Изобретение относится к устройствам для съема предметов, преимущестЕзенно плоских пиломатериалов, с подающих продольных конвейеров и дальнейшего направления их к станкам и наиболее эффективно может быть использовано в деревообработке, в линиях для обработки древесных заготовок, например, на участках передачи пиломатериалов после продольного обрезного станка к станку для их поперечного раскроя.
Целью изобретения является повышение - фоизводительности.
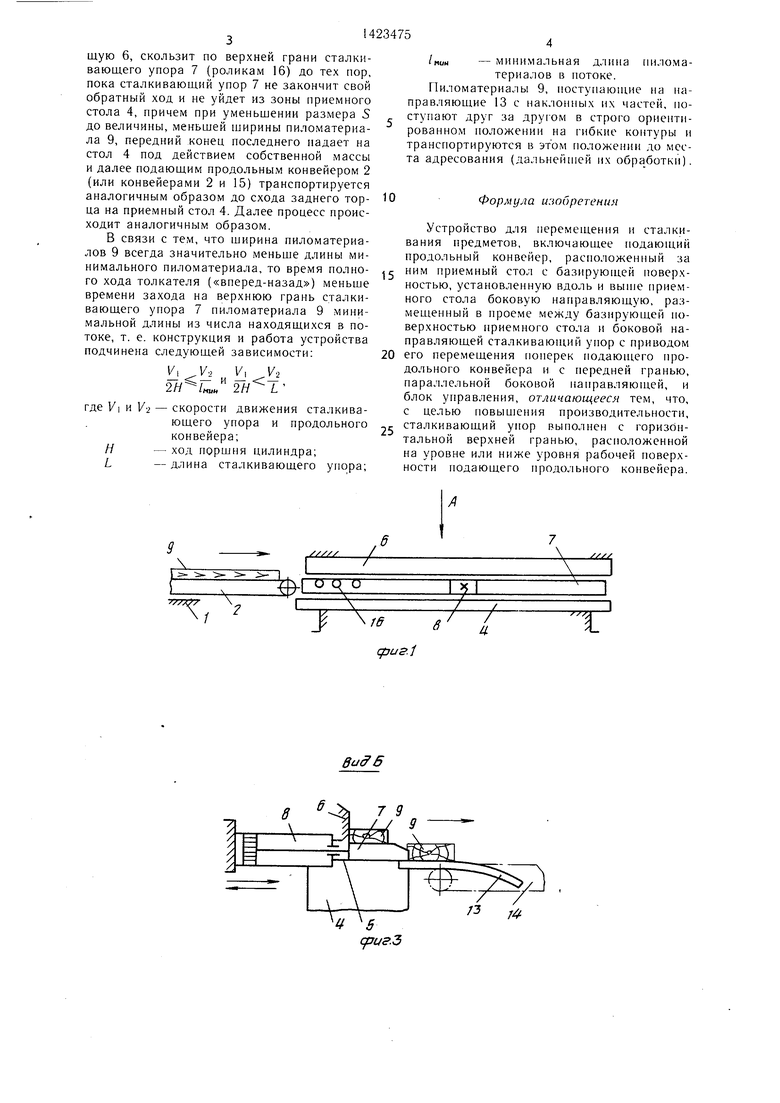
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - устройство, вариант исполнения. Устройство включает установленный на станине 1 подающий продольный конвейер 2 с приводным от двигателя валом 3 (двигатель не ноказан, он может быть выполнен известным образом или в виде электро.меха- нического либо гидравлического). С выходом подающего продольного конвейера 2 сонряжен установленный на станине 1 приемный стол 4 с горизонтальной базирующей поверхностью 5, расположенной ниже рабочей поверхности подающего продольного конвейера 2. Вдоль приемного стола расположена неподвижная боковая направляю- Н1,ая 6.
