му производству, а именно к конструкции прокатных валков, преимущественно опорных.
Цель изобретения - снижение себестоимости, увеличение стойкости и уменьшения неравномерности износа.
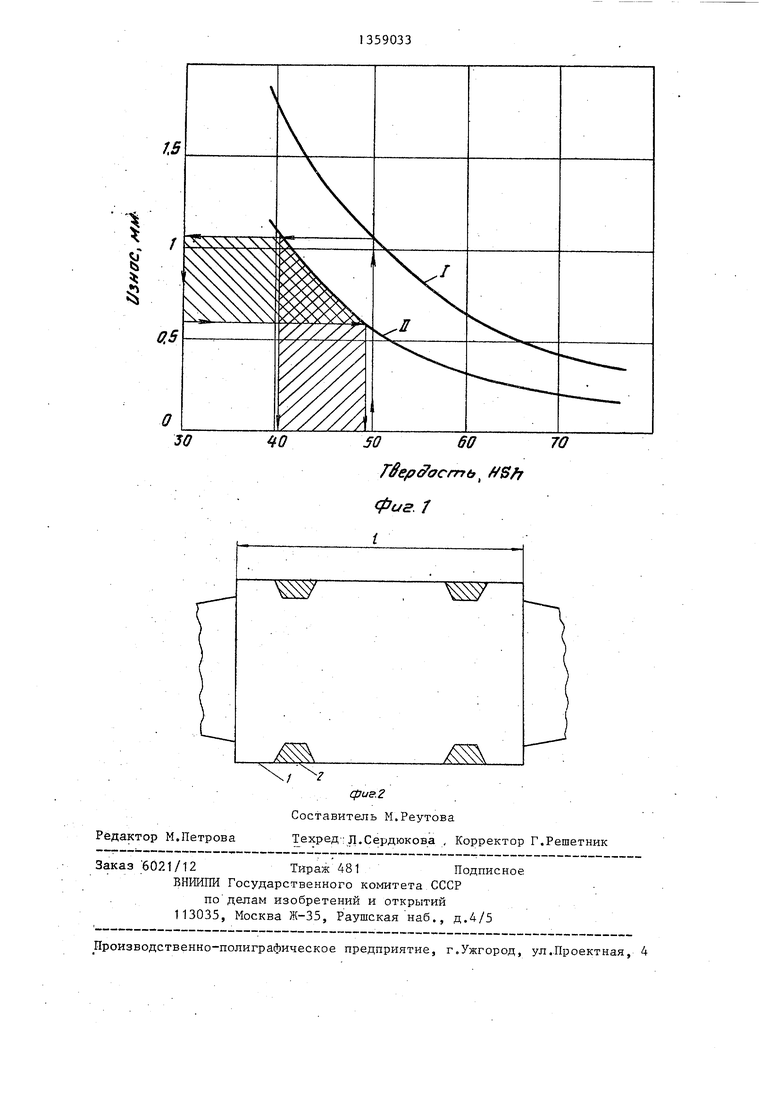
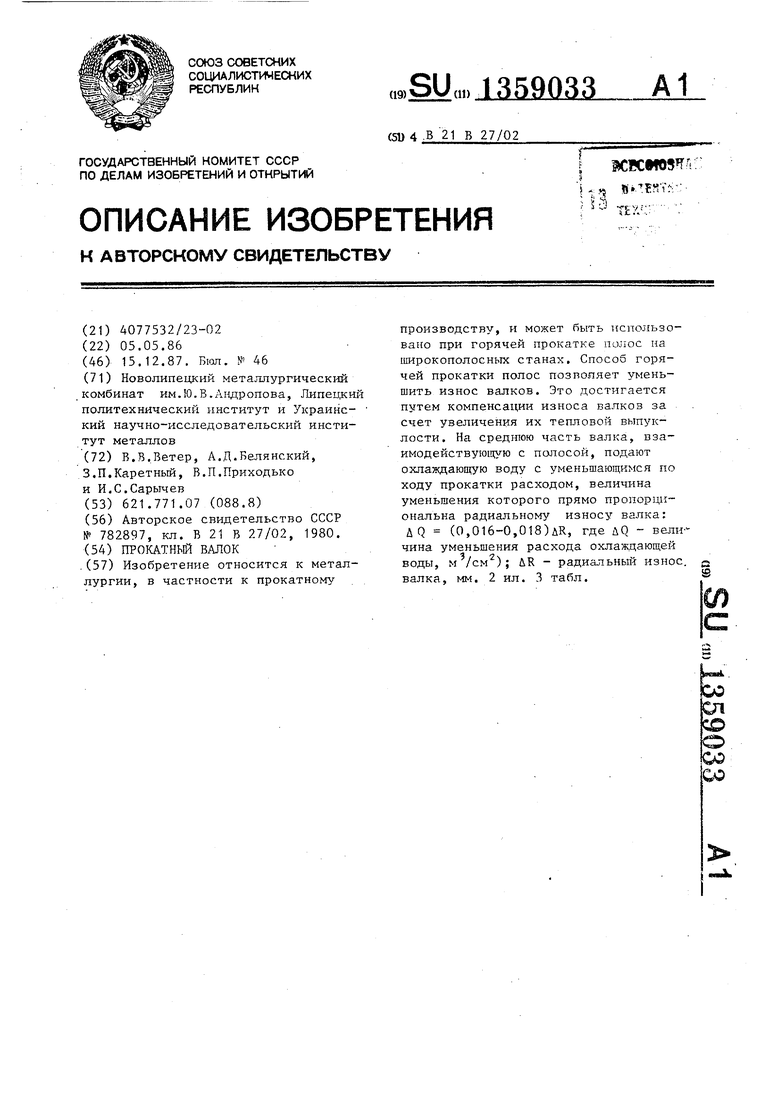
На .фиг.1 представлен график износа центральной части (I) бочки валка и участков (II), расположенных на расстоянии 1/10 - 1/15 1 от края бочки; на фиг.2 - конструкция опорного валка.
Пример 1. Конструкция опорно- 16 талости, в участках, расположенных
на расстоянии 1/10 - 1/15 1 от края бочки валка, при длине бандажа 1/10 1/15 1.
го валка состоит из оси валка 1 и двух участков кольцевого бандажа 2. Бандаж располагают в участках оси валкаi -наиболее подверженных выкрашиванию, расположенных от края бочки
На фиг.1 определение не 20 твердости бандажа, располо на расстоянии 1/15 - 1/10 бочки валка, показано стр этого следует, что оптимал
валка на расстоянии 1/10 - 1/15 длины бочки валка, т..е. длина бандажа составляет 1/10 - 1/15 1 бочки валка.
При эксплуатации крупных опорных
валков установлено, что выкрашивание 25 бочки валка 50 Нд,Г валков происходит -вблизи от края бочки валка. Это обусловлено тем, что в процессе работы валка вследствие износа происходит перераспределение погонного давления по длине бочки валка. Это приводит к тому, что наиболее нагруженными участками в период эксплуатации становятся зоны бочки валка, расположенные на расстоянии 1/15 - 1/10 1 от краев бочки вал- „ ка, где 1 - длина бочки. При этом . рпределяется зависимостью
