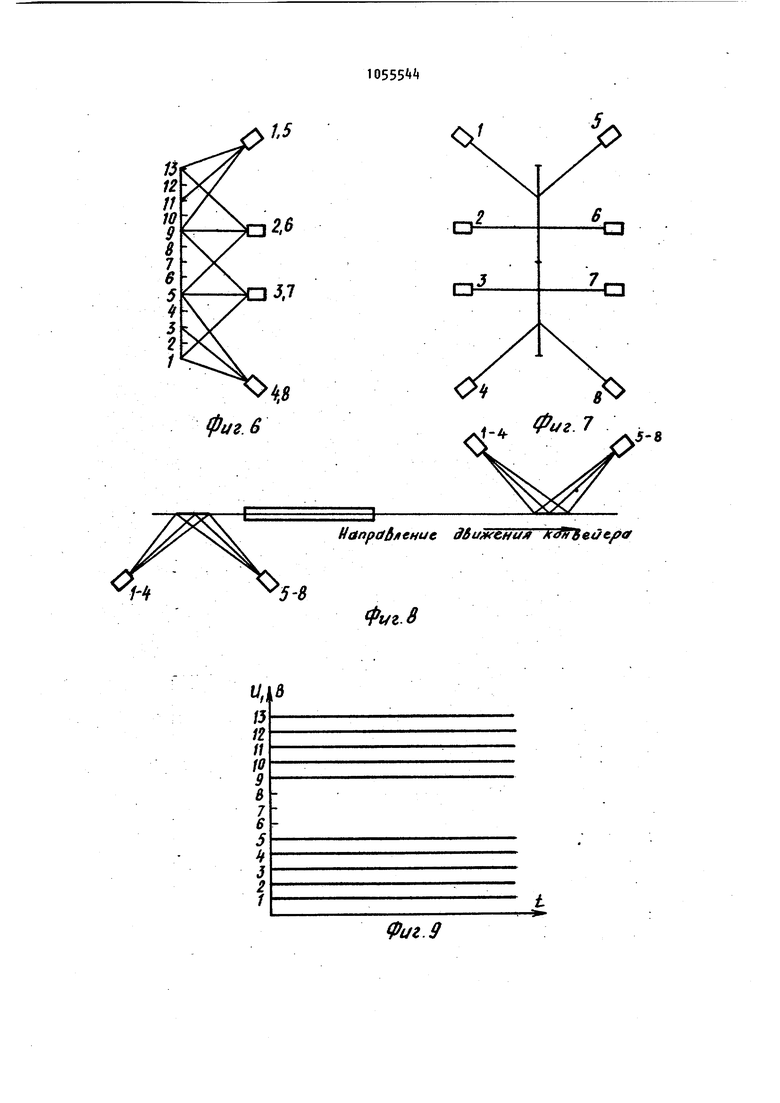
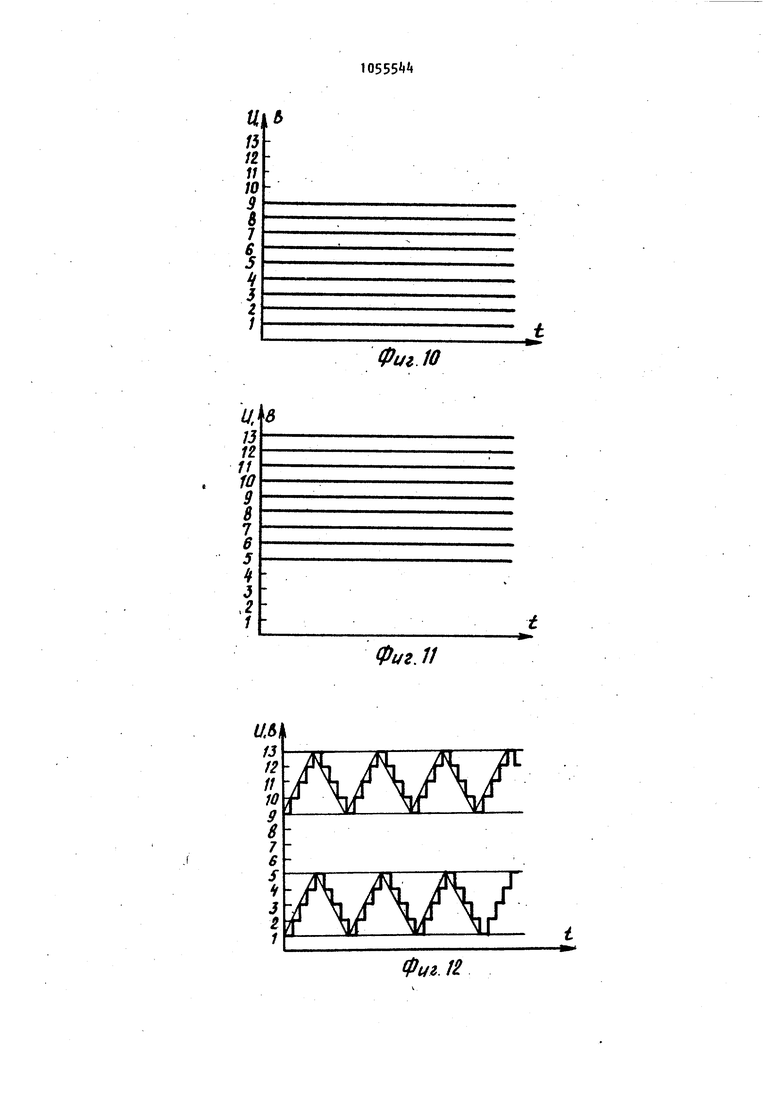
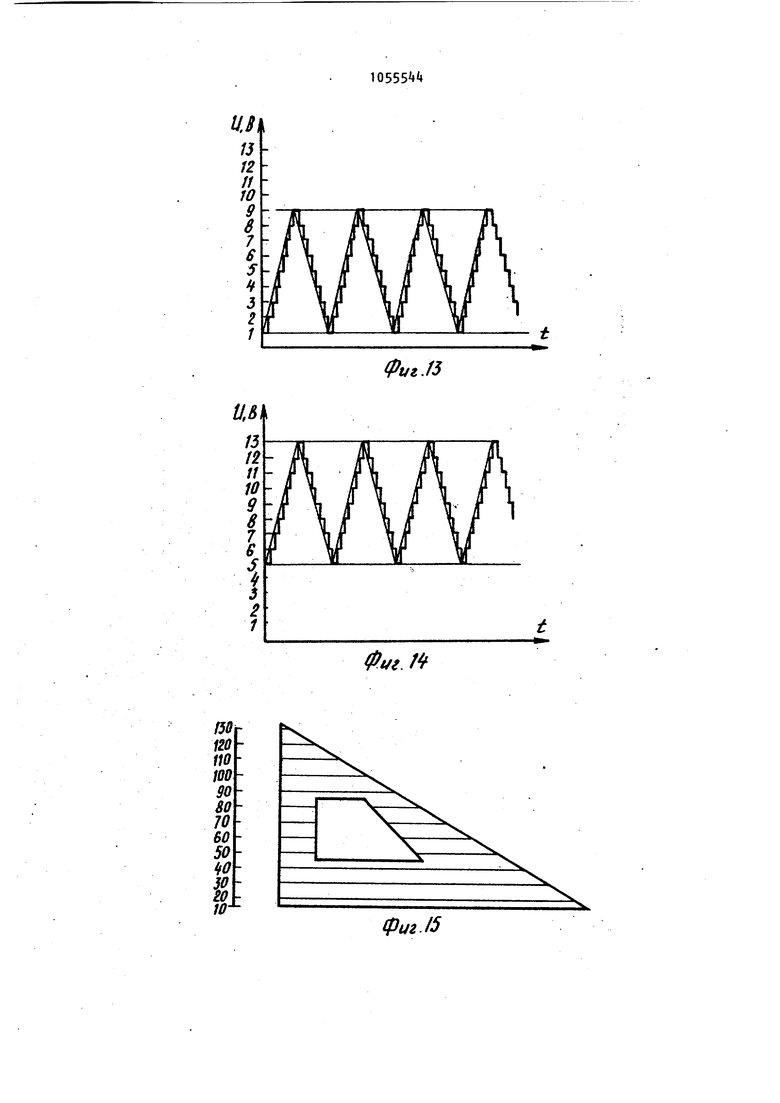
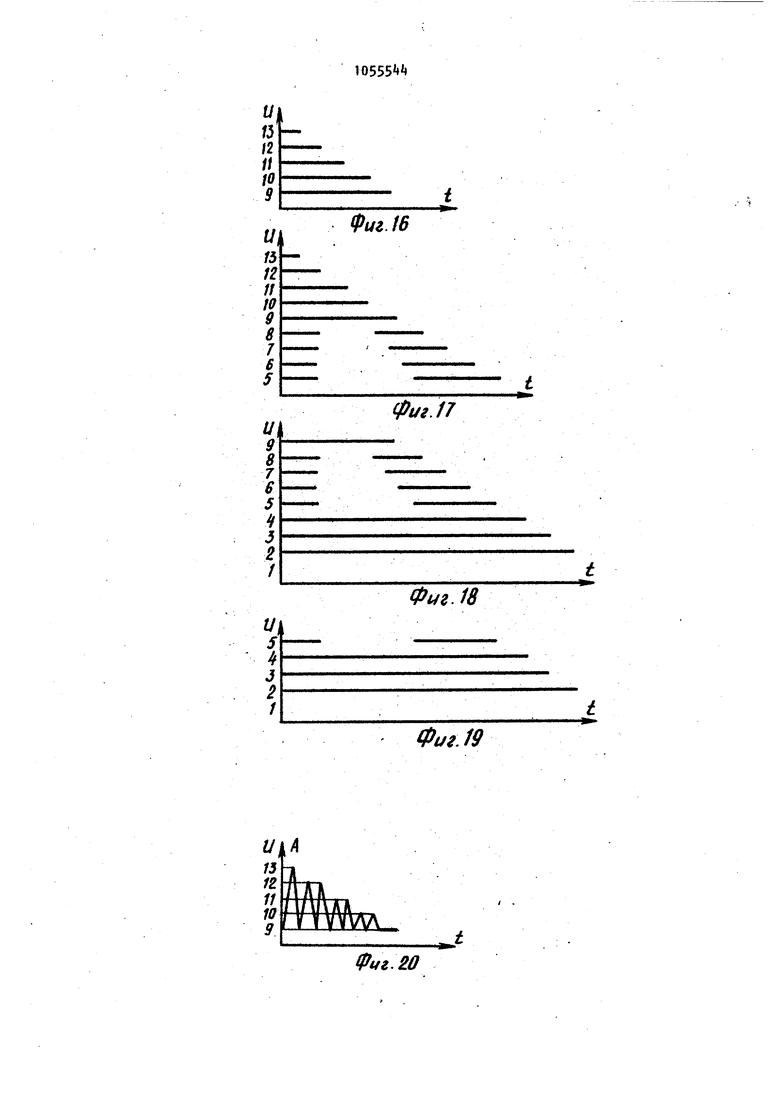
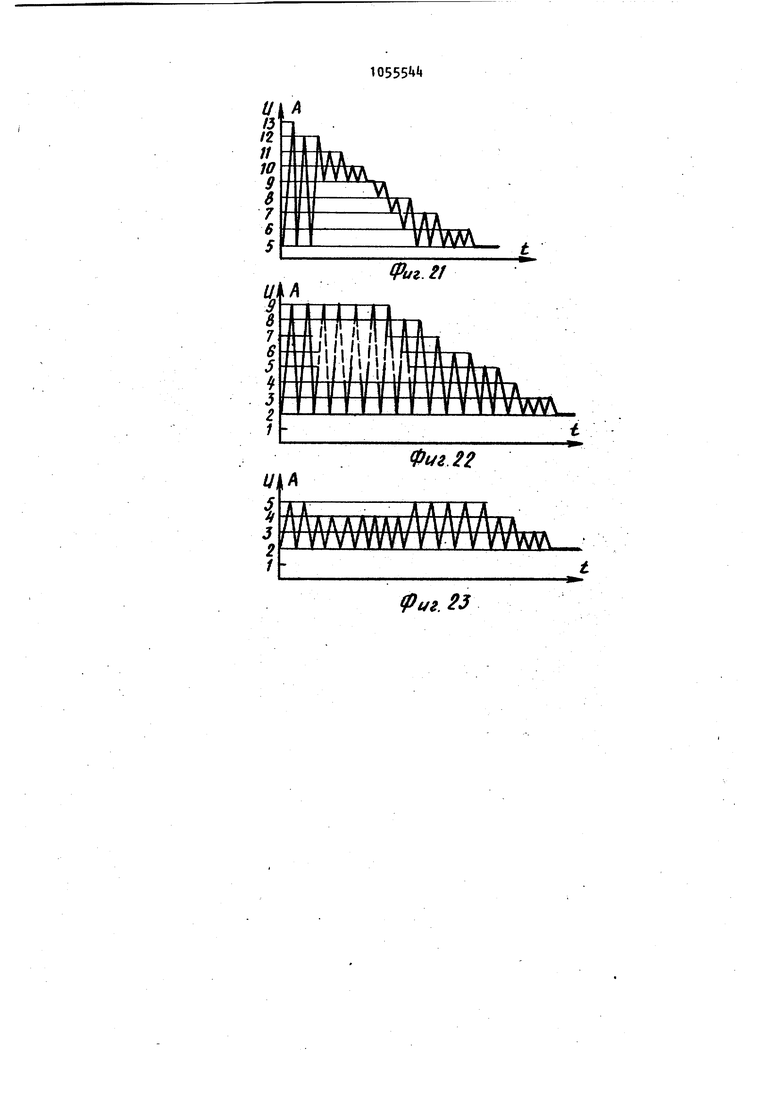
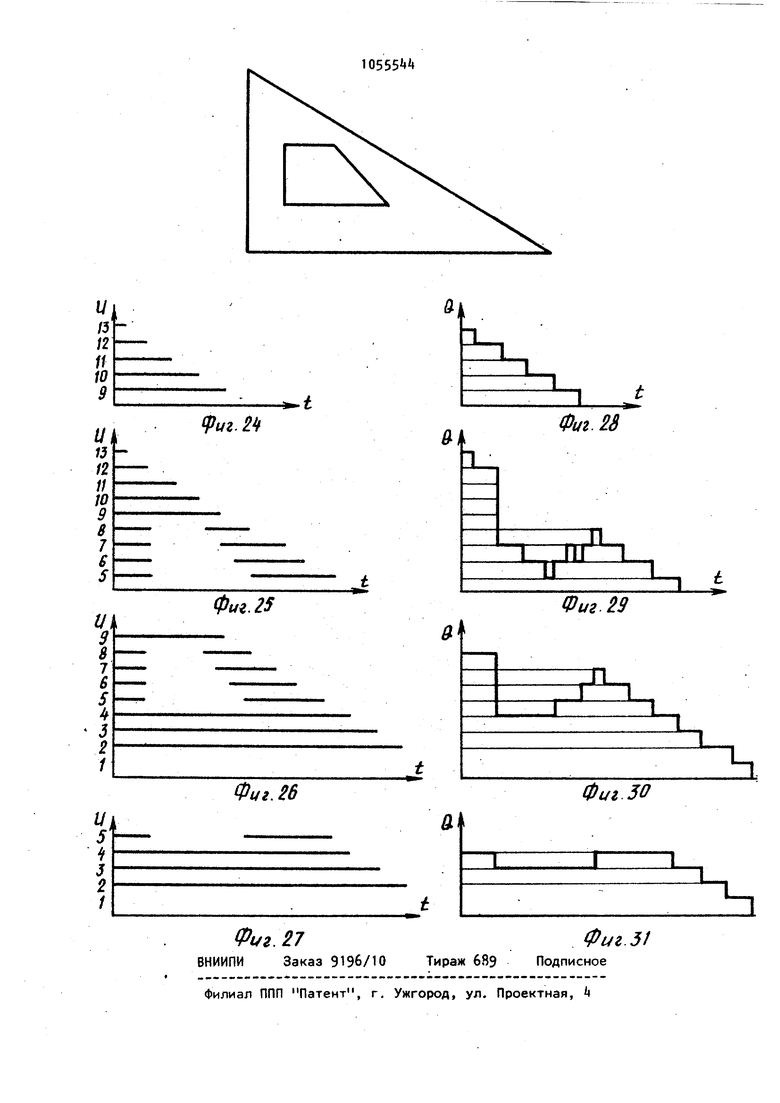
Изобретение относится к нанесению покрытий методом распыления и может быть использовано в окрасочных установках. Известно устройство для нанесения покрытий, содержащее пантографную систему рычагов с распылителем, связанную с кареткой, установленной в направляющих с возможностью возврат но-поступательного движения, снаб-, женную механизмом качания системы рычагов } . Недостатками данного устройства являются невозможность окраски коробчатых изделий и перерасход краски при чередовании на конвейере деталей различной конфигурации, Наиболее близкой к изобретению по технической сущности и достигаемому .результату является автоматическая установка для нанесения покрытия содержащая подвесной конвейер, распылительное устройство, фотодатчики для определения конфигурации обрабатывавмых деталей, блок синхронизации, блоки буферной и рабочей памяти, датчики положения распылителей:и блок сравнения 2J . Недостатками известной установки являются невозможность обработки ко:робчатых изделий, низкая производительность, повышенный расход наносимо го покрытия ввиду отсутствия блока ограничения распылителя в зоне окраски, блока выработки команд конфигурации и блока регулирования расхода материала покрытия, которые становятся существенными при наличии на конвейере коробчатых изделий с различной пло щадью поперечного