В проеме между базирующей поверхностью 5 и боковой направляющей 6 распо- ложен сталкивающий упор 7 с приводом возвратно-поступательного перемещения его понерек подающего продольного конвейера 2 в виде, например, силового цилиндра 8. Сталкивающий упор 7 выполнен с нижней и верхней горизонтальной гранями и боковой гранью, параллельной боковой направляющей 6, которая установлена параллельно продольной оси подающего продольного конвейера 2, причем сталкивающий упор 7 расположен не выше уровня (на уровне или ниже уровня) рабочей несущей плоские нредметы, например пиломатериал 9, поверхности подающего продольного конвейера 2. Ширина стал- киваюнхего упора 7 больше ширины пиломатериала 9, толпл.ипа сталкивающего упора 7 меньп е или равна толщине пиломате- риала 9.
Устройство, кроме того, имеет блок управления в виде датчика 10 контроля задних торцов пиломатериалов 9, установленного на входе приемного стола 4, и датчиков 11 и 12 рабочего и исходного положения сталкивающего упора 7, электрически связанных с цилиндром 8 через известные элементы его управления (электромагниты распределителя не показаны).
Датчик 10 может быть применен в виде, например, путевого включателя с нормально открытыми контактами нажимного действия. Датчики 11 и 12 также могут быть применены в виде путевых выключателей. С приемным столом 4 сопряжены боковые направ0
5
0
5
ляющие 13 механизма для дальнейшей транспортировки пиломатериалов 9 в конечные пункты их адресования, выполненного в виде различных известных поперечных конвейеров, например в виде цепных контуров 14, расположенных между направляющими 13. Приемный стол 4 может быть выполнен (фиг. 4) и в виде ленточного конвейера 15 с автономны.м приводом (не показан), верхняя грань сталкивающего упора 7 может быть выполнена в виде роликовой щины с роликами 16, над датчиком 10 может быть установлена нажимная подпружиненная лыжа 17 (фиг. 4). Конвейеры 15 и 2 имеют одинаковую скорость.
Устройство работает следующим образом.
Перед началом работы сталкивающий упор 7 находится в крайнем правом (фиг. 2) по ходу подачи положении. При включении устройства ноток пиломатериалов 9 без межторцовых между ними разрывов поступает, например, после продольного обрезного станка (не показан) на подающий продольный конвейер 2, который работает в процессе всей работы без остановки.
Пиломатериал 9, например, после указанной обрезки кромок, продолжая свое движение по подающему продольному конвейеру 2, сходит своим передним концом на базирующую поверхность приемного стола 4, и дальнейшее движение пиломатериала 9 обеспечивается толканием ее последующим пиломатериалом, т. е. подачей их торец в торец (в случае, если прие.мный стол 4 выполнен в виде ленточного конвейера, то передний конец первого пиломатериала 9 не скользит, а перемещается лентой конвейера 15 синхронно с задним концом этого пиломатериала) .
При сходе заднего торца пиломатериала на приемный стол 4 (или ленту конвейера 15) он воздействует через лыжу 17 на датчик 10, последний при этом выдает команду на включение силового цилиндра 8 (при сходе на ленту конвейера 15), па отключение одновременно конвейера 15, цилиндр 8, срабатывая, перемещает сталкивающий упор 7 и находящийся перед ни.м неподвижный на базирующей поверхности пиломатериал 9 в направлении по нормали к продольной оси пиломатериала 9 на направляющие 13.
При взаимодействии сталкивающего упора 7 с датчиком 11 последний, срабатывая, выдает команду цилиндру 8 на возврат упора в исходное положение, которое контролиру- ,, ется датчиком 12 (останов упора).
При указанном движении сталкивающего упора 7 вперед с пило.материалом 9 передний конец последующего пиломатериала 9 под действием подачи пиломатериалов торец в торец заходит на верхнюю грань 5 сталкивающего упора 7 (или ролики 16) и продолжает свое движение при возвращении сталкивающего упора 7, при этом пиломатериал, опираясь на боковую нанравляю0
5
0
5
Шую 6, скользит по верхней грани сталкивающего упора 7 (роликам 16) до тех пор, пока сталкивающий упор 7 не закончит свой обратный ход и не уйдет из зоны приемного стола 4, причем при уменьшении размера S до величины, меньщей ширины пиломатериала 9, передний конец последнего падает на стол 4 под действием собственной массы и далее подающим продольным конвейером 2 (или конвейерами 2 и 15) транспортируется аналогичньЕМ образом до схода заднего торца на приемный стол 4. Далее процесс происходит аналогичным образом.