дость бандажа 40 Н,. при т
5п
Однако выкрашивание нас ле того, как неравномернос по радиусу превьш1ает 0,5 м 30 вательно, допустимо расшир вала износа бандажа на 0,4 образом, твердость бандажа интервале 40 - 48 Н при бочки валка 50 .
Математически твердость
2.SSZ-0,,g
i.DOt-U,U3 Sh с- 1.(
0,059
где-Ндь д - твердость кольцевого
бандажа; shSoMK твердость бочки валка.
Прочность материала бандажа может существенно отличаться от прочности материала оси валка, пластичность (относительное удлинение) должна находиться в пределах 1,2 - 1,4, так как при меньшей пластичности наблюдается опережающее разрушение бандажа а при большей пластичности бандаж теряет жесткость, что также приводит к разрушению бандажа.
Пример 1. Бандажи формировал посредством электродуговой наплавки на расстоянии 1/15 1 от краев бочки валка с длиной бандажа 1/10 1 расщеления погонного давления по длине межвалкового контакта может дости- Гать 1,7 и более.
В табл.1 представлены данные геометрических параметров выкрошек десяти опорных валков НШС-2000 НЛМК.
Поэтому наиболее целесообразно проводить бандажирование только зон валка, наиболее подверженных усталостному разрушению материалом, обладающим большим сопротивлением усна расстоянии 1/10 - 1/15 1 от края бочки валка, при длине бандажа 1/10- 1/15 1.
