Изобретение относится к машиностроению, а именно к способам заделки концевых .цементов арматуры с упругими оболочками, воспринимающими осевые нагрузки и высокое давление, и может быть использовано в различных областях машиностроения.
Цель изобретения - повышение надежности и упрощение технологии сборки заделки.
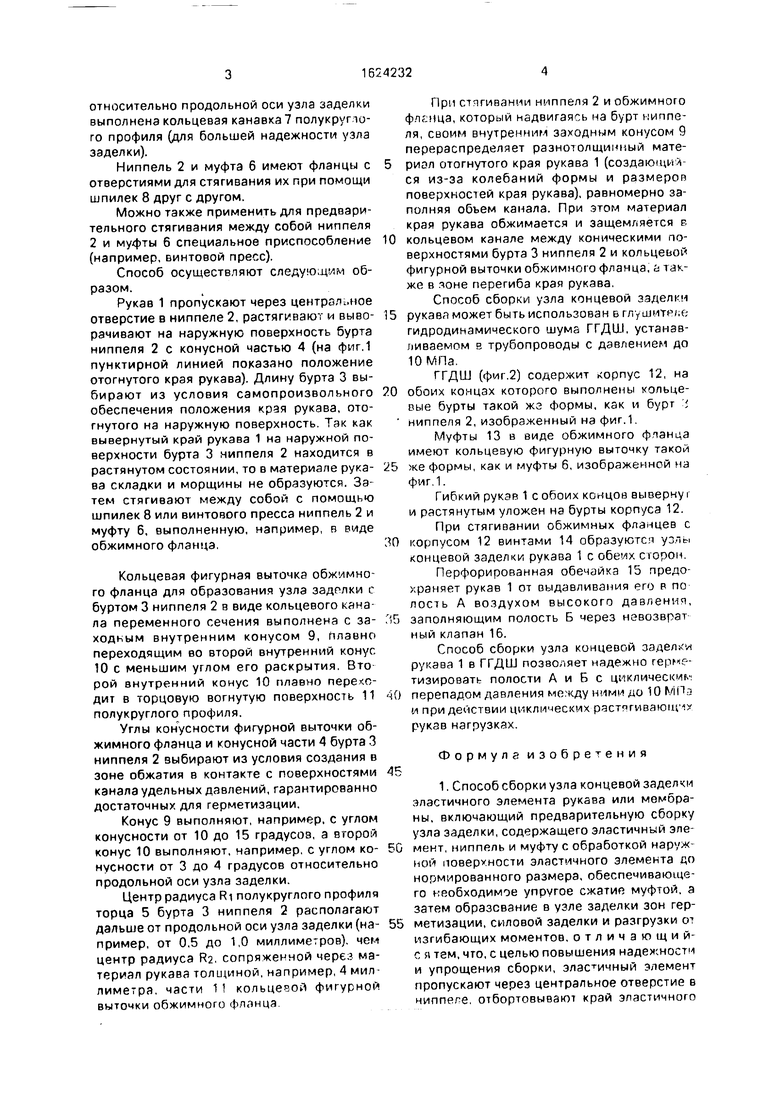
На фиг,1 изображена схема сборки узла концевой заделки рукава с муфтой в виде обжимного фланца; на фиг 2 - вариант схемы сборки концевой заделки рукава (мембраны) в глушителе гидродинамического шума
Элементами заделки являются рукав 1, ниппель 2 с кольцевым буртом 3, имеющим на нарухной поверхности конусную часть 4, переходяа.ую о полукруглый торец 5 ниппеля 2 для размещения материала рукава 1 в узле концевтй заделки, и муфта 6, выполненная, например, в виде обжимного фланца, содержащего кольцевую фигуоную вытечку для образования узла концевой заделки в виде кольцевого кчняла переменного сечения.
На конусной ччсти 4 ниппеля 2 с углом конусности, например РГ 7 до 8 фадусов
ГО
го со ю
относительно продольной оси узла заделки выполнена кольцевая канавка 7 полукрумо- го профиля (для большей надежности узла заделки).
