Изобретение относится к литейному производству, в частности к оборудованию для выбивки литейных форм импульсом сжатого воздуха.
Цель изобретения - упрощение конструкции и повышение ее эксплуатационной надежности.
На фиг. 1 изображена предлагаемая импульсная головка для выбивки литейных форм, общий вид; исходное положение; на фиг. 2 - то же, в момент импульса сжатого воздуха.
Импульсная головка содержит корпус 1, в котором установлен выполненный в виде фланцевого патрубка клапан 2, контактирующий по фланцу с пружиной 3 и образующий с крь1щкой 4 надклапанную полость 5. Боковая поверхность клапана 2 выполнена с окнами 6, сообщающими между со бой внут- риклапанную 7 и рабочую 8 полости. По вертикальной оси симметрии корпуса 1 установлен рассекатель 9, щток 10 которого неподвижно закреплен на крышке 4. Нижний торец рассекателя 9 установлен в одной плоскости с верхним торцом опоки 11. На коническом рассекателе 9 установлен уплотнитель 12, в который упирается нижний торец клапана 2. Для подачи сжатого воздуха в рабочую полость 8 в корпусе 1 выполнено отверстие 13. Для подачи сжатого воздуха в полость 14 управления в крышке 4 выполнено отверстие 15.
Но периметру нижней части корпуса 1 размещены обдувочные клапаны 16, сопла 17 которых направлены внутрь опоки 11. Надкла- панные полости 18 обдувочных клапанов 16 через трубопроводы 19 и дроссели 20 сообщены с рабочей полостью 8. Внутри каждого из обдувочных клапанов 16 установлены поршень 21 и пружина 22. Через отверстия 23 обдувочные клапаны 16 сообщены с источником сжатого воздуха. Формовочная смесь 24, окружающая отливку 25, размещена в опоках 11 и 26 (фиг. 1). Опока 26 выполнена с крестовиной 27. Часть формовочной смеси, остающаяся на отливке 25 после импульса, имеет форму «горки 28 (фиг. 2).
Импульсная головка работает следующим образом.
Заполнение импульсной головки воз- духом высокого давления производится через отверстие 13. Сжатый воздух при этом заполняет рабочую 8, внутриклапанную 7 и надклапанную 5 полости. Одновременно сжатый воздух через трубопроводы 19 и дроссели 20 поступает в надклапанные полости 18 обдувочных клапанов 16. Под давлением сжатого воздуха в надклапапных полостях 18 поршни 21, преодолевая сопротивление
пружин 22, перемещаются в сторону сопл 17 и перекрывают их.
Для осуществления импульса сжатого воздуха, направленного на выбивку формовочной смеси 24 из опок 11 и 26, подачу сжатого воздуха через отверстие 13 прекращают, а подают его через отверстие 23 к каждому из обдувочных клапанов 16 и в полость 14 управления через отверстие 15. Клапан 2, преодолевая сопротивление пружины 3, поднимается в верхнее положение и заряд сжатого воздуха устремляется на формовочную смесь 24 и производит ее выбивку из опок 11 и 26 (фиг. 1). Отливка 25 с «горкой 28 формовочной смеси задер, живается на крестовине 27 опоки 26 (фиг. 2). Одновременно со снижением давления сжатого воздуха в рабочей полости 8 клапан 2 занимает исходное положение, а сжатый воздух из надклапанных полостей 18 через трубопроводы 19 и дроссели 20 совершает
0 обратный путь в рабочую полость 8. Пружины 22 обдувочных клапанов 16 оттесняют поршни 21 от сопл 17 и сжатый воздух через отверстия 23 и каналы сопл 17 устремляется на «горку 28 формовочной смеси и производит ее полное удаление с
поверхности отливки 25. Внутри опок 11 и 26 образуются завихрения, которые выносят из них и те частицы формовочной смеси, которые задерживаются на крестовинах 27 и по углам опок. Подача сжатого воздуха через сопла 17 производится в течение 5-6 с. Взамен выбитой литейной формы к импульсной головке подается невыбитая литейная форма. Далее цикл повторяется. По сравнению с известной предлагаемая импульсная головка обладает технико-эко5 номическими преимуществами. Она обеспечивает повышение эксплуатационной надежности в связи с тем, что щток рассекателя неподвижно закреплен на крыщке, повышение эффективности использования энергии сжатого воздуха благодаря тому, что ниж0 НИИ торец рассекателя установлен в одной плоскости с верхним торцом опоки, а также упрощение конструкции за счет того, что из импульсной головки исключена перфорированная плита.