На фиг.1 определение необходимой твердости бандажа, расположенного на расстоянии 1/15 - 1/10 1 от края бочки валка, показано стрелками. Из этого следует, что оптимальная твербочки валка 50 Нд,Г рпределяется зависимостью
дость бандажа 40 Н,. при твердости
5п
25 бочки валка 50 Нд,Г „ . рпределяется зависимостью
Однако выкрашивание наступает пбс- ле того, как неравномерность износа по радиусу превьш1ает 0,5 мм, следо- 30 вательно, допустимо расширение интервала износа бандажа на 0,4 мм. Таким образом, твердость бандажа будет в интервале 40 - 48 Н при твердости бочки валка 50 .
Математически твердость бандажа
2.SSZ-0,,g
i.DOt-U,U3 Sh с- .
U,U3 Sh .J
0,059
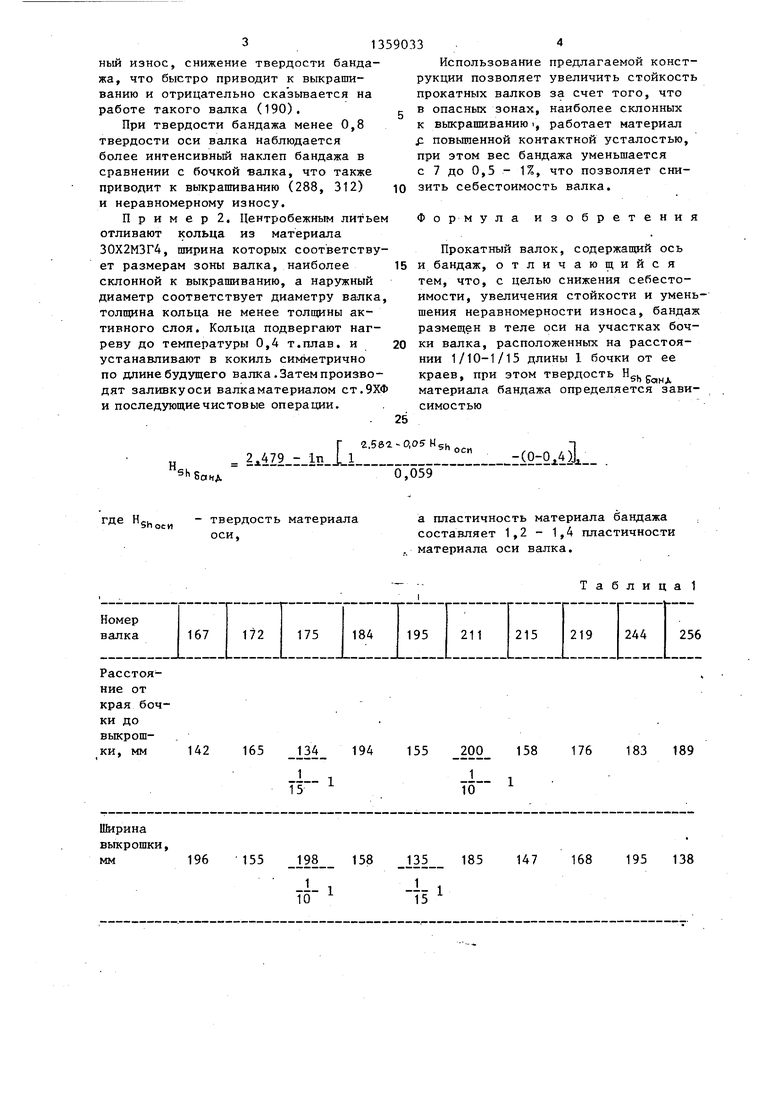
пленным электродом проволоками Нп- ЗОХГСА и Св-ЮХПВНМФ под флюсом АН-20С. Свойства бандажа регулировались за счет режимов термообработки. Испытания валков производились в 7 клети НМС-2000 горячей прокатки. 1 Результаты испытания валков, а также свойства бандажей приведены в табл.2-.
