Изобретение относится к техноло - гии переработки пластических масс и может быть использовано при изготовлении изделий из термопластов в машиностроении,- приборостроении и в производстве товаров широкого потребления.
Цель изобретения - улучшение механических свойств, снижение внутренних напряжений и повьш1ение предельной температуры эксплуатации изделия
Способ осуществляют следующим образом.
Пример 1. Формуют изделие в виде дилиндра с выступами по образующей с глухим отверстием с одного торца из полиэтилена высокой плотности (ПЭВП), температура плавления которого 137°С, термостойкость 80°С. Монолитную заготовку цилиндрической форм диаметром 20 мм и высотой 40 мм нагрвают в термошкафу до 145 С, т.е. на 8 С Bbmie температуры плавления. В пресс-форму плунжерного типа, нагретую до 80°С, что соответствует температуре теплостойкости ПЭВП, помещают нагретую заготовку и производят смыкание пресс-формы со скоростью 200 мм/мин до давления 100 МПа, что . соответствует скорости изотермического отверждения 100 МП-а/с, После выдержки под этим давлением в течение 15 с
-О
ниже температуры
., когда температура материала снизится на 2 С
плавления, т.е. до 135°С, давление снижают до 30 МПа и далее вьщержива- ют изделие под этим давлением 85 с. Затем сбрасывают давление до атмо- сферггого, раскрывают пресс-форму и извлекают готовое изделие, свойства которого приведены в табл. 1.
