.Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионному легированию, и может быть использовано в механизированных уста- новках для электроэрозионного легирования кромок сложноконтурных поверхностей, например вырубных штампов,фасонных резцов и т.п.
. Цель изобретения - повьшение точ- ности обработки сложнопрофильных плоских кромок,
На фиг. 1-5 представлен джйерен- циальньщ пневматический манометр и положение электрода относительно об- рабатываемой кромкиj на фиг, 6 - схема предлагаемого устройства для электроэрозионного легирования.
На фиг. 1- представлена обрабатываемая деталь 1, торец полого электрода- инструмента 2, обрабатываемая кромка 3, пневматический дифференциальный манометр 4, имеющий жиклеры 5 и 6, колена 7 и 8, жиклер 9 в колене 7, регулируюЕЦИй дроссель 10 в ко- лене 8 манометра. В обоих коленах манометра выполнены электрические контакты 11 и 12, управляющие продольной подачей детали, манометр заполнен электропроводной жидкостью 13, В ко- лене 7 расположены электрические контакты 14 и 15, управляющие поперечной подачей детали по оси X вперед, а в колене 8 - электрические контакты 16 и 17, управляющие поперечной подачей детали по оси X назад; причем контакты 11 и 12 расположены ниже контактов 14,15 и 16,17.
Расстояние между электрическими контактами поперечной подачи 14 и 15 (16 и 17) и электрическим контактом продольной подачи 1 (12) в колене манометра определяет величи1гу изменения выступающей части торца электрода по сравнению с заданным значением при которой выключается продольная подача детали и включается поперечная.
Полый электрод-инструмент 2 ориентируют по отношению к горизонтальной кромке 3 таким образом, чтобы 1/2 часть торца электродс1 2 выступала за обрабатываемую кромку (заданное значение).
Расстояние между контактами продольной и поперечной подач в колене манометра равно 2 мм, что соответствует величине изменения выступающей
части торца электрода-инструмента по сравнению с заданной равной 1/10, т.е. при выходе торца за кромку на
64
тг- или на T7j происходит смена подачи.
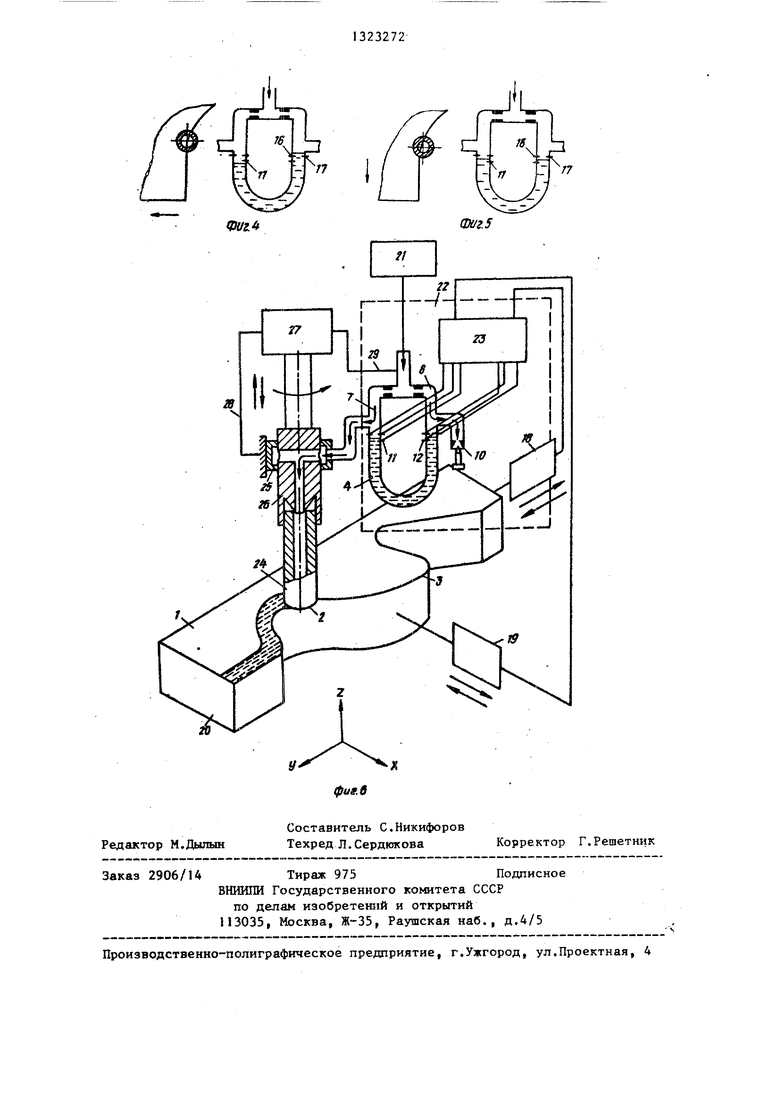
Устройство электроэрозионного легирования (фиг.2) содержит механизмы продольного 18 и поперечного 19 перемещений детали 20, источник 21 сжатого воздуха, блок 22 управления продольной и поперечной подач, пневматический дифференциальный манометр 4, заполненный электропроводной жидкостью и снабженный жиклерами и электрическими контактами, соединенными с распределителем 23 сигналов блока управления.