Ниппель 2 и муфта 6 имеют фланцы с отверстиями для стягивания их при помощи шпилек 8 друг с другом.
Можно также применить для предварительного стягивания между собой ниппеля 2 и муфты 6 специальное приспособление (например, винтовой пресс).
Способ осуществляют следующим образом.
Рукав 1 пропускают через центральное отверстие в ниппеле 2, растягивают и выво- рачивают на наружную поверхность бурта ниппеля 2 с конусной частью 4 (на фиг.1 пунктирной линией показано положение отогнутого края рукава). Длину бурта 3 выбирают из условия самопроизвольного обеспечения положения края рукава, отогнутого на наружную поверхность. Так как вывернутый край рукава 1 на наружной поверхности бурта 3 ниппеля 2 находится в растянутом состоянии, то в материале рука- ва складки и морщины не образуются. Затем стягивают между собой с помощью шпилек 8 или винтового пресса ниппель 2 и муфту 6, выполненную, например, в виде обжимного фланца.
Кольцевая фигурная выточка обжимного фланца для образования узла задолки с буртом 3 ниппеля 2 в виде кольцевого канала переменного сечения выполнена с за- ходьым внутренним конусом 9, плавно переходящим во второй внутренний конус 10 с меньшим углом его раскрытия. Вто рой внутренний конус 10 плавно переводит в торцовую вогнутую поверхность 11 полукруглого профиля.
Углы конусности фигурной выточки обжимного фланца и конусной части 4 бурта 3 ниппеля 2 выбирают из условия создания в зоне обжатия в контакте с поверхностями канала удельных давлений, гарантированно достаточных для герметизации.
Конус 9 выполняют, например, с углом конусности от 10 до 15 градусов, а второй конус 10 выполняют, например, с углом ко- нусности от 3 до 4 градусов относительно продольной оси узла заделки.
Центр радиуса RI полукруглого профиля торца 5 бурта 3 ниппеля 2 располагают дальше от продольной оси узла заделки (на- пример, от 0,5 до 1,0 миллиметров), чем центр радиуса Ra, сопряженной чере. материал рукава толщиной, например, 4 миллиметра, части 11 кольцевой фигурной выточки обжимного фланца
При стягивании ниппеля 2 и обжимного флища, который надвигаясь на бурт ниппеля, своим внутренним заходным конусом 9 перераспределяет разнотолщинпый материал отогнутого края рукава 1 (создающиеся из-за колебаний формы и размероп поверхностей края рукава), равномерно заполняя объем канала. При этом материал края рукава обжимается и защемляется р. кольцевом канале между коническими поверхностями бурта 3 ниппеля 2 и кольцевой фигурной выточки обжимного фланца, h также в зоне перегиба края рукава.
Способ сборки узла концевой заделки рукава может быть использован в глушите/,е гидродинамического шума ГГДШ, устанавливаемом в трубопроводы с давлением до ЮМПа.
ГГДШ (фиг.2) содержит корпус 12, на обоих концах которого выполнены кольце- оые бурты такой жз формы, как и бурт i ниппеля 2, изображенный на фиг.1.
Муфты 13 в виде обжимного имеют кольцевую фигурную выточку такой же формы, как и муфты 6, изображенной на фиг.1.
Гибкий рукав 1 с обоих концов выверчу: и растянутым уложен на бурты корпуса 12.
При стягивании обжимных фланцев с корпусом 12 винтами 14 образуются узмы концевой заделки рукава 1 с обеих сторон.
Перфорированная обечайка 15 предохраняет рукав 1 от выдавливания его в по лость А воздухом высокого давления, заполняющим полость Б через невозврат ный клапан 16.
Способ сборки узла концевой задел/и рукава 1 в ГГДШ позволяет надежно герметизировать полости А и Б с циклические перепадом давления между ними до 10 МПэ и при действии циклических рзсттивающчх рукав нагрузках.