.Пример 2. Формуют изделие в виде цилиндра с выступами по образующей и глухим отверстием с одного торца из жесткого поливинилхлорида (ПВХ), температура стеклования которого 75 С, термостойкость 50 С. Монолитную заготовку цилиндрической формы диаметром 20 мм и высотой 40 мм
нагревают в термошкафу до Т, 8 5°С
. оЗо г
т.е. на 10 С выше температуры стеклования. В пресс-форму плунжерного типа, нагретую до 50 С, что соответствует температуре теплостойкости ПВХ, помещают нагретую заготовку и производят смыкание пресс-формы со
скоростью 150 мм/мин до давления 150 МПа, что соответствует скорости изотермического отверждения 50МПа/с. После выдержки под этим давлением в течение 10 с, когда температура материала станет на 5°С ниже температуры стеклования, т.е. снизится до , давление снижают до 40 МПа и
0 далее выдерживают изделие под этим давлением 50 с. Затем сбрасывают давление до атмосферного, раскрывают пресс-форму и извлекают готовое изделие, свойства которого приведены
5 в табл. 1.
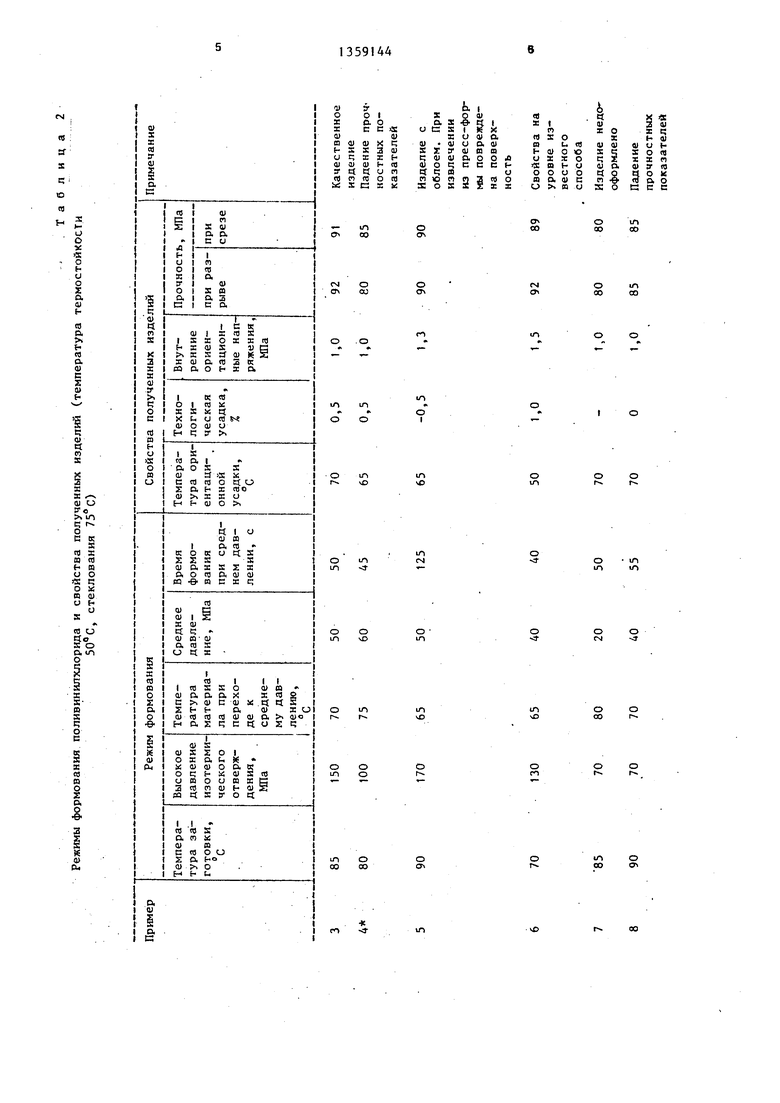
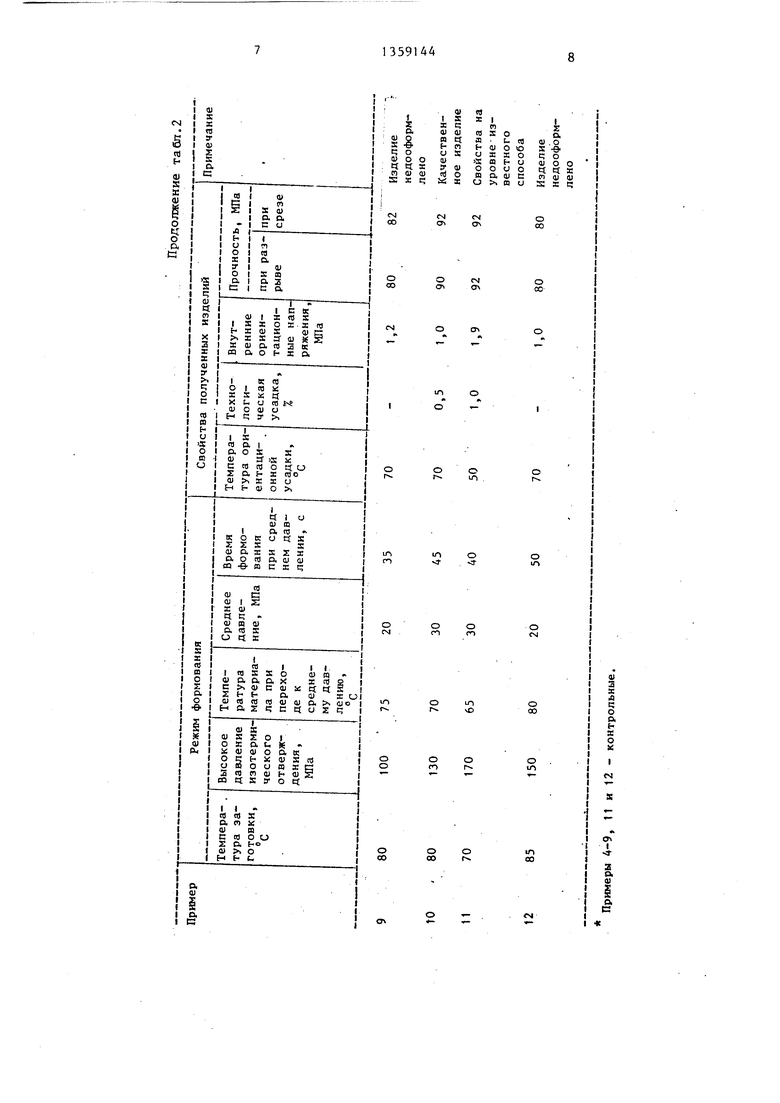
Примеры 3-12. Формуют изделие из поливинилхлорида (ПВХ) по примеру 2, варьируя режим формования в пределах с предлагаемыми и
0 запредельными значениями.
Свойства изделия приведены в табл. 2.
