Изобретение относитея к деревообрабатывающей промышленности, в частности к устройствам для подачи пиломатериалов к станкам для поперечной их распиловки.
Цель изобретения - повышение надеж- пости работы.
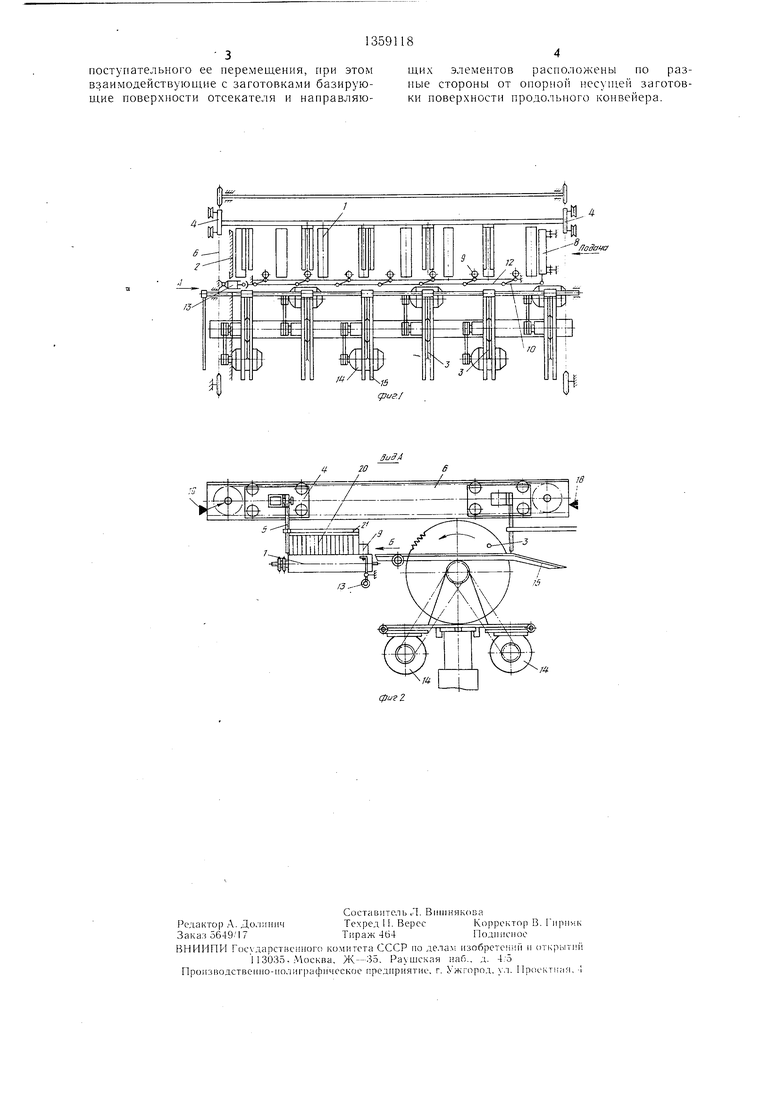
На фиг. 1 изображено устройство, об- П1ИЙ вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Устройство включает питатель, выполнен- пый в виде продольного, например, роликового конвейера 1, снабженного неподвиж- пым торцовым ограничителем 2, механизм поперечного перемеш.ения пачек заготовок на
каретке 4 рядом вертикальных упоров 5. Упоры 5 имеют привод их перемещения в виде приводпых цепных контуров 6, прикрепленных к кар етке 4. Устройство имеет установленные на горизонтальных осях 7 отсекатель 8 и направляющие элементы в виде, например, ряда роликов 9, при этом отсекатель 8 и ролики 9 niapnnpno связаны посредством рычагов 10 и 11 с общей тягой 12, имеющей привод возврат- по-поступательпого ее перемещения, например, в виде силового цилиндра 13. Рыча- ги 10 выполнены, |1лппимер, в виде двуплечих, пилы 3 выполнены с приводами 14, расположенными под опорными направляю- щим и 15. Взаимодействующие с заготовками базирующие поверхности отсекателя 8 и направляющих элементов в виде роли- ков 9 расположены по разные стороны от опорной несущей заготовки поверхности продольного конвейера. Устройство имеет датчики 16-19, первый из которых предназначен для ,контроля передних торцов пачки 20 заготовок в зоне ограничителя 2, второй - для контроля верхнего положения отсекателя 8, третий и четвертый - для контроля положения упоров 5. Датчик 16 электрически связан с цилиндром 13, датчик 17, 18 - с приводом упоров 5, датчик 19 - с приводом упо- ров 5 и цилиндром 13. Упоры 5 имеют прижим 21 пачки 20.