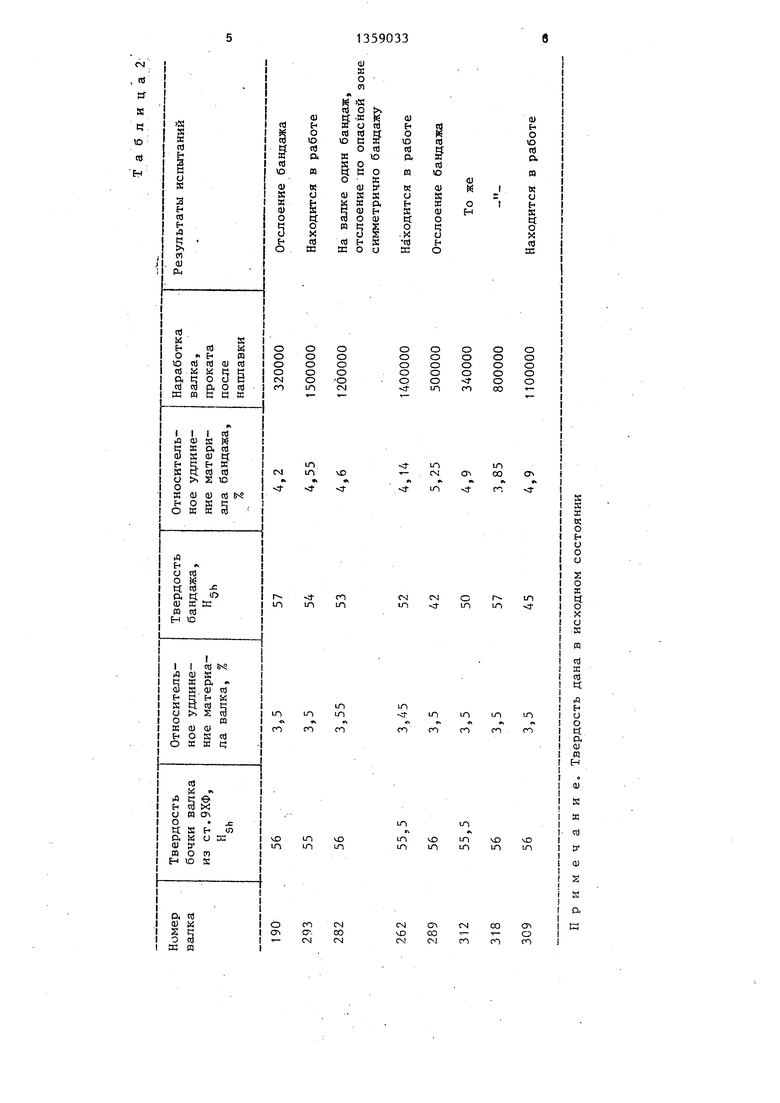
В процессе испытаний осуществлялся контроль твердости бандажа. Результаты изменения твердости приведены в табл.3.
Как следует из табл. 2 и 3, при формировании бандажа твердостью больше твердости оси, изготовленной из ст. 9ХФ, в процессе их совместной эксплуатации происходит неравномерный износ, снижение твердости бандажа, что быстро приводит к выкрашиванию и отрицательно сказывается на работе такого валка (190).
При твердости бандажа менее 0,8 твердости оси валка наблюдается более интенсивный наклеп бандажа в сравнении с бочкой валка, что также приводит к выкрашиванию (288, 312) и неравномерному износу.
Пример 2. Пентробежным литьем отливают кольца из материала ЗОХ2МЗГ4, ширина которых соответствует размерам зоны валка, наиболее склонной к выкрашиванию, а наружный диаметр соответствует диаметру валка толщина кольца не менее толщины активного слоя. Кольца подвергают нагреву до температуры 0,4 т.плав, и устанавливают в кокиль симметрично по длине будущего валка.Затем производят заливкуоси валкаматериалом ст.9ХФ и последующиечистовые операции.
L 1
Г „,.„- ,-- . .,„
2,581 0,05 Hgh
-Q-Q59
где Hg - твердость материала оси.
Расстояние от края бочки до вьжрош- ки, мм
142 165 П 1 155 200 158 176 183 189
1 1 1
15 10
196
155
198
Т5-1
Использование предлагаемой конструкции позволяет увеличить стойкость прокатных валков за счет того, что в опасных зонах, наиболее склонных к выкрашиванию , работает материал f. повышенной контактной усталостью, при этом вес бандажа уменьшается с 7 до 0,5 - 1%, что позволяет сни- зить себестоимость валка.
Ф о р м ула изобретения
Прокатный валок, содержащий ось и бандаж, отличающийся тем, что, с целью снижения себестоимости, увеличения стойкости и уменьшения неравномерности износа, бандаж размещен в теле оси на участках боч- ки валка, расположенных на расстоянии 1/10-1/15 длины 1 бочки от ее краев, при этом твердость Н материала бандажа определяется зависимостью
„,.„- ,-- . .,„
2,581 0,05 Hgh
-Q-Q59
.il2i2i iа пластичность материала бандажа составляет 1,2 - 1,4 пластичности материала оси валка.