сечения, по-разному ориентированных. Цель изобретения - повышение производительности устан овки, расширение Номенклатуры обрабатываемых деталей и экономия наносимого покрытия. Поставленная цель достигается тем что автоматическая установка для нанесения покрытий, содержащая подвес ной конвейер, распылительное устройство, фотодатчики для определения кон фигурации обрабатываемых деталей, бло синхронизации, блоки буферной и рабочей памяти, датчики положения распылителей и блок сравнения, снабжена блоками выработки команд конфигурации блоками регулирования расхода материала покрытия, блоками выработки .амплитудыкачания распылителей, при этом распылительное устройство выполнено в виде двух групп распылителей, расположенных симметрично под острым углом к плоскости подвесного конвейера на механизмах качания с датчиками положения и. механизмамирегулирования расхода, при этом все блоки объединены в каналы, каждый из которых соединен с соответствующей парой распылителей, выходы фотодатчиков сгруппированы в соответствии с числом каналов yniaasлёния так, что каждь й из них подключен одновременно к входам блоков выработки команд конфигурации по крайней мере двух соседних каналов, выходы блоков конфигурации в каждом канале соединены с входами блоков буферной и рабочей памяти, выходы последних соединены с входами блоков сравнения, блоков регулирования расхода материала покрытия и блоков выработки амплитуды качания, а выходы блоков сравнения соединены с механизмами включения распылителей, выходы блоков регулирования расхода соединены с механизмами регулирования расхода, примем выходы блоков выработки амплитуды качания соединены с соответствующими механизмами качания распылителей. На фиг.1 дана блок-схема установки; на фиг.2 - стойки с распылителими, вид сверху, сечение; на фиг.