В связи с тем, что ширина пиломатериалов 9 всегда значительно меньше длины минимального пиломатериала, то время полного хода толкателя («вперед-назад) меньше времени захода на верхнюю грань сталкивающего упора 7 пиломатериала 9 минимальной длины из числа находящихся в потоке, т. е. конструкция и работа устройства подчинена следующей зависимости:
1/1 ЬVl V-2
«сГ , U - .2Н
.V-2
мим
L
скорости движения сталкивающего упора и продольного конвейера;
ход поршня цилиндра;
длина сталкивающего упора;
/MUM - минимальная длина пиломатериалов в потоке.
Пиломатериалы 9, поступаюпше на направляющие 13 с наклонных их частей, поступают друг за другом в строго ориентированном положении на гибкие контуры и транспортируются в этом положении до места адресования (дальнейп1ей их обработки).
Формула изобретения
Устройство для перемещения и сталкивания предметов, включающее подаюпхий продольный конвейер, расположенный за ним приемный стол с базирующей поверхностью, установленную вдоль и выше приемного стола боковую направляющую, размещенный в проеме между базирующей поверхностью приемного стола и боковой направляющей сталкивающий упор с приводом его перемещения поперек подающего продольного конвейера и с передней гранью, параллельной боковой нанравляюпхей, и блок управления, отличающееся тем, что, с целью повышения производительности, сталкивающий упор выполнен с горизбн- тальной верхней гранью, расположенной на уровне или ниже уровня рабочей поверхности подающего продольного конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Устройство для поштучной выдачи пиломатериалов | 1986 |
|
SU1435513A1 |
| Устройство для выравнивания торцов пиломатериалов | 1987 |
|
SU1425145A1 |
| Устройство инженера С.Б.Годзданкера для перемещения и сбрасывания материалов ПМГ-86 | 1986 |
|
SU1346534A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПИЛОМАТЕРИАЛОВ | 1971 |
|
SU298513A1 |
| Устройство для кантования и поштучной выдачи пиломатериалов к обрезному станку | 1986 |
|
SU1373646A1 |
| Линия раскроя пиломатериалов на заготовки | 1988 |
|
SU1558672A1 |
| Станок для обработки щитов по периметру | 1986 |
|
SU1393639A1 |
| Устройство для подачи пачек древесных заготовок к станку для поперечного раскроя | 1985 |
|
SU1359118A1 |
| Фрезерно-обрезной станок | 1986 |
|
SU1411136A1 |

Изобретение относится к устр-ва.м для С ьема предметов, преимущественно плоских пиломатериалов (ПМ), с подающих продольных конвейеров (К) и дальнейшего направления их к станкам и м. б. использовано в деревообработке, в линиях для обработки древесных заготовок. Цель изобретения - повы1пение произв-сти. За установленным на станине подающим продольным К 2 расположен приемный стол 4 с горизонтальной базирующей поверхностью 5. Вдоль стола 4 расположена неподвижная боковая направляющая 6. В проеме между последней и поверхностью 5 установлен сталкивающий упор (У) 7 с приводом возвратно-поступательного перемепхения его поперек К 2. При этом У 7 выполнен с нижней и верхней горизонтальной граня.мп и с передней боковой гранью, параллельной на |равляющей 6. Верхняя горизонтальная грань У 7 расположена на уровне или ниже уровня рабочей поверхности К 2. Со столом 4 сопряжена направляющая 13 механизма транспортирования ПМ 9. Блок управления устр-ва выполнен в виде датчиков контроля задних торцов ПМ 9 и датчиков рабочего и исходного положения У 7. Передним концом ПМ 9 сходит с К 2 на стол 4. При сходе заднего торца ПМ 9 на стол 4 он воздействует на датчик, который дает команду на включение привода У 7. Последний сталкивает ПМ 9 на направляющие 13. 4 ил. S9 О)
Buff 6
7 9
XX/
//
/ Гб
| Механизм подачи изделий | 1982 |
|
SU1144948A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для двухстороннего сталкивания предметов с продольного рольганга | 1984 |
|
SU1217750A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для передачи деталей с одного транспортера на другой | 1978 |
|
SU725972A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
