Изобретение относится к электрофизическим и электрохимическим методам обработки материалов, в частности к способам электроэрозионного легирования.
Цель изобретения - повьшение точности обработки при легировании за счет ограничения зоны обработки.
На чертеже показано электроэро- , зионное легирование участка вырубного штампа, прилегающего к режущей кромке штампа.
Способ осуществляется следующим образом.
Обрабатьшаемую деталь 1 с участком 2, подлежащим легированию, устанавливают на столе установки, имею- «ем возможность возвратно-поступательного перемещения по двум взаимно перпендикулярным направлениям. Легирование производят электродом- инструментом 3 из твердого сплава. Деталь и инструмент подключают к источнику технологического тока. Зону обработки ограничивают предварительным нанесением на границу обрабатьюаемого участка детали, тонкого слоя диэлектрика 4. Регулирование межэлектродног.о зазора осуществляют с помощью регулятора с параметром, по .которому производится регулирование, не связанньм с технологическим током. Электрод-инструмент 3 устанавливают в начальное положение в зоне обработки, включают источник технологического тока, включают движение поперечной подачи и производят обработку. Реверс направления поперечного движения с одновременным смещением детали в продольном направлении осуществляют при уменьшении т.ёхнологического тока ниже предварительно- установленного порогового значения. Значение технологического тока уменьшается как при заходе электрода-инструмента 3 на полосу
Составитель С.Никифоров Редактор М.Товтин Техред М.Ходанич Корректор А.Зимокосов
Заказ 6104/15 Тираж 97DПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Дроизводственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
590862
диэлектрика, так и при выходе его за режущую кромку штампа.
Пример. Осуществлялось элект- (- роэрозионное легирование .наиболее , изнашиваемой области вырубного штампа, прилегающей к его режущей кромке. Легирование осуществлялось электродом из твердого сплава типа ВК8. 10 Область легирования ограничивалась нанесением полоски из нагревостой- кого электроизоляционного кпея на основе цементирующего материала ПФ-23. Обработка осуществлялась при 1Г среднем значении технологического тока ICP ЗА, пороговое значение тока 1пор 1А. Повысилась точность обработки и производительность ле- . гирования за счет автоматизации об- 20 хода сложного контура. Для легирова .,ния замкнутого контура потребовалась одна перестановка детали. Формула изобретения
Способ электроэрозионного легирования поверхностей сложной конфигурации, при котором детали придают возвратно-поступательное поперечное перемещение и смещение в продольном
направлении относительно-электрода- инструмента, имеющего вертикальное слежение за межэлёктродным зазором, о тлич ающий с я тем, что, с целью повышения точности обработки
при легировании с применением регулятора межэлектродного зазора с параметром, по которому осуществляется регулирование параметра, не связанного с технологическим током, на
границу обрабатьгоаемого участка предварительно нанося т тонкий слой диэлектрика и реверс направления поперечного движения с одновременным смещением детали в продольном направлении осуществляют при уменьшении технологического тока ниже предварительно установленного порогового значения.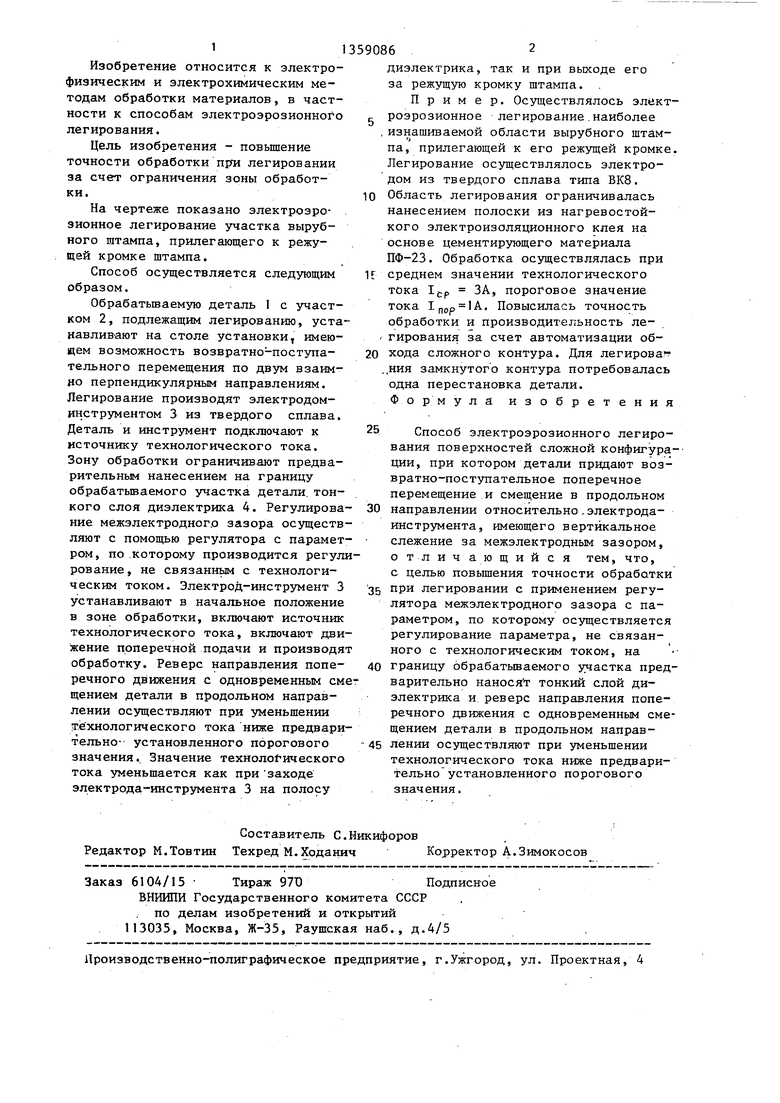
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного легирования | 1988 |
|
SU1678560A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| Устройство для электроэрозионного легирования | 1985 |
|
SU1323272A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| Способ электрохимической обработки с последующей электроэрозионной калибровкой | 1978 |
|
SU751552A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1981 |
|
SU1077740A1 |
| Установка для электроэрозионного легирования | 1986 |
|
SU1502237A1 |
| Устройство для электроэрозионного легирования | 1988 |
|
SU1664486A1 |
| Способ электроэрозионной обработкиМАТРиц ВыРубНыХ шТАМпОВ | 1979 |
|
SU848228A1 |
Изобретение относится к области электрофизических и электрохимических методов обработки материалов, в -0частности к способам электроэрозионного легирования. Целью изобретения является повьшение точности обработки за счет ограничения зоны обработки. При заходе электрода-инструмента 1 на полосу предварительно нанесенного тонкого диэлектрика 4 или при выходе его за режущую кромку штампа уменьшается значение техноло- . гического тока ниже порогового значения. При этом осуществляется реверс направления поперечного движения с одновременным смещением детали в продольном направлении. Регулировав ние межэлектродного зазора производится по параметру, не связанному с технологическим тоном. 1 ил § (Л со ел (Х О 00 С5
| Способ ковки заготовок | 1979 |
|
SU837526A1 |
| ин-та, М.: Изд-во ВНТИцентра, 1982, с.103, 104, 129 | |||