З участки зоны покраски, обрабатываемые каждой парой распылителей; на фиг. - покраска швелл ера, расположенного параллельно плЪскости конвейера; на фиг.5 - покраска швеллера, расположенного вертикально в плоскости конвейера длина швеллера не превышает, зону окраски); на фиг.6 расположение распылителей в пространстве, вид сбоку; на фиг.7 то же, вид спереди; на фиг.8.- то же, вид сверху (две пары стоек распылителей, с помощью которых коробчатые изделия окра.шиваются с двух сторон); на фиг.9 Т1 - графики электрических сигналов на выходе блоков выработки команд конфигурзции, причем наличие сигнала соответствует полю зрения фотодатчика, перекрытого деталью, отсутствие сигнала соответствует отсутствию детали в поле зрения фотодатчика;|На фиг,12 - k - гарфикй сигналов, снимаемых с датчиков положения распылителей; на фиг.15 - окрашиваемая деталь, прошедшая фотодатчики; на фиг.1б-1д графики сигналов, возбуждаемых на выходе блоков выработки кр|манд конфигурации; на фиг.2П-23 траектории осей факелов колеблющихся распылителей, пересекающих плоскость Окрашиваемой детали (фиг.15). а также моменты включения, и выключения распылителей; на фиг. - графики сигналов конфигурации, пост пающих в блок регулирования расхода окрасочно.