45
Формула изобретения
Импульсная головка преимущественно для выбивки литейных форм, содержащая корпус с крышкой, клапан в виде фланцево- го патрубка и конический рассекатель со штоком, отличающаяся тем, что, с целью упрощения конструкции и повышения ее эксплуатационной надежности, шток рассекателя жестко связан с крышкой корпуса.
/ / ///7 / / / / /
/ / /
у / / / / / / /
±
ж
ж
Y у у
0
-:-.: I || |( ------N,5
11Н
L
26
ж
1:;-::::.л.
21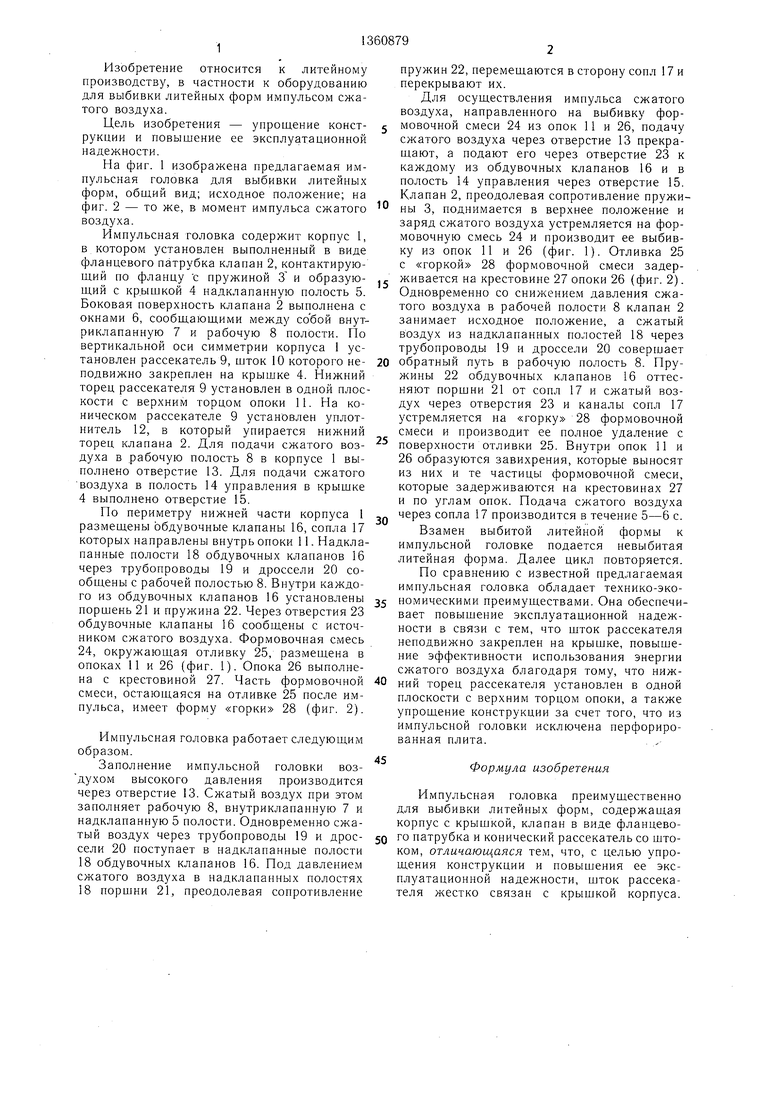
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выбивки отливок из литейных форм и устройство для его осуществления | 1990 |
|
SU1726120A1 |
| Формовочная машина | 1982 |
|
SU1061912A1 |
| Импульсная головка | 1977 |
|
SU623632A1 |
| Импульсная головка | 1982 |
|
SU1097435A2 |
| Импульсное устройство для выбивки литейных форм | 1982 |
|
SU1109256A1 |
| Импульсная установка | 1979 |
|
SU854552A1 |
| Пневматическая головка | 1973 |
|
SU467781A1 |
| Импульсная головка | 1979 |
|
