Изобретение относится к порошковой металлургии, в частности к способам изготовления марганец-цинковых ферритов горячим прессованием, и может быть использовано при изготовлении магнитных головок аппаратуры звуко- и видеозаписи.
Цель изобретения - улучшение механических и магнитных свойств марганец-цинковых ферритов.
Предлагаемьм способ поясняется чертежом.
Изобретение основано на исПоль- зов ании для горячего прессования заготовок в форме усечённого |сонуса с углом при нижнем основании 78-84°, получаемых предварительным формованием и спеканием ферритовой шихты.
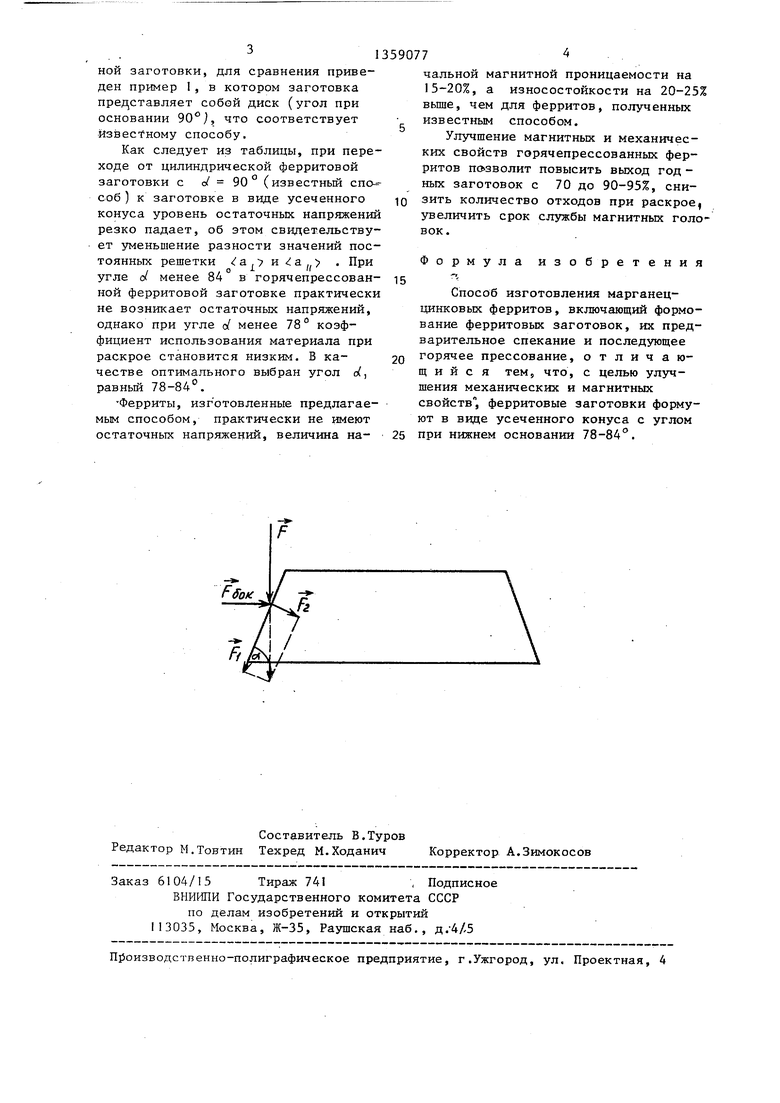
При горячем прессовании заготовки в виде усеченного конуса возникает дополнительная сила, действзгющая со стороны засьшки, направленная к центру заготовки. Эта сила численно
10
ное боковое давление, что позволяет сделать более равномерным обжатие заготовки со всех сторон. Следствием этого является значительное умень шение остаточных напряжений в горяче прессованной ферритовой заготовке, повьпиение начальной магнитной проницаемости и износостойкости. Из шихты марганец-цинкового феррита, содержащей 50-52 мол.% FejOg, 24-26 мол.% МпО и 22-24 мол.% ZnO, формуют при давлении 0,3 т/см заготовку в виде усеченного конуса - диаметр нижнего 15 основания 48 мм, угол при основании 78-84°, высота 14 мм, заготовку спекают при 1150-1320°С и подвергают горячему прессованию при 1300-1350 С и давлении 0,7-0,8 т/см в течение 60 мин.