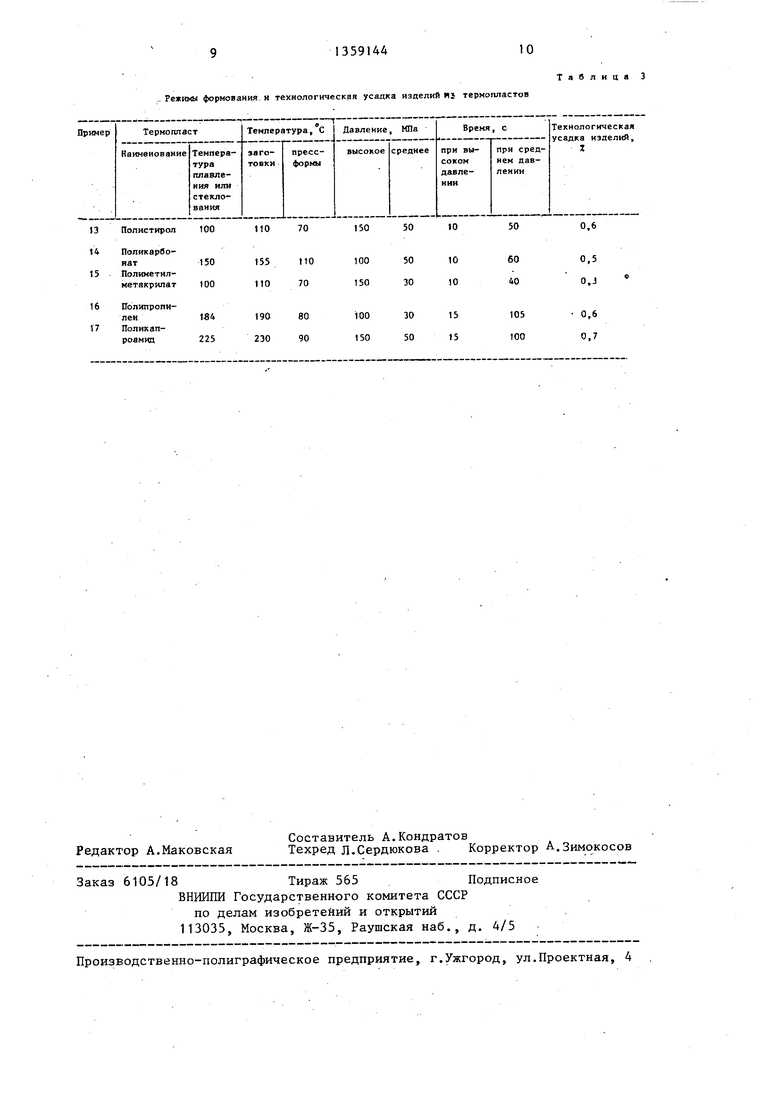
Пример 13-17. Формуют изделие по примеру 1 из различных термо5 пластов (полистирола, поликарбоната, полиметилметакрилата, полипропилена, поликатиоамида).
Режимы формования и данные об усадке изделий приведены в табл. 3.
Формула изобретения
Способ формования изделий из термопластов, включающий предварительTg ный нагрев монолитной заготовки, прессование под давлением 100-150 МПа в пресс-форме, имеющей температуру, равную температуре термостойкости термопласта, и выдержку под давлени40 ем,отличающийся тем, что, с целью улучшения механических свойств, снижения внутренних напряжений и повьш1ения предельной температуры эксплуатации изделий, прессова5 ние ведут при температуре заготовки на 5-10 С Bbmie температуры плавления кристаллических термопластов или температуры стеклования аморфных термопластов в условиях изотермичес0 кого отверждения со скоростью 50 - 100 Жа/с, затем отвержденное изделие охлаждают под давлением до температуры на 2-5 С ниже температуры плавления или стеклования термоплас5 та, давление снижают до 3.0-50 МПа и выдерживают 40-120 с до извлечения из пресс-формы.
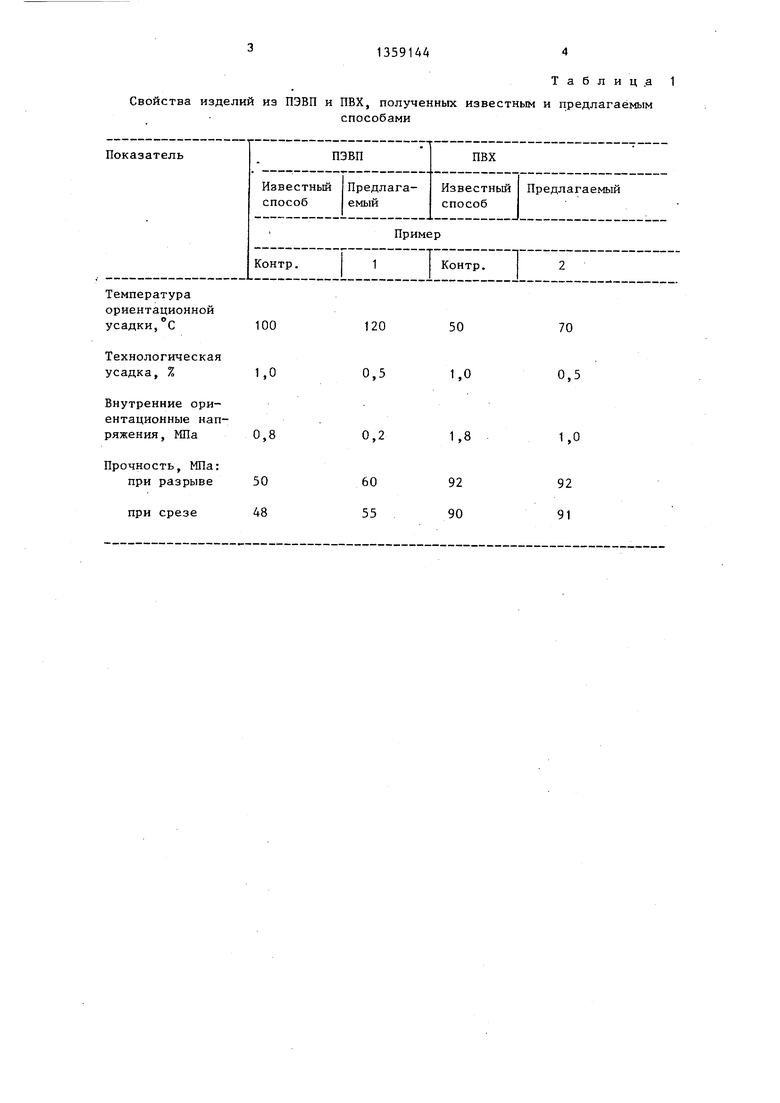
Т а б л и ц ,а 1
Свойства изделий из ПЭВП и ПВХ, полученных известным и предлагаемым
способами
Температура ориентационной усадки,с
Технологическая усадка, %
Внутренние ори- ентационные напряжения, МПа
Прочность, МПа:
при разрыве
при срезе
50 1,0
1,8
92 90
70 0,5
1,0
92 91
« :
sr
s
с
0
«
H
u о
:
S О
и о
I u
П) D.
