Изобретение относится к обработке металов давлением и предназначено для использования в трубопрокатном производстве на станах холодной пилигримо- вой прокатки.
Цель изобретения - повышение точности труб за счет уменьшения раз- ностенности.
На чертеже представлена схема осуществления способа.
Способ осуществляется следующим образом.
Заготовку 1 деформируют на ступенчатой оправке 2 роликами 3 первого ряда, перемещаемыми по опорным планкам 4, и роликами 5 второго ремещаемыми по опорным планкам 6;При этом первым рядом .роликов производят на конусном участке опрайки увеличи- в ающегося по ходу прокатки диаметра раздачу по диаметру на 2-8% сначала с калиброванием стенки на длине 1, равной 4,5-7,0% от длины очага деформации, затем с ее обжатием на длине Ij, потом калибрование на цилиндрическом участке оправки длиной 1.Вторым рядом роликов на цилиндрическом . участке оправки, ступенькой соединяющемся с предыдущим цилиндрическим участком к выполненным меньшего диаметра, производят на длине 1 редуци рование, на длине Ij обжатие, на длине 1 калибрование. Раздача по диаметру с калиброванием стенки менее 2% не дает эффекта снижения разно- стенности.
Раздача, по Диаметру с калиброванием стенки более 8% приводит к резком ресурса пластичности металла, увеличению осевых нагрузок..
При длине зоны раздачи с калиброванием менее 4,55 снижение разностен- ности- минимально, при длине более 7jO% разностённость снижается, но пр этом резко падает ресурс пластичност металла.
Пример. Способ опробовывают при прокатке особотонкостенных труб из стали 09Х18Н10Т на стане ХПТР 15
30 с двухрядным сепаратором по маршруту 21x1 ,2- 16,6x0,35 мм за один проход, при этом длина зоны раздачи по диаметру с калиброванием стенки составляет 5,6% от длины очага деформации, образованной роликами первого ряда, а деформация трубы заготовки на этом участке - 6,2%. Общая
деформация по данному маршруту составляет 76%. Исходная разностённость в заготовке 10-12%. Разностённость готовых труб в пределах 1,5-2,3%. При использовании предлагаемого способа возможно изготавливать трубы в один проход.
Предлагаемый способ позволяет уменьшить разностённость, уменьшить неравномерность деформаций, повысить ресурс пластичности металла и тем самым повысить точность готовых труб..
5
0
35
40
45
50
Формула изобретения
Способ холодной пилигримовой прокатки труб, включающий деформацию трубы двумя рядами роликов на неподвижной общей оправке с редуцированием, обжатием и калиброванием вторым рядом роликов на цилиндрической ее части, отличающийся тем, что, с целью повьшгения точности труб за счет уменьшения разностенности, деформацию первым рядом роликов производят на конусном участке оправки, увеличивающегося по ходу прокатки диаметра, осуществляя раздачу по диаметру на 2-8% сначала с калиброванием стенки на длине, равной 4,5- 7,0% длины очага деформации, затем с ее обжатием, потом калибрование на цилиндрическом участке оправки,ступенькой соединяющемся с цилиндрической частью, на которой осуществляют деформацию заготовки вторым рядом роликов, причем редуцирование вторым рядом роликов производят в зоне соединения цилиндрических участков оправки.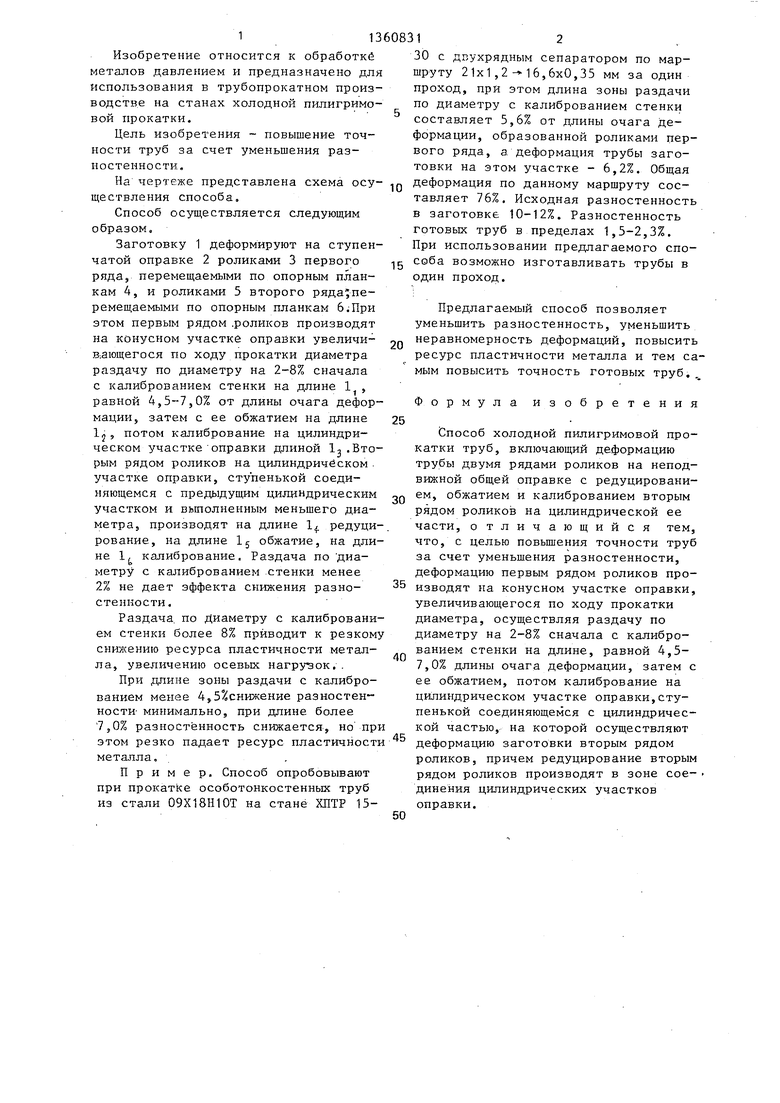
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной прокатки труб | 1986 |
|
SU1353544A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Инструмент стана холодной прокатки труб | 1985 |
|
SU1310049A1 |
| Способ холодной пилигримовой прокатки труб | 1978 |
|
SU738698A1 |

Изобретение относится к обработке металлов давлением и предназначено для использования в трубопрокатном производстве на станах холодной пи- лигримовой прокатки. Цель изобретения г повышение точности труб за счет уменьшения разностенности. Деформацию заготовки 1 на ступенчатой оправке 2 производят последовательно роликами 3 первого ряда и роликами 5 второго ряда. При этом роликами пер- вого ряда осуществляют на конусном участке оправки увеличивающегося по ходу прокатки диаметра раздачу по диаметру на 2-8% сначала с калиброванием стенки на длине 1 , равной 4,5-7% от длины очага деформации, затем с ее обжатием на длине 1 , потом калибрование на цилиндрическом участке оправки длиной 1. Роликами второго ряда осуществляют на цилиндрическом участке оправки, ступенькой соединяющемся с предыдущим цилиндрическим участком и выполненным меньшего диаметра на длине 1 редуцирование, на длине 1 обжатие, на длине 1 калибрование. 1 ил. (Л 00 О5 оо со
Редактор И, Шулла
Составитель Н. Умнягина Техред М.Ходанич
Заказ 6177/12 .Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В. Бутяга
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ t НЕСКОЛЬКИМИ РЯДАМИ РОЛИКОВ | 0 |
|
SU167803A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| I | |||