Устройство работает следующим образом.
Перед началом работы ролики 9 находятся в верхнем крайнем положении, а от катель 8 - в нижнем. Пачка 20 з: товок в положении их «на ребре поступает па ролики конвейера 1 и, проходя над опущенным отсекателем 8, продвигается в размерный по ширине просвет между базирующими ее положение рабочи- ми боковыми кромками упоров 5 и роликов 9 до упора ее переднего торца в ограничитель 2, после чего срабатывает датчик 16, который дает команду на включение силового цилиндра 13 в работу, последний, включаясь, перемещает тягу 12 (вправо на фиг. 3), которая синхронно посредством рычагов 10 и 11 опускает ролики 9 и одновременно поднимает отсекатель 8. Отсекатель 8 при достижении
их крайнего верхнего , положения включает датчик 17, дающий команду на привод перемещения каретки 4 с упорами 5 вперед (на пиЛы 3). Упоры 5, переме таясь к пилам, смещают пачку 20 с ролико) конвейера 1 на .опорные направляющие 15, далее - к пилам 3, при этом прижимы 21 предохраняют пачку от развала, происходит поперечный раскрой заготовок. После распиловки упоры 5, продолжая движение вперед, сталкивают распилеппые заготовки с направляющих 15 и, доходя до крайнего (правого на фиг. 2) положения, вступают во взаимодействие с датчиком 18, который дает команду па переключение привода упоров 5 на реверс - происходит возврат упоров 5 в крайнее (левое на фиг. 2) исходное положение, при этом срабатывает датчик 19, который дает команду на останов упоров 5, цилиндру 13 - на возврат тяги 12, а роликам 9 и отсекателю 8 - возвращение в исходное положение соответственно верхнее и нижнеее положение. Устройство готово к приему следующей пачки 20. Далее процесс повторяется.
В процессе перемещения упоров 5 вперед и назад и раскроя первой пачки 20 привод роликов конвейера 1 не отключается, а последующая пачка удерживается на роликах конвейера 1 отсекателе.м 8. Таким образом, за счет того, что подача пиломатериалов и раскрой осуществляются в положении их «на ребре, то при той же скорости подачи в единицу времени распиливается предложенным устройством большее число пиломатериалов, чем прототипом при распиловке заготовок в положении их «на пласти, в итоге достигается повышение производительности устройства. Повышение производительности обеспечивается и тем, что исключаются потери времени, связанные с остановками питателя. Надежность устройства достигается за счет исключения остановов питателя в процессе всей работы, т. е. исключепия динамических пиковых нагрузок на механические передачи питателя во время пуска и останова питателя.