Вход манометра 4 соединен с источником 21 сжатого воздуха, а колено 7 - с полым электродом 24, установленным с возможностью вращения и имеющим вертикальное слежение, через полую гайку 25, имеющую радиальное отверстие, и электрододержатель 26, имб:кнций глухое осевое и сквозные радиальные отверстия,, Колено 8 манометра соединено .с регулируемым дросселем 10. Гайка 25 и манометр 4 соеди- некы неподвижно с приспособлением 27 кронштейнами 28 и 29.
Устройство работает следующим образом.
В пневматический дифференциальный манометр 4 от источника 21 подается сжатый воздух, которьй через жиклер поступает в колена 7 и,8 манометра и выходит в атмосферу со стороны колена 7 через жиклер и радиальное сквозное отверстие в полой гайке 25, далее воздух поступает в электрододержатель 26 через сквозные радиальные отверстия и через глухое осевое отверстие попадает в полость электрода 24, откуда выходит через выступающую за кромку 1/2 часть торца 2 электрода-инструмента .
Со стороны колена 8 манометра воздух выходит в атмосферу через регулируемый дроссель 10, при этом 1/2 часть торца 2 электрода-инструмента должна выступать за кромку 3, а давления в коленах 7 и 8 должны быть равными. Тогда контакты 11 и 12 замыкаются электропроводной жидкостью и сигнал через блок управления 23 поступает в механизм 18 продольного перемещения детали, в результате чего
деталь перемещается в продольном направлении вперед по оси.
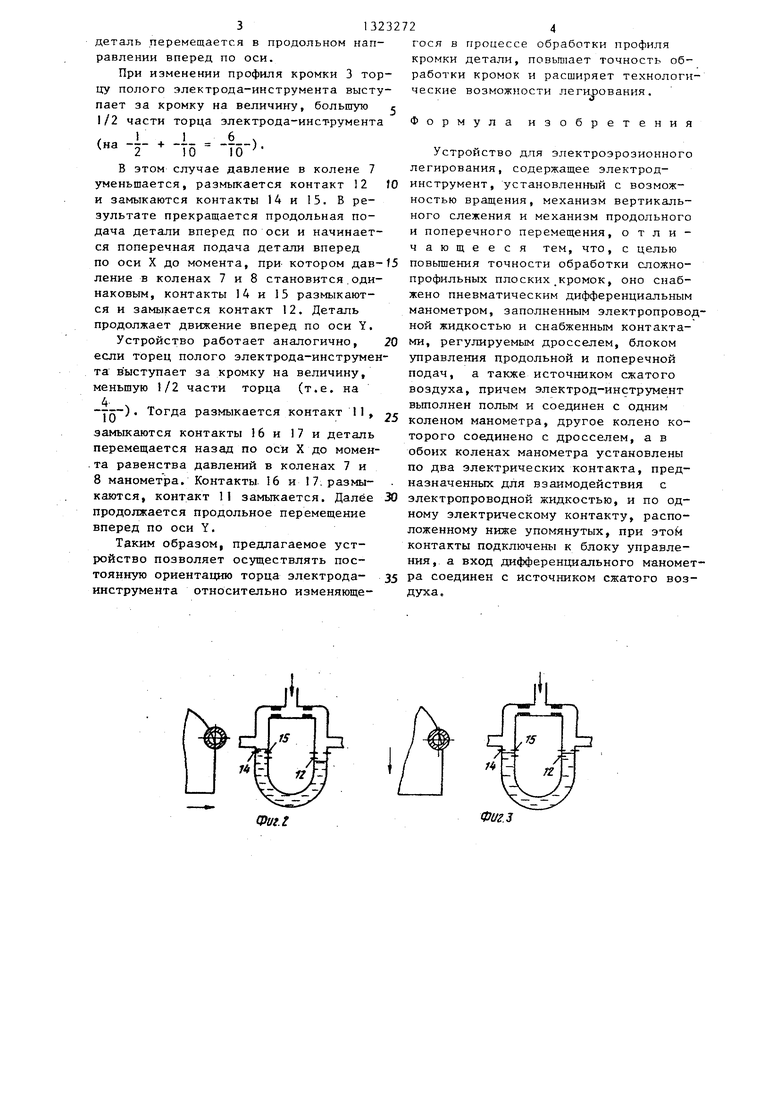
При изменении профиля кромки 3 торцу полого электрода-инструмента выступает за кромку на величину, болыпую с 1/2 части торца электрода-инст-румента
(на -J-1- -§) 10 10
В этом случае давление в колене 7 уменьшается, размыкается контакт 12 и замыкаются контакты 14 и 15. В результате прекращается продольная подача детали вперед по оси и начинается поперечная подача детали вперед
по оси X до момента, при котором дав-f5 повьшения точности обработки сложноление в коленах 7 и 8 становится.одинаковым, контакты 14 и 15 размыкаются и замыкается контакт 12, Деталь продолжает движение вперед по оси Y.