го материала; на фиг.28-31 - графики изменения расхода окрасочного материала в зависимости от количества заэкранированных фотодатчиков при покраске детали (фиг.15). Установка содержит (фиг.1) две группы распылителей 1-4 и . Каждый распылитель снабжен датчиками 9 положения, механизмом 10 качания и механизмом 11 регулировки расхода окра сочного материала. Установка содержит также конвейер 12, фотодатчики 13, блоки 14 выработки команд конфигурации, блоки 15 и 16 буферной и рабочей памяти, блоки 17 и 18 сравнения, блоки 19 выработки амплитуды качания, блоки 20 регулирования расхода окрасочного материала, блоки 21 синхронизации, стойки 22 для распылителей с исполнительными механизмами. Зона окраски разбита на двенадцать участков (фиг.З) в зависимости от количества (Распылителей.. Последнее определяется размерами зоны окраски и геометрическими параметрами факела распылителя. С первой по пятую точку - зона окраски распылителей и 8 с первой по девятую - зона окраски распылителей, 3 и 7 с пятой точки по тринадцатую - распылителей 2 и 6, с Девятой по тринадцатую - распылители 1 и 5« Количество участков зависит от размеров окрашиваемых деталей и от геометрических параметров факела. Таким образом, канал управления парой распылителей 1 и 5 имеет пять фотодатчиков, как и канал управления распылителями i и 8. Каналы управления распылителями 2 и 6 и 3 и 7 имеют по девять фотодатчиков. Зона окрашивания соседних пар рас пылителей перекрываются (фиг.З). Фотодатчики 13 и блоки - 20, упра ляющие работой распылителей 1-8, объединены в четыре автономных канал управления, каждый из которых состоит из фотодатчиков.13 выходы которых соединены с входом запоминающего устройства, выполненного в виде соединенных междуСобой блоков 15 и 16 буферной и рабочей памяти соответственно, причем выход блока 21 синхронизации подключен к другим входам блоков 15 и 16 буферной и рабочей.