Формула изобретения
Устройство для подачи пачек древесных заготовок к станку для поперечного раскроя, включающее продольный конвейер с торцовым ограничителем, механизм поперечного перемещения пачек заготовок, направляющие элементы и отсекатель, отличающееся те.м, что, с целью повышения надежности работы, направляющие эле.мен- ты и отсекатель установлены на горизонтальных осях и шарнирно связаны между собой посредством системы рычагов и общей тяги, имеющей привод возвратнопоступательного ее перемещения, при этом взаимодействующие с заготовками базирующие поверхности отсекателя и направляющих элементов расноложены по разные стороны от опорной несущей заготовки поверхности продольного конвейера.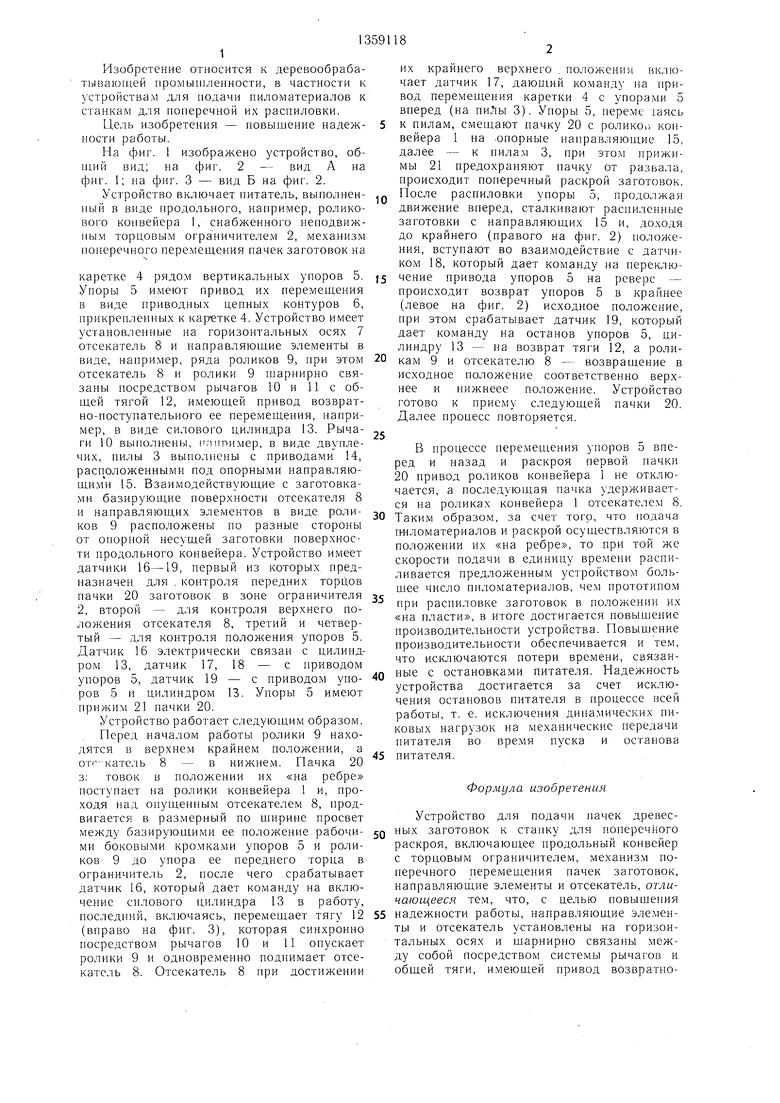
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |
| Устройство для гнутья листовых древесных материалов | 1982 |
|
SU1093558A1 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| Устройство для подачи брусьев в деревообрабатывающий пильный станок | 1988 |
|
SU1701520A1 |
| Линия раскроя пиломатериалов на заготовки | 1988 |
|
SU1558672A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Устройство для перемещения и сталкивания предметов | 1986 |
|
SU1423475A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ | 2000 |
|
RU2186674C2 |
Изобретение относится к деревообрабатывающей промыщленности. Цель изобретения - повышение надежности работы. Устройство и.меет питатель, например, в виде роликового конвейера 1, механизм поперечного перемещения пачек заготовок, выполненный с закрепленным на каретке рядом вертикальных упоров. Па горизонтальных осях 7 устройства установлены направляющие элементы в виде роликов 9 и отсе- катель 8. Ролики и отсекатель щарнирно связаны посредством рычагов 10 и 11 с общей тягой 12. Тяга 12 имеет привод возвратно-поступательного перемеп1ения. Пачка заготовок поступает на ролики конвейера 1 и занимает положение между упорами и роликами 9. Датчик 16 дает команду на включение силового цилиндра 13. За счет этого ролики 9 опускаются и одновременно поднимается отсекатель 8. При достижении последним крайнего верхнего положения включается датчик 17, даюпщй команду на привод перемеихения каретки с упорами на пилы. Упоры смещают пачку с роликов 9 на опорные направляющие, нодвигают пачку по ним на пилы и после распиловки пачки сталкивают заготовки с направляюплих. Когда упоры доходят до крайнего положения, срабатывает датчик, дающий команду на переключение привода упоров 5 на реверс для занятия последними исходного положения. 3 ил. ( сл 00 сл со фиг.З
/J/
i
/4
| Механическая обработка древесины | |||
| - Экснресс-информация, М.: ВНИПИЭИлес- пром, вын | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
