Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых материалов на внутреннюю поверхность деталей.
Цель изобретения - повышение- качества покрытий и расширение технологических возможностей за счет нанесения покрытий различной толщины.