памяти, выходы блоков 16 рабочей памяти соединены с входами блоков 17 и 18 сравнения, вторые входы которых соединены с выходами датчиков 9 положения распылителей, а их выходы - с распылителями. Кроме того, выходы с блока Тб рабочей памяти .соединены.с входами блока 19 выработки амплитуды колебания и блока 20 регулирования расхода окрасочного материала, при этом выход блока 19 выработки амплитуды качания соединен с механизмом 10качания, а выход блока 20 регулирования расхода окрасрчного материала соединен с механизмом 11 регулирования расхода окрасочного материала. Автоматическая установка работает следующим образом. После того, как изделие 23 выйдет из зоны действия фотодатчиков 13, информация, считанная фотодатчиками 13, преобразуется блоком 1 выработки команд конфигурации в строго определенный сигнал (фиг.16-19). В зависимости от расположения фотодатчика, а также конфигурации детали сигналы отличаются- величиной и длительностью С блока 1 информация и конфигурации детали поступает в блоки 15 буферной и 16 рабочей памяти. При движении детали в зоне действия распылителей информация с блоков 1б рабочей памяти поступает в блоки 17 и 18 сравнения, в блоки 19 выработки амплитуды колебания и блоки 20 регулирования расхода окрасочного материала. В задачи блока 19 выработки амплитуды колеба1ния, в пределах канала управления парой