SU829317A1 |
| Импульсная головка | 1989 |
|
SU1673252A1 |
| Импульсная головка | 1979 |
|
SU804183A1 |
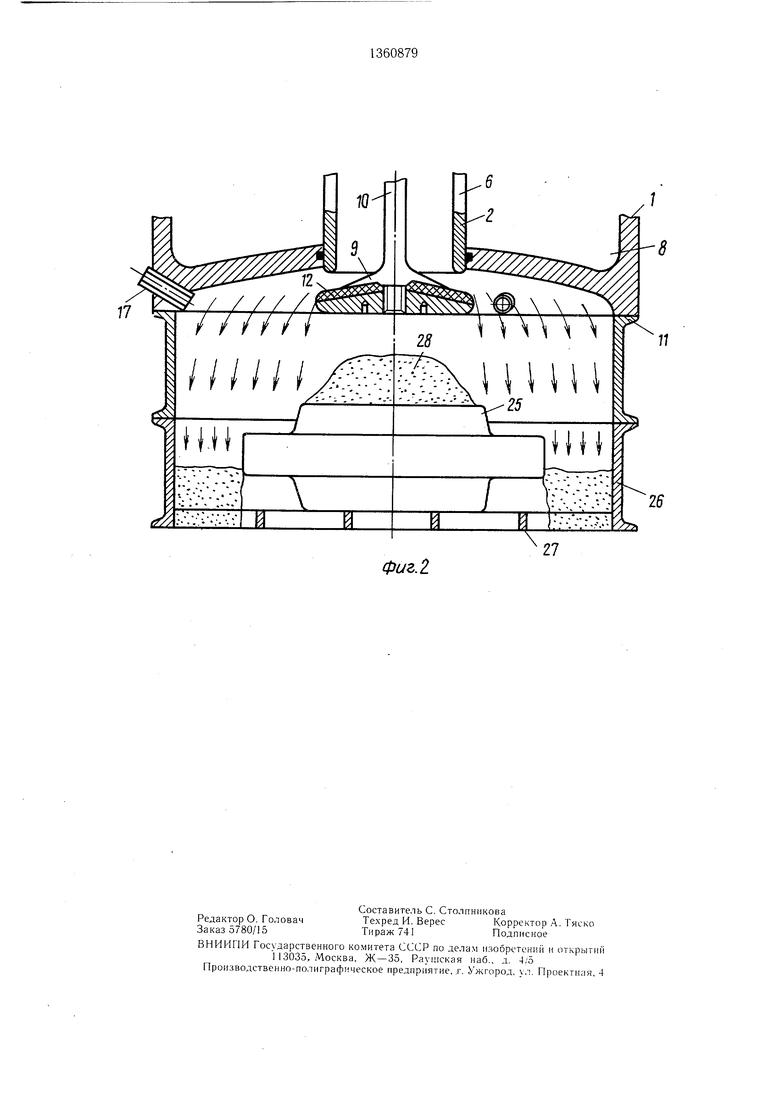
Изобретение относится к литейному производству и может быть использовано для выбивки литейных форм импульсом сжатого воздуха. Цель изобретения - упроа1ение конструкции и повышение ее эксплуатационной надежности. Импульсная головка содержит корпус 1, клапан 2, выполненный в виде фланцевого патрубка, контактирующий по фланцу с пружиной 3, надклапанную полость 5 и рабочую полость 8. По вертикальной оси симметрии корпуса установлен рассекатель 9, шток которого жестко прикреплен к крышке 4. Этим достигается уравновешивание давлений, действующих на крышку и конический рассекатель, что увеличивает эксплуатационную надежность конструкции при одновременном ее упрощении. 2 ил. (Л со Oi о оо со 2Г Q 25. .: И :-xЧ№; ::. 26 Фиг.1 21
| Импульсная головка | 1979 |
|
SU778910A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
