11
Изобретение относится к порошково металлургии, а именно к способам на- йесения покрытий из порошкообразных материалов, и может быть использовано при упрочнении и восстановлении внутренних поверхностей цилиндрических деталей - тел вращения.
Цель изобретения - повышение качества покрытий.
На фиг.1 представлена схема реализации предлагаемого способа при нанесении двухслойных покрытий на внутренние поверхности цилиндрических деталей , на фиг.2 - устройство для pea лизации способа нанесения покрытий.
На фиг.1 приведена схема формирования двухслойного покрытия, где F,, и
bH
Ь
. , ц - значения центробежных сил, приложенных к порошковым слоям 1-. и 2,
R... - внутренний радиус покрываемой детали; - толщина первого наносимого
порошкового слоя; &2 - толщина второго слоя Определяем скорость вращения при нанесении двухслойного покрытия, исходя из равенства центробежных сил, т.е.
Рц,
2 Ч
m/,V9
i j.lL К
li -2ll
RO
(1)
де m - масса 1-го порошкового слоя; т,- масса 2-го порошкового слоя, V,- средняя линейная скорость
частиц 1-го порошкового слоя; V- средняя линейная скорость
частиц 2-го порошкового слоя; средний радиус 1-го порошкового слоя;
Rg- средний радиус 2-го порошкового слоя Из (1) найдем-отношение квадратов
Riraz
R;m7
(2)
С учетом соответствующих толщин лоев (2) переписывается в виде 2
/ п о л -
(3)
&)
()
-л,- -J
1 -iiM L SJ-
V „
(Чи
т.
или
Ai
(RbH- 2 )
ity.
Шо.
(4)
(
m.
Так как для линейной скорости вращательного движения верно
V о)К.
(5)
скорость, а
(6)
(5) и (6) в
(4)
Л
(Rj«.)
m
(7)
(
m
где число оборотов для 1-го слоя
п - - -2-го
слоя из условия сохранения определенного значения центробежной силы. При замене R на соответственно & (7) будет иметь вид
1
l5jiu.
(8)
CD Jit.) 2
m.
30
Распишем выражение для масс слоев:
где Y:
V;
г.. 4. V,
-плотность соответствующего слоя материала поровжа,
-его объем.
Так как слой имеет цилиндрическую
форму, -ТО
0
(,
5
V iiH
где Н - высота слоя, л const; R - наружный радиус,- г - внутренний.
V,iiHlR - (R,-A/ 2R,
71 Н
ьн
-f)
Vj €H-(,) - (RbH-Ь,- 2) 1 Н (2К,„ ) 4(2R,-&,- 2л,). (9)
Подставляя (9) и (8), имеем
1
iij.
15 .2 ) Аг. 2 ь
(Rьн-- n(
(10)
Отсюда
i i,
iRiHi 2),ui(2RtH.z&i.)
