Изобретение относится к способам заделки обжатием концевой арматуры гибких рукавов для жидких и газооб- раз1шх рабочих сред.
Целью изобретения является повышение надежности заделки концевой арматуры.
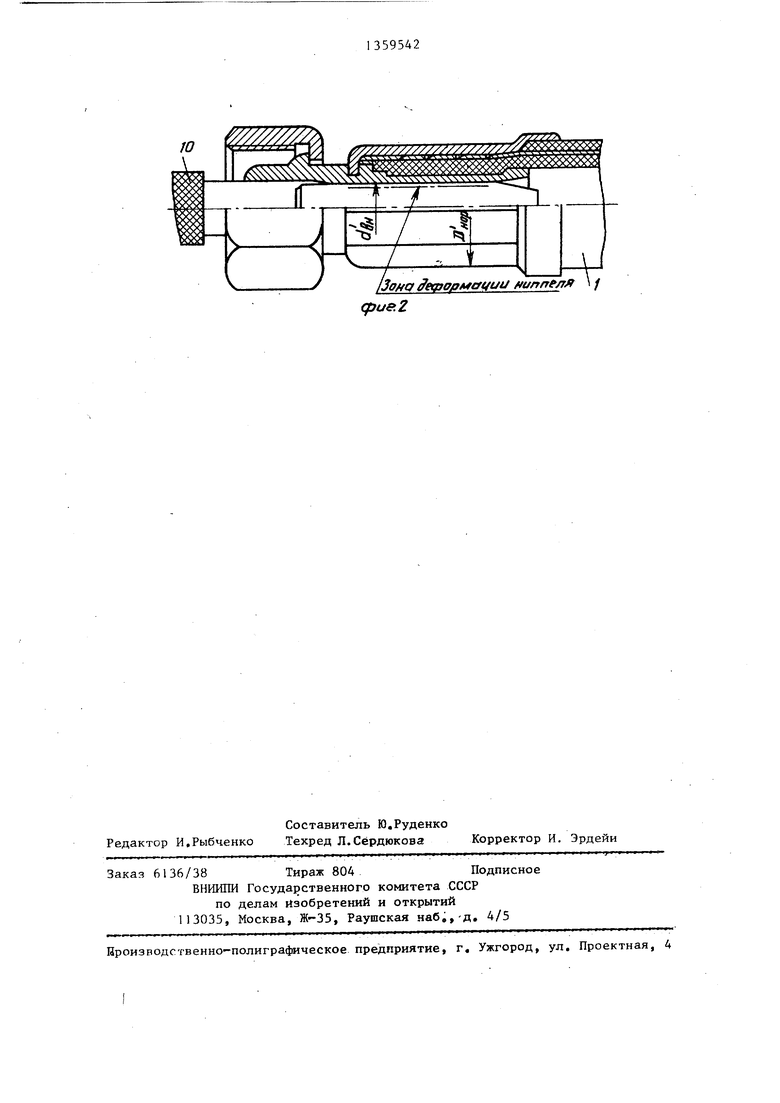
На фиг,1 изображены рукав и де тали заделки в сборе; на фиг,2 - обжатая заделка рукава в момент прекращения деформации деталей заделки на фиг,3 - устройство, осуществляющее способ заделки рукава высокого давления.
Элементами заделки являются рука 1 с Наружной 2 и внутренней 3 упругими оболочками, силовой оболочкой А трубчатый ниппель 5 с отверстием внутри диаметром d муфта 6 с наружным диаметром Б„ар , Рукав 1 имеет внутри отверстие диаметром dp и наружный диаметр по внешней оболочке d.
HOfJ °
При обжатии муфты 6 на величину
DH
- DU
- иа(1- - на( ниппель по внутдиаметру обжимается на вели
Способ заделки осуществляется следующим образом.
Перед сборкой обрезают, например, наружную оболочку 2 рукава , надевают свободно на этот участок муфту 6 и вставляют внутрь рукава ниппель 5, после чего муфту обжимают по наружному диаметру В„с,(. « При достиже- НИИ максимального давления на муфту обжимными кулачками обжатие прекра- . щают,
Степень обжатия рукава между муфтой и ниппелем ограничивают величиной допустимой деформации внутренней поверхности ниппеля за счет введения внутрь него центрирующего щтыря 10, улавливающего допустимую деформацию ниппеля.
Через датчик 14 с помощью направляющего устройства 11 гидропривода и переключающего устройства 13 автоматически ограничивается ход кулачков 8 (фиг,3)о
ормула изобретения
чину id-.. dgH - d
Вн
ен
Эта величина
и является контролируемым параметром качества заделки.