Формула изобретения
1. Способ сборки узла концевой заделки эластичного элемента рукава или мембраны, включающий предварительную сборку узла заделки, содержащего эластичный элемент, ниппель и муфту с обработкой наружной поверхности эластичного элемента до нормированного размера, обеспечивающего необходимое упругое сжатие муфгой, а затем образование в узле заделки зон герметизации, силовой заделки и разгрузки о изгибающих моментов, отличающий- с я тем, что, с целью повышения надежности и упрощения сборки, эластичный элемент пропускают через центральное отверстие в ниппеле, отбортовывают край эластичного
элемента нз наружную фигурную поверхность бурта ниппеля и, стягивая между собой ниппетГь и муфту вдоль их продольной оси. выдавливают фигурной внутренней поверхностью выточки муфты излишнюю часть материала с поверхности отбортованного края эластичного материала с образованием между ниппелем и муфтой кольцевого канала переменного сечения, расширяющегося в обе стороны к местам выхода эластичного элемента из узла заделки.
2. Способ по п.1,отличающийся тем, что, с целью равномерного уменьше0
ния удельных давлений в зоне перегиба эластичного элемента к месту выхода эластичного элемента изузпэ заделки, смещают оси сечений тороидальных поверхностей бурта ниппеля и выточки муфты относительно друг друга на величину от 1 /8 до 1 /4 толщины обжимаемого края эластичного элемента.
3. Способ по п. 1.отличающийся тем, что для большей надежности узла за делки, на наружной поверхности бурта нип пеля выполняют не менее одной кольцевой канавки полукруглого профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| Способ сборки узла заделки концов рукава | 1989 |
|
SU1629676A1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| ШЛАНГОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО СБОРКИ | 2004 |
|
RU2258860C1 |
| Способ сборки узла заделки конца рукава | 1990 |
|
SU1702058A1 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 2006 |
|
RU2355937C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |


Изобретение относится к машиностроению, а именно к способам заделки концевых элементов арматуры с упругими обопочка- ми воспринимающими осевые нагрузки и высокое давление. Цель изобретенир - по- рышение нпдежности и упрощение технологии сборки заделки По предла1аэмому способу рукав пропускают через центральное отверстие в ниппеле, растягивают и выворачивают край рукава на наружную фигурную поверхность бурта ниппеля затем стягивают между собой ниппель и муфту, имеющую кольцевую фигурную выточку, 2 охватывающую 6vpr ы«плгля с обр з он i ем узла задели о ои кольчевоги i ji, переменного сечсч « ,ри пом муФм ы ДВИГЛРСь Н С УРТ ч Т hen ГТ ФР). О )Ы,1 свг.еи фигуру п1 счш пег ряспредс/ ei разнототщинный мчтеоиэл уплотняемого края рукава, равномерно заполняя объем канала, и обжи ает его так, что обеспечивается равномср юе убывание удельных дав ленуй з контакте с поверхностями каналь ст максимально допустимых для матер ча /л рукавг. в гамзм месте кольцевого кч налч до нугя ь месте ппход-) из канала 1(ол„цево1л K&nai в зоне герегиба ругавг может быть образотм CIOCHL ми тором дальными погерхностя бурга ниппеля и выточки муфть1 (ТЧ1 сечений которых смеще ны относительно одна гругой из величин1 от 1/8 до Мл тол -цинь1 jAHMa:noro края ру- каьа На наружной пэ срлпосп бурта ниппеля може г бить виппчнено не менее одной кольцевой ка ОЕКИ полукруглого профиля 2 з п ф-лы 2 ип i V I ffsnia |1 -, 4
)rt
фиг.1
Зона герметизации и силоВой заделки
Ю
11
/iH«Vl l/ j ffrT T |Hiii | ьп| ц ЗЗД
А 6
I
12
r
Щи г. 2
| Способ сборки узла концевой заделки армированного рукава высокого давления | 1980 |
|
SU932077A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