(R,,-,- |)Y,&, (2К,„-,- 26)
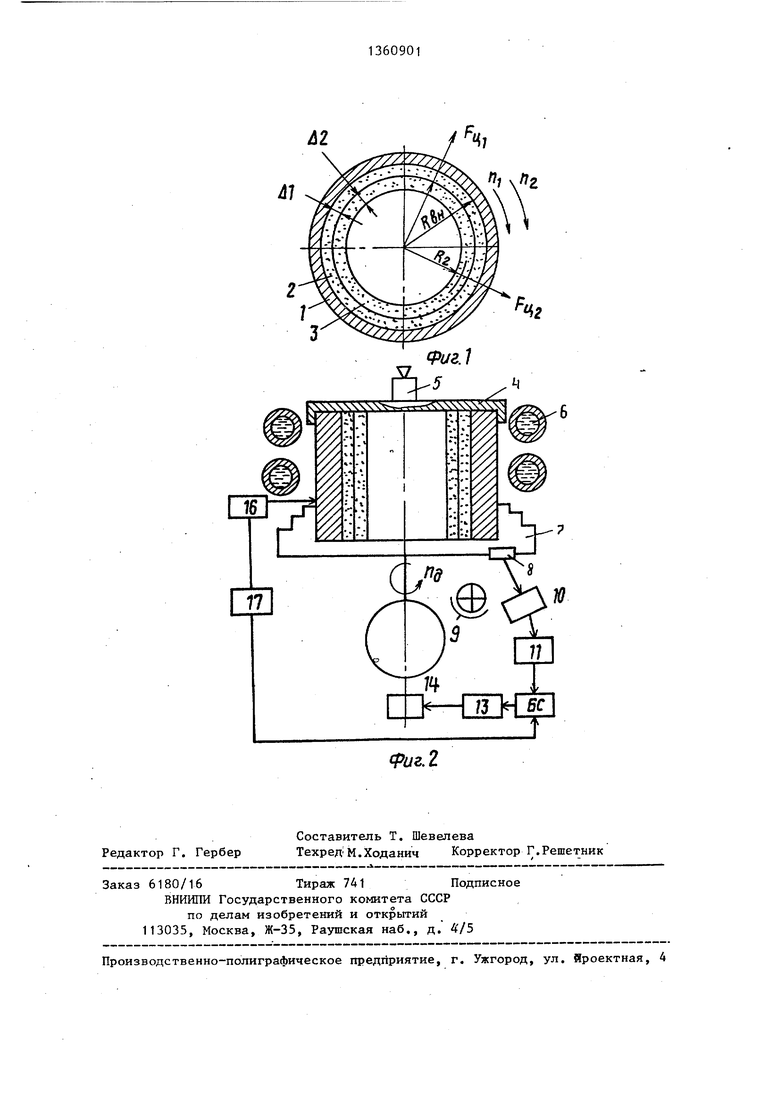
Устройство для реализации способа нанесения покрытий содержит деталь 1, в которую засыпают слои 2 и 3 покрытий содержит деталь 1, в которую засьтают слои 2 и 3 покрытий различной твердости, закрываются крьшкой 4 и поджимаются центром 5. Нагрев осуществляется индуктором 6, а сама деталь закреплена в патроне 7. К торцу патрона 7 крепится зеркало 8, на которое от источника 9 подается световой сигнал, воспринимаемый счетчиком 10 импульсов и поступающий в схему 11 усиления и блок 12 сравнения. Устройство содержит также блок 13 задач и блок 14 управления двигателе 15 постоянного тока (ДПТ).
Измерение температуры осуществляется бесконтактным пирометром 16, связанным с самопишущим регистрирующим прибором 17.
Способ осуществляется следующим образом.
В УЬрочняемую деталь 1 (фиг.2) засьтают слои 2 и 3 порошков (через разрезную легкоплавкую прокладку, которая на фиг.2 не показана),.после чего включают вращение детали и ин- дукционньм нагрев ТВЧ. Во время течения процесса контролируют температуру бесконтактным пирометром 16. Информация о контроле передается на самопишущий регистрирующий прибор 17 и в блок 12 сравнения (БС) для осуществления контроля с заданной температурой.
Одновременно световой сигнал, поступая от источника 9, отражается зеркалом 8 и воспринимается счетчиком 10 импульсов, который через схему усиления подается на блок сравнения для обеспечения требуемого числа оборвтов в сравнении с заданным. Далее сигнал поступает в блок 13 задач и блок 14 управления двигателем постоянного тока, которые регулируют число оборотов двигателя до заданног уровня.
При достижении первого слоя 2 заданной в блоке сравнения температуры спекания слоя с основным материалом (to ), которая измеряется пи(11)
0
5
0
5
0
5
0
5
0
5
рометром 16 и регистрируется прибором 17, блок 12 сравнения и блок 13 задач вьщают сигнал блоку 14 управления на изменение чисел оборотов дви-. гателем 15 постоянного тока (ДПТ). Ввиду того, что центробежные силы, действующие на порошковый слой 3 меньше соответствующих сил, действующих на порошковьм слой 2, число оборотов, развиваемое двигателем посто- янного тока, увеличивают. По окончании процесса, время ведения которого установлено блоком 13 задач, подается сигнал на отключение ДПТ и индуктора 6.