В таблице приведены значения коэффициента усадки по диаметру, пос
20
тоянной решетки
а,,;
снятые от двух поверхностей: перпенравна произведению величины приложен- дикулярной и параллельной оси загоного давления на косинус угла d при основании. Величина этой силы увеличивается при уменьшении значения угла, однако необходимо учитьюать, что при этом увеличивается доля отходов при раскрое заготовки ввиду уменьшения диаметра верхнего основания. Указанная сила оказьшает дополнительЗависимость свойств горячепре от формы загот
Скорость движения ленты 0,1905 м/с.55 вий на изготовление магнитных голо- Коэффициент рассчитан из условия,вок.
что качество материала на расстоянииПримеры 2-4 в таблице соответству3 мм от края заготовки не удовлет-ют изобретению, пример 5 осуществлен
воряет требованиям технических уело-при выходе угла при основании конус
ное боковое давление, что позволяет сделать более равномерным обжатие заготовки со всех сторон. Следствием этого является значительное уменьшение остаточных напряжений в горяче- прессованной ферритовой заготовке, повьпиение начальной магнитной проницаемости и износостойкости. Из шихты марганец-цинкового феррита, содержащей 50-52 мол.% FejOg, 24-26 мол.% МпО и 22-24 мол.% ZnO, формуют при давлении 0,3 т/см заготовку в виде усеченного конуса - диаметр нижнего основания 48 мм, угол при основании 78-84°, высота 14 мм, заготовку спекают при 1150-1320°С и подвергают горячему прессованию при 1300-1350 С и давлении 0,7-0,8 т/см в течение 60 мин.
В таблице приведены значения коэффициента усадки по диаметру, пос
тоянной решетки
а,,;
снятые от двух поверхностей: перпентовки,. величины начальной магнитной проницаемости и скорости износа. В качестве коэффициента использования материала при раскрое ферритового диска для изготовления магнитных гог ловок выбрано отношение квадратов диаметров верхнего и нижнего основания.
ной заготовки, для сравнения приведен пример 1, в котором заготовка предоставляет собой диск (угол при основании 90°J, что соответствует HsisecfHOMy способу.
Как следует из таблицы, при переходе от цилиндрической ферритовой заготовки с al 90° (известный спо соб ) к заготовке в виде усеченного конуса уровень остаточных напряжений резко падает, об этом свидетельствует уменьшение разности значений постоянных решетки а.. . При
fa и а
/о/ °
угле & менее 84 в горячепрессован- ной ферритовой заготовке практически не возникает остаточных напряжений, однако при угле с/ менее 78° коэффициент использования материала при раскрое становится низким. В качестве оптимального выбран угол о(, равный 78-84 .
-Ферриты, изг отовленные предлагаемые способом, практически не имеют остаточных напряжений, величина начальной магнитной проницаемости на 15-20%, а износостойкости на 20-25% вьше, чем для ферритов, полученных известным способом.
Ул5гчшение магнитных и механических свойств горячепрессованньк ферритов позволит повысить выход год - ных заготовок с 70 до 90-95%, сни- зить количество отходов при раскрое, увеличить срок службы магнитных головок.