«
a
(U
с
Ш ЕP)
X
a: -v
Ш и
«
ч in
g- G К
«Ж
ЮR)
ЬРЗ
Оо
« ч о m (U о ь о
«ч
пз и
D. U-I
о
X
Р)
с; о
с
ж
се ffl
к
0)
&
о со
о
00
ш
00
см
о
о оо
1Г1
со
о
о ш
о
г
о
г
о
-
о ш
1Л 1Г
о
о см
о
ш
0
о оо
о
с
о
Г-
о
Г-.
ш оо
о a
I
о
о о
« s
О)
i§
Ш(U
nц
(-n
оS
a
ffШ
njо
ж ч « X
«
XI
n
raSо
au eg
f,Wо Ю
ияX о
sfflн и
ооо о
nСХIU с
о.о и
ч
о,
0) .о
я-Э
с;о
шоо
4ctX (Л0101
5Sч
N
CT
см
Ov
о оо
о
7
IN
о
о
00
о
г
о ю
о
г
ш
о
г
о 1Л
о n
о
РО
о
fsj
о г
LO
vD
о
со
01
3
л о
А
X
о :
о tn
о
г
о
1Г)
о
00
о г
1Л 00
а г
2 о.
0)
о -
Режимы формования и технологическая усадка изделий HJ термопластов
Редактор А.Маковская
Составитель А.Кондратов
Техред Л.Сердюкова . Корректор А.Зимокосов
Заказ 6105/18Тираж 565Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретейий и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Таблица 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования изделий из полиэтилена высокой плотности | 1979 |
|
SU952633A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ОРГАНОПЛАСТИКОВ | 2008 |
|
RU2383437C1 |
| Способ изготовления углепластика на основе тканого углеродного наполнителя и термопластичного связующего | 2020 |
|
RU2765042C1 |
| СОСТАВ КОМПОЗИЦИИ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКА, ПОЛУЧАЕМОГО НА ОСНОВЕ ЭТОЙ КОМПОЗИЦИИ | 2022 |
|
RU2804783C1 |
| Способ формования изделий из полимерных материалов | 2018 |
|
RU2719838C1 |
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2361733C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| Способ изготовления изделий из полиолефинов | 1984 |
|
SU1323407A1 |
| Способ изготовления древопластика на основе двухкомпонентного связующего | 1989 |
|
SU1666306A1 |
| ПОРОШКОВЫЙ ФОРПОЛИМЕР ТЕРМОКОМПРЕССИОННОГО СИНТАКТИЧЕСКОГО ПЕНОПЛАСТА | 2019 |
|
RU2709129C1 |
Изобретение относится к технологии переработки термопластов и может быть использовано при изготовлении изделий машиностроения, приборостроения и бытовой техники. Изобретение позволяет повысить температуру эксплуатации изделий на 20 С, уменьшить усадку и уровень внутренних напряжений в изделиях за счет проведения прессования заготовок при температуре на 5-10 С вьше температуры плавления (стеклования) термопласта в изотермическом режиме отверждения со, скоростью 50-100 МПа/с, охлаждения на 2-5°С ниже температуры плавления (стеклования), снижения давления до 30-50 МПа и вьщержки под этим давлением 40-120 с, 3 табл. с S ее ел со N 4
| Реверсивный двигатель-усилитель | 1987 |
|
SU1450045A1 |