распылителей, входит определение максимального и минимального уровней сигнала, что необходимо для определения амплитуды колебания пары распылителей, и точек, между которыми должен колебаться каждый распылитель,. Таким образом, если изделие имеет конфигурацию как на фиг.15, исполнительный механизм 10, управляемый блоком 19.выработки амплитуды качания, колеблет распылители с переменной амплитудой в зависимости от сигнала управления (фиг.20-23), при этом с датчиков 9 положения распылителей снимается информация (фиг. 12-1), которая поступает в блоки 17 и 18 сравнения . Эта информация с датчиков 9 положения сравнивается с информацией, поступающей с блока 16 рабочей памяти, и при совпадении сигналов формируется команда на включение распылителя. В момент, когда с датчиков конфигурации нет сигналов, распылители 3 и 7 отключаются (фиг.22) . При максимальной амплитуде колебания пары распылителей во включенном состоянии расход окрасочных материалов должен быть максимальным, а при повороте в одну точку - минимальным. Эти требования .в устройстве выполняют блоки 20 регулирования расхода окрасочного материала, которые в зависимости от , конфигурации детали и канала управления получают на входы информацию
с блоков 16 рабочей памяти (фиг., которая зависит от количества заэкранированных фотодатчйков, при ЭТОМ на выходе блока 20 вырабатываются сигналы, поступающие на исполнительные механизмы 11 регулировки расхода окрасочного материала. В результате расход окрасочного материала каждой парой распылителей меняется во времени в зависимости от конфигурации детали.