Формула изобретения
Способ изготовления марганец- цинковых ферритов, включающий формование ферритовых заготовок, их предварительное спекание и последующее
горячее прессование, отличающийся тем, что, с целью улучшения механических и магнитных свойств, ферритовые заготовки формуют в виде усеченного конуса с углом
при нижнем основании 78-84°.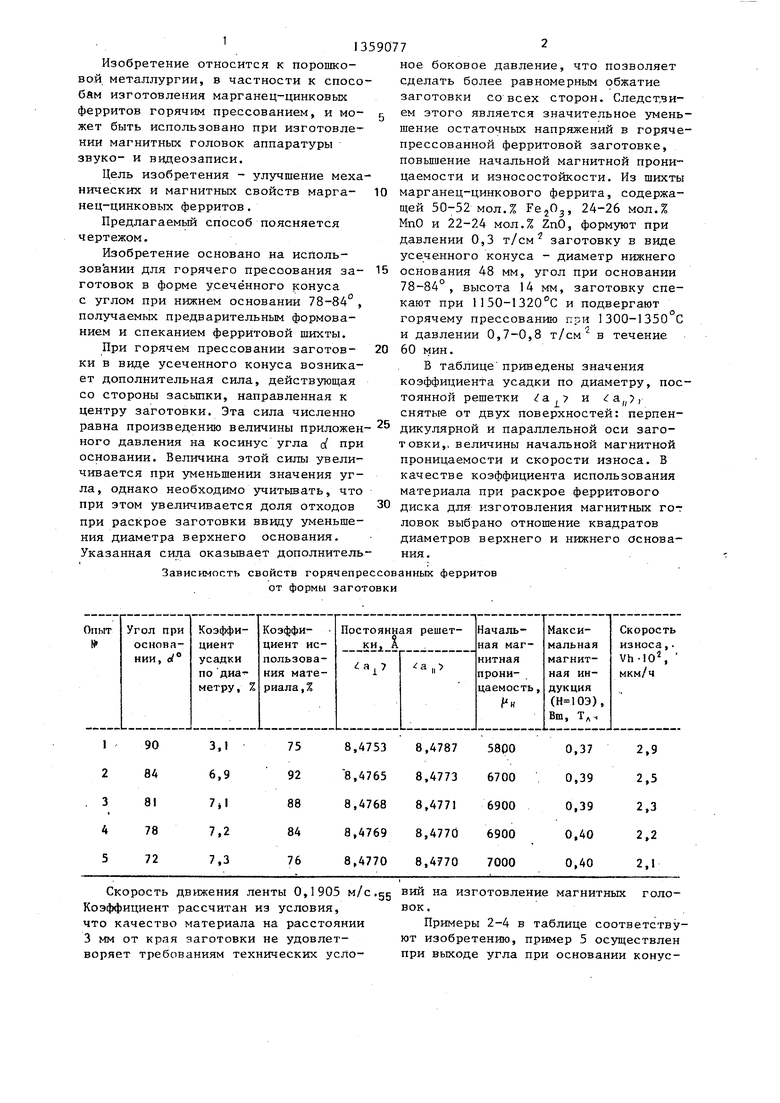
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления марганец-цинковых ферритов | 1983 |
|
SU1077701A1 |
| Способ изготовления марганец-цинковых ферритов | 1986 |
|
SU1386369A1 |
| Способ получения марганец-цинкового феррита | 1986 |
|
SU1355354A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ НИКЕЛЬ-ЦИНКОВЫХ ФЕРРИТОВ | 1987 |
|
SU1564851A1 |
| Способ получения высокопроницаемых марганцево-цинковых ферритов | 1983 |
|
SU1126373A1 |
| Способ изготовления марганец-цинковых ферритов для сердечников магнитных головок | 1987 |
|
SU1482768A1 |
| Способ изготовления марганеццинковых ферритов | 1989 |
|
SU1632633A1 |
| Устройство для горячего прессования изделий | 1989 |
|
SU1731439A1 |
| Способ изготовления марганеццинковых ферритов | 1978 |
|
SU716072A1 |
| Способ получения марганец-цинковых ферритовых изделий | 1989 |
|
SU1712064A1 |
Изобретение относится к изготовлению марганец-цинковых ферритов горячим прессованием и может быть использовано при производстве магнитных головок для аппаратуры звуко- и видеозаписи. С целью улучшения механических и магнитных свойств ферритов заготовку под горячее прессование формуют в виде усеченного конуса с углом .при нижнем основании 78-84. Получены марганец-цинковые горячепрессованные ферриты с начальной магнитной проницаемостью дх - 6700-6900, максимальной магнитной индукцией в поле 10Э В 0,39- 0,40 Тл. Скорость износа феррита при использовании в качестве магнитной головки при скорости движения магнитной ленты 0,1905 м/с находится в пределах 2,2-2,5 мкм/ч. 1 ил., I табл. СО СП СО 
Составитель В.Туров Редактор М.Товтин Техред М.Ходанич Корректор А.Зимокосов
Заказ 6104/15 Тираж 741, Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
П15оизводственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
| Патент США № 4247500, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Ключевой шарнир в арке | 1987 |
|
SU1511349A1 |
| С lib, 1967. | |||
