделий | 1974 |
|
SU550177A1 |
| Многоканальное устройство для управления гальванообработкой | 1987 |
|
SU1425721A1 |
| Устройство программного управления автооператорами многопроцессных автоматических линий гальванопокрытий | 1982 |
|
SU1081243A1 |
| Поточная линия для окрашивания изделий | 1985 |
|
SU1328270A1 |
| Устройство для программного управления | 1978 |
|
SU744464A1 |
| Многоканальное устройство для управления гальванообработкой | 1989 |
|
SU1672416A2 |
| Шаговая система программного управления манипулятором | 1978 |
|
SU746433A1 |
| Многоканальное устройство для программного управления | 1988 |
|
SU1580321A1 |
| Устройство управления резонансным позиционным механизмом | 1987 |
|
SU1451646A1 |
Изобретение относится к окрасочному оборудованию и .может быть использовано для автоматического нанесения лакокрасочных покрытий на изделия различной конфигурации, перемещаемые конвейером. Цель - расширение номенклатуры обрабатываемых издev ий. Для этого установка для автоматического нанесения покрытия снабжена датчиком наличия подвески, система программного управления манипулятором снабжена блоком выбора программ. Блок выработки команд конфигурации выполнен в виде генератора импульсных сигналов, соединенного с входами датчиков наличия подвески и изделия, и дешифратора сигналов. Вход дешифратора подключен к датчикам наличия подвески и изделия а выход - к к блоку выбора программ системы управления манипулятора. В установке обеспечивается возможность по длине изделия на конкретной его высоте и расположению его на подвеске онределить форму изделия в виде индекса программы его окрашивания, закодированную в системе управления манипулятором. Z ил. ю (Л о: ел 00 ;о ю оо
| Автоматическая установка для нанесения покрытий | 1981 |
|
SU1055544A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