Пример реализации способа.
Материал наносимого первого слоя покрытия - СНГН. Материал второго слоя - покрытия бронза БР-ОЦб-6-3.
R 50 мм 5 см - внутренний ра- b и
диус детали;
&. 2 мм 0,2 см- толщина слоя
первого покрытия;
-удельная масса , материала первого слоя;
-удельная масса материала второго слоя,-число оборотов детали при нанесении первого слоя,
2 мм 0, 2 см - толщина слоя
второго покрытия, источник нагрева - индуктор ТБЧ.
При подставлении исходных данных в формулу (11) имеем п 2522 об/мин.
При достижении первого слоя темпе- .ратуры спекания с материалом детали (1050°С) вращают деталь со скоростью 2522 об/мин, температуру в зоне спекания определяют термометром. После нанесения второго слоя выключают источник нагрева и производят механи ческую обработку нанесенного слоя на
токарном станке. I
Использование предлагаемого технического решения обеспечивает возi 7,8 г/см
у, 3 г/см
п 1500 об/мин
можность нанесения двух- и многослойных покрытий из металлических порошг ков на внутренние поверхности деталей различных диаметров (20-250 мм). Причем толщина каждого из слоев может находиться в пределах 0,5-3 мм.
Применение системы измерения температуры позволяет обеспечить управление в процессе упрочнения температурными режимами при нанесении покрытий из порошков различного химического состава, например СНГН, ПГХНСР/ , СРЗ, СР4, и т.д., которые колеблются в достаточно широком диапазоне (800- 1050°).
Система измерения CKOpocfe вращения детали обеспечивает возможность точного контроля числа оборотов детали, и в свою очередь создание требуемой величины центробежных сил на каждый слой наносимого покрытия. Благодаря этому получаются покрытия с высокой равномерностью, плотностью
iJj.
п.
п.
lRib..l2Ruu..)„ об/мин.
л 2
(,- ,-V 2Л,)
де
ЬН 1 Z
внутренний радиус исходной детали,смj
толщина первого слоя покрытия, см;
толщина второго слоя покрытия, см у - удельная масса материала
первого слоя покрытия. Г/см
35
V -
Сталь Бронза 45 БР-ОЦС- 6-6-3
Сталь Бронза 45 БР-ОЦС- 6-6-3
п 1500 nj 2522
2500
и прочностью сцепления с основным ,материал ом
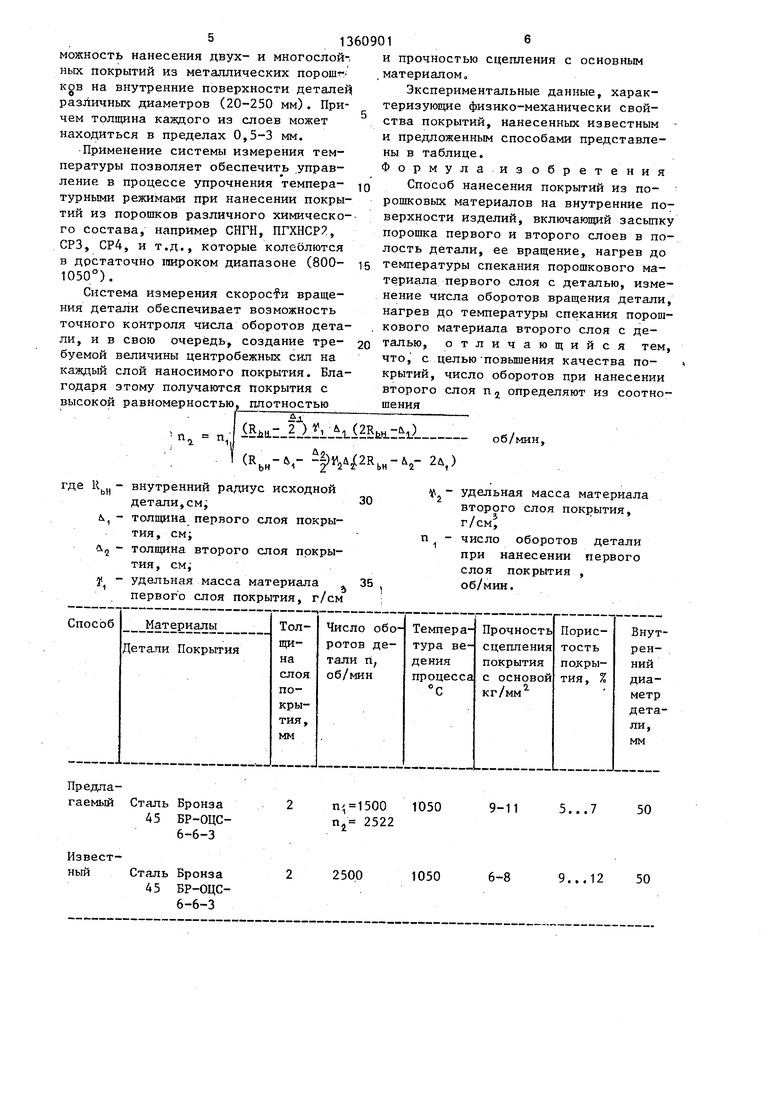
Экспериментальные данные, характеризующие физико-механически свойства покрытий, нанесенных известным - и предложенным способами представлены в таблице. Формулаизобретения