Использование изобретения в сравнении с известными устройствами позволяет окрашивать разнообразные коробчатые изделия, сокращает расход, материала покрытия, увеличивает производительность установки и высвобождает человека от необходимости работать во,вредных условиях.
фиг. 2.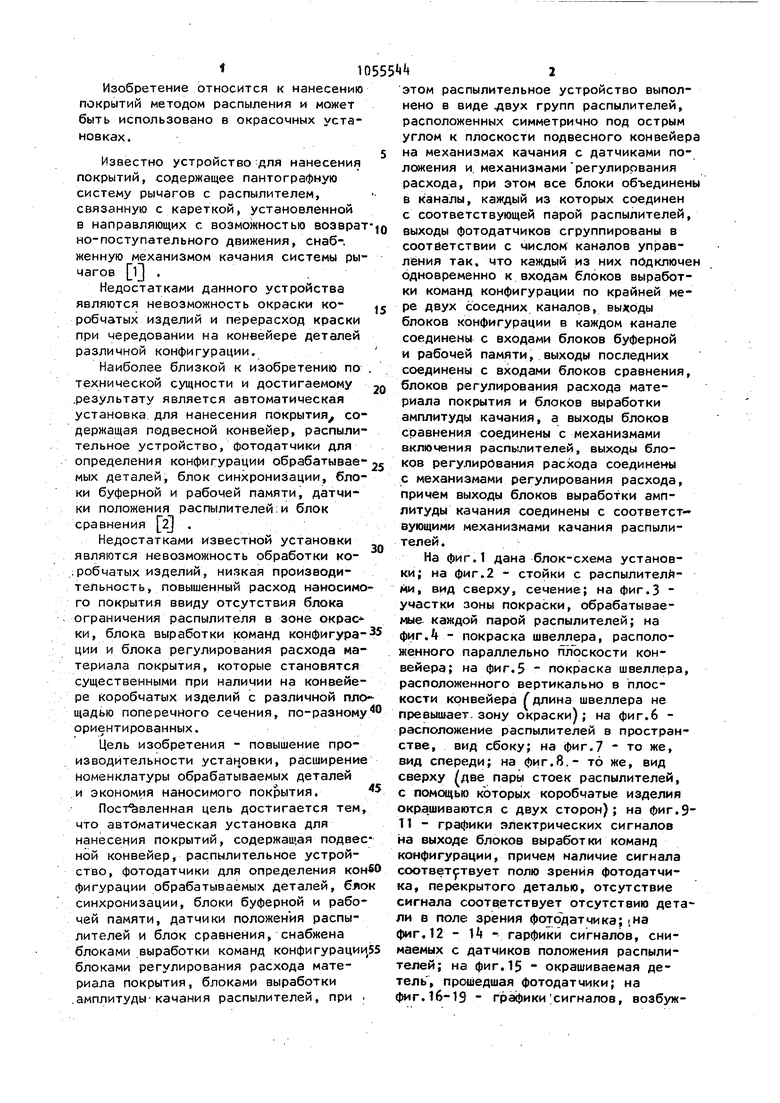
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий | 1983 |
|
SU1156747A1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2131306C1 |
| Установка для автоматического нанесения покрытия "Силуэт | 1986 |
|
SU1358998A1 |
| Устройство для отслеживания положения изделий, перемещаемых конвейером | 1989 |
|
SU1756862A1 |
| Устройство для автоматического нанесения покрытий | 1985 |