Устройство работает аналогично, если торец полого электрода-инструмета выступает за кромку на величину, меньшую 1/2 части торца (т.е. на
4- -г--). Тогда размыкается контакт 11,
замыкаются контакты 16 и 17 и деталь перемещается назад по оси X до момен .та равенства давлений в коленах 7 и 8 манометра. Контакты 16 и I7: размыкаются, контакт 11 замыкается. Далее продолжается продольное перемещение вперед по оси Y.
Таким образом, предлагаемое устройство позволяет осуществлять постоянную ориентацию торца электрода- инструмента относительно изменяюще
гося в процессе обработки профиля кромки детали, повьтшет точность обработки кромок и расширяет технологические возможности легирования.
3
Формула изобретения
Устройство для электроэрозионного легирования, содержащее электрод- инструмент, установленный с возможностью вращения, механизм вертикального слежения и механизм продольного и поперечного перемещения, отличающееся тем, что, с целью
профильных плоских кромок, оно снабжено пневматическим дифференциальным манометром, заполненным электропровоной жидкостью и снабженным контактами, регулируемым дросселем, блоком управления продольной и поперечной подач, а также источником сжатого воздуха, причем электрод-инструмент вьшолнен полым и соединен с одним коленом манометра, другое колено которого соединено с дросселем, а в обоих коленах манометра установлены по два электрических контакта, предназначенных для взаимодействия с электропроводной жидкостью, и по одному электрическому контакту, расположенному ниже упомянутых, при этой контакты подключены к блоку управления, а вход дифференциального маномера соединен с источником сжатого воздуха.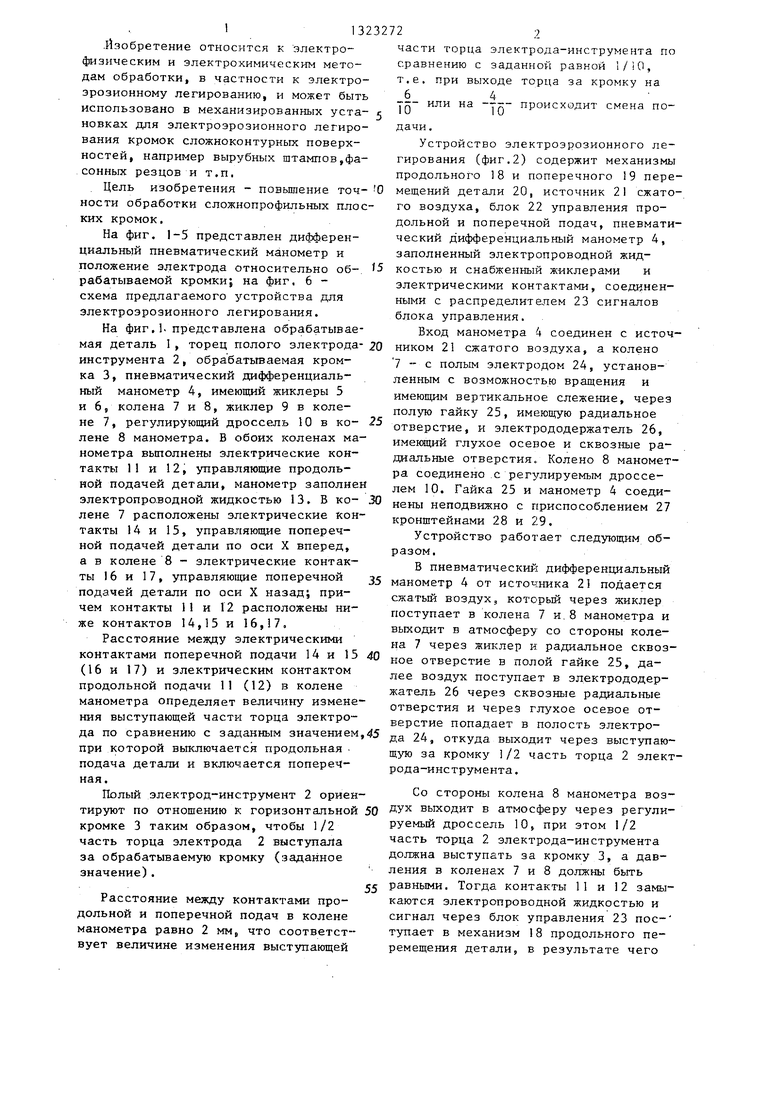
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного легирования | 1986 |
|
SU1495037A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Устройство для электроэрозионного легирования | 1988 |
|
SU1664486A1 |
| Установка для электроэрозионного легирования | 1986 |
|
SU1502237A1 |