Способ нанесения покрытий из порошковых материалов на внутренние поверхности изделий, включающий засьтку порошка первого и второго слоев в полость детали, ее вращение, нагрев до
температуры спекания порошкового материала первого слоя с деталью, изменение чксла оборотов вращения детали, нагрев до температуры спекания порош- нового материала второго слоя с деталью, отличающийся тем, что, с целью повышения качества покрытий, число оборотов при нанесении второго слоя п J определяют из соотношения
V - удельная масса материала второго слоя покрытия, г/см,
число оборотов детали при нанесении первого слоя покрытия , об/мин.
1050
9-11
5...7
50
1050
6-8
9...12
50
2
SL
иг.1
-ПЗМЩ
Редактор Г. Гербер
Составитель Т. Шевелева
Техредам. Ход анич Корректор Г.Решетник
Заказ 6180/16Тираж 741 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Яроектная, 4
(риг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения двухслойных порошковых покрытий | 1987 |
|
SU1528623A1 |
| Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей | 1982 |
|
SU1380867A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ИНДУКЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2017587C1 |
| Способ нанесения покрытия из металлического порошка на внутреннюю поверхность изделия | 1985 |
|
SU1764822A1 |
| Способ нанесения покрытий из порошкообразных материалов | 1977 |
|
SU622578A1 |
| Способ нанесения покрытий на внутренние поверхности деталей | 1987 |
|
SU1496925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2316414C1 |
| Установка для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических изделий | 1987 |
|
SU1498590A1 |
| Способ нанесения порошковых покрытий на наружные поверхности изделий | 1984 |
|
SU1556816A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2005 |
|
RU2293798C2 |
Изобретение относится к способу нанесения покрытий из порошковых материалов. Цель изобретения - повьгае- ние качества нанесения двухслойных покрытий. Сущность способа заключается в том, что при нанесении слоев последовательно число оборотов детали изменяется до значения, определяемого из формулы вес материала второго слоя покрытия, g п - число оборотов детали при нанесении первого слоя покрытия; п,- число оборотов детали при нанесении второго слоя покрытия. 2 ил, 1 табл. СО 05 :о
| Авторское свидетельство СССР № , | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