|
SU1297925A1 |
| Установка для нанесения покрытий на изделия | 1985 |
|
SU1256802A1 |
| Устройство для автоматической окраски изделий | 1987 |
|
SU1500383A1 |
| Установка для окраски изделий | 1980 |
|
SU942808A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
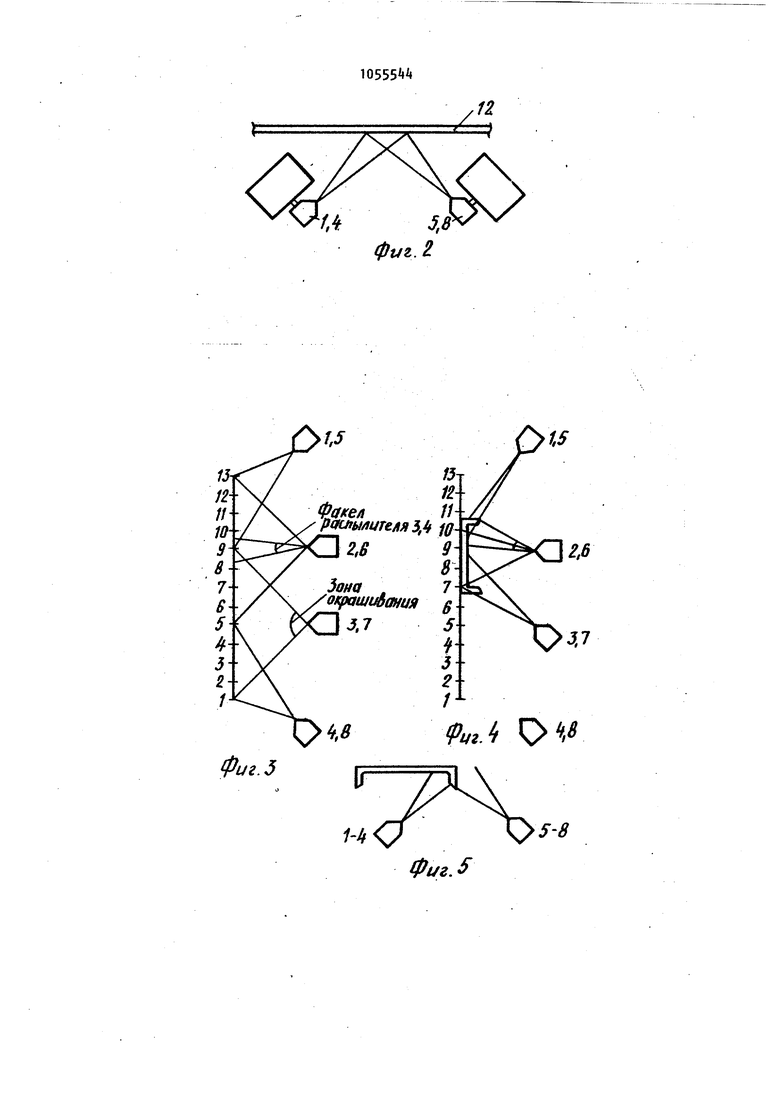
Фиг. 5
Фиг.
CZH
сз
сн
фиг. 6
Hftnpal /ieHue д6ижсм /л /c eet}e f
- - Ч5.
в
В
Ц
15
12 f1 Ю 9 В
7 6
5 Ч J 2
fpuz.9
5
и,
в
13 12 11 10 9 В 7 6 5 t J ,2
им
13 12
11
10 9 В
7 В 5 Ч 3 I 1
Фиг 10
Фиг. 11
Фиг. 12
fptitfS
Фиг. /f
т ко lie too
90 80 70 60 50 0
.15
til
1У
12
1i
Ю
9
t /3
t2 // 10
g в
7
6
5
Ui
9
8
6 5 H 5 2 1
t
It J 2 1
Фиг. 16
фиг. 17
фуг. 18
Фиг. 19
20
иг. 23
lOSSS