| Способ электроэрозионного легирования | 1988 |
|
SU1678560A1 |
| СПОСОБ ОБРАБОТКИ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ С ПЕРФОРАЦИОННЫМИ ОТВЕРСТИЯМИ | 2019 |
|
RU2722544C1 |
| Устройство для электроэрозионного легирования | 1986 |
|
SU1512726A1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ КРОМКИ НОЖА | 2017 |
|
RU2718791C2 |
| Устройство для контроля качества покрытия | 1985 |
|
SU1288022A1 |
Изобретение относится к области электрофизических и электрохимических методов обработки, в частности к электроэрозионно у легированию.Целью изобретения является повышение точности обработки сложнопрофильных плоских кромок за счет использования для слежения за кромкой 3 величины давле;ния в полом электроде-инструменте 2, Х . измеряемого пневматическим дифференциальным манометром 4. Дроссель 10 выравнивает давление в коленах 7 и 8 при выступании за кромку 3 половины площади торца электрода-инструмента 2. Контакты 11 и 12 замыкаются электропроводной жидкостью, и сигнал через блок управления поступает в механизм продольного перемещения детали. При изменении профиля кромки 3 давление в одном из колен, например в колене 7,уменьшается, контакт 12 размыкается, контакты 14 и 15 замыкаются.Включается поперечная подача детали вперед до выравнивания давления в коленах 7 и 8, после чего вновь замыкаются контакты 11 и 12 и продолжается движение продольной подачи вперед. При повьшении давления в колене 8 замыкаются контакты 16 и i 7 и включается поперечная подача детали назад до выравнивания давлений в коленах 7 и 8,после чего продолжается продольная подача вперед. 6 ил. (Л 8 -Jff
Фиг.
Фиг.з
Фаг.
фиг. 5
Редактор М.Дьшын
Составитель С.Никифоров Техр ед Л. Сердюк ова
Заказ 2906/14 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/3
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Г.Решетш1К
| Верхотуров А.Д., Кириленко С.Н., Горбунов Ю.А | |||
| Особенности электроискрового легирования (ЗИЛ) на механизи- , рованной установке | |||
| - Электронная обработка материалов, 1982, №2, с.18-20. |