Таблица 1
158
135 185 147 168 195 138
-Tsl
I
s e
CO E- Л
(i Id
I « К
00 1Л
00
1Л
00
1Л
00
1Л
00 in
00 in
- in
m ел
CM
lU
о u
Fо
о
чО
г
ш
л ш
о
VO
1ш
ю ю
о
ЧО
о
VO
г ш
1О 1Л
о
ЧО
00 ю
st u-i
Г-in
1Л
ю
о
ЧО
in in
го
in
1 in
in m
о
чО
о
in
сч in
r
in
о in
CM
in
CM vr
о in
r
Ю
in t
CM
vO CM
CO CM 00 CM m
oo
- ro
o о
CO
SO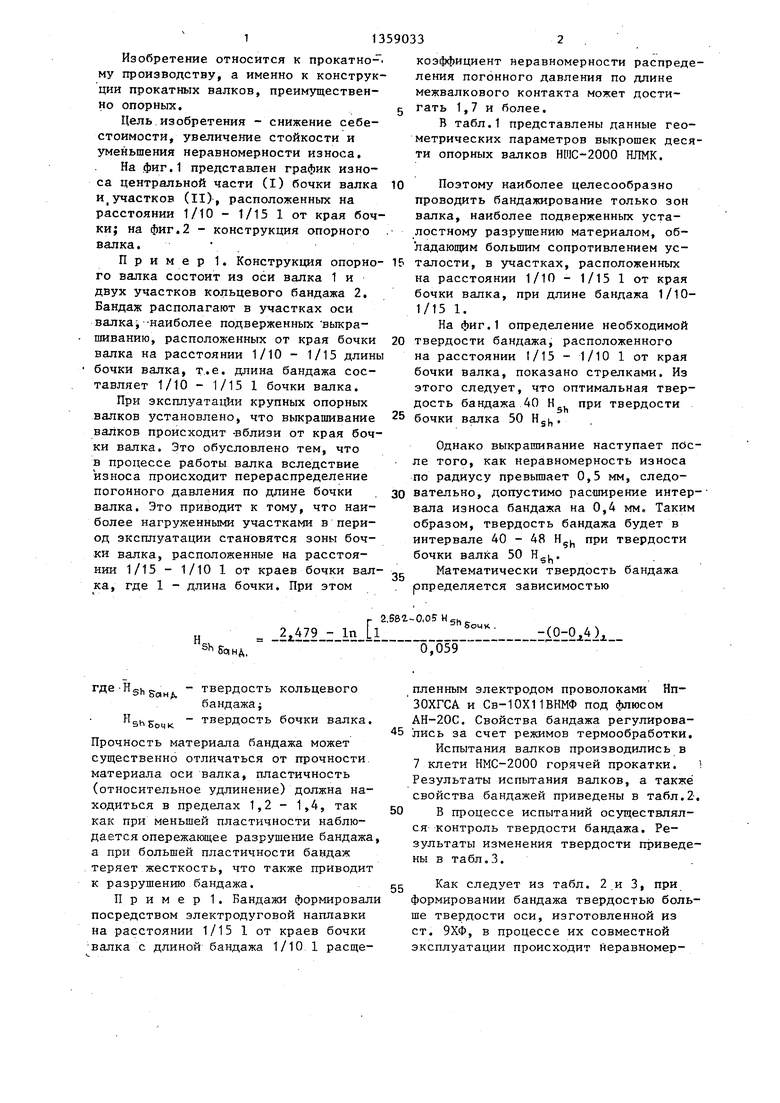
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ ВАЛОК | 1985 |
|
RU1345433C |
| Бандаж прокатного валка | 1979 |
|
SU845902A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2173228C1 |
| Способ изготовления бандажированного опорного валка | 1989 |
|
SU1722632A1 |
| Способ восстановления прокатных валков | 1989 |
|
SU1676786A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| Прокатный валок | 1987 |
|
SU1447445A1 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |
| Способ изготовления бочки валка прокатного стана | 1980 |
|
SU1010149A1 |
x
/m
Редактор М.Петрова
-/
фие.2
Составитель М.Реутова
Техред-; Л.Сердюкова , Корректор Г.Решетник
Заказ 6021/12Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Прокатный валок | 1978 |
|
SU782897A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