Устройство для осуществления предлагаемого способа заделки должно содержать обжимную головку 7 с кулачками 8, гидроприводом 9 (например гидроцилиндром с насосной установкой и клапанно-регулирующей аппаратурой) и центрирующим щтырем 10, Причем гидропривод должен включать в себя направляющее устройство 11, датчик 12 давления в рабочей полости гидроци- линдра обжимной головки с переключающим устройством 13 и датчик 14 ограничения деформации во виутренней поверхности ниппеля, связанные с приводом направляющего устройства 11,
6
Способ заделки концевой арматуры рукава высокого давления, включающий
30 в. себя свободную сборку рукава с упругой и силовой оболочками муфты, ниппеля и других элементов арматуры с предварительной обработкрй упругой части рукава в зоне заделки и после-
35 дующим обжатием муфты и оболочек
рукава, отличающийся тем, что, с целью повьшения надежности заделки, обжатие заделки проводят, контролируя максимальное усилие об- . 40 жатия муфты и ограничивая величину деформации диаметрального обжатия внутренней поверхности ниппеля, причем обжатие прекращают при достижении деформации ниппеля, равной 5-
45 7,5% От внутреннего диаметра рукава.
3
(ffuef
ю
I
I3offt3 еформсг(ии ftunnf /
Cpu&Z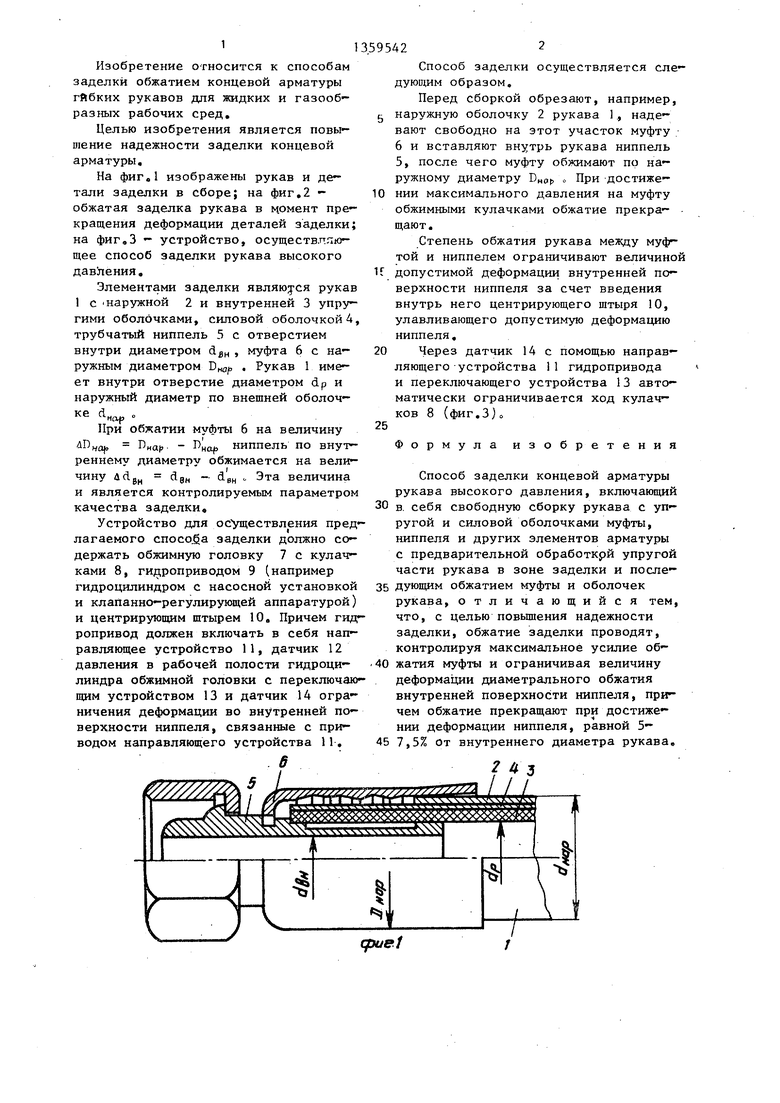
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| Способ сборки узла концевой заделки армированного рукава высокого давления | 1980 |
|
SU932077A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2550233C1 |
| Способ сборки узла концевой заделки эластичного элемента рукава или мембраны | 1989 |
|
SU1624232A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1992 |
|
RU2116551C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| ШЛАНГОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО СБОРКИ | 2004 |
|
RU2258860C1 |
Изобретение относится к области арматуростроения, а именно к спосо- бам заделки обжатием концевой арматзл ры гибких рукавов высокого давления. Цель изобретения состоит в повышении надежности обжатия рукава высокого давления за счет контроля внутреннего диаметра деформации ниппеля. При включении гидропривода 9 происходит обжатие головкой 7 с кулачками 8 муфты 6 резинового рукава и ниппеля 5 с центрирующим штырем 10, Датчик 14 ограничения деформации внутренней поверхности ниппеля дает сигнал на направляющее устройство 11 привода, которое через переключающее устройство 13 автоматически ограничивает ход кулачков, 3 ил. ю Л 7 в
Редактор И.Рыбченко
Составитель Ю.Руденко
Техред Л.Сёрдюкова Корректор И, Эрдейи
Заказ 6136/38 Тираж 804Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,,-д. 4/5
Ироизводственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Способ сборки узла концевой заделки армированного рукава высокого давления | 1980 |
|
SU932077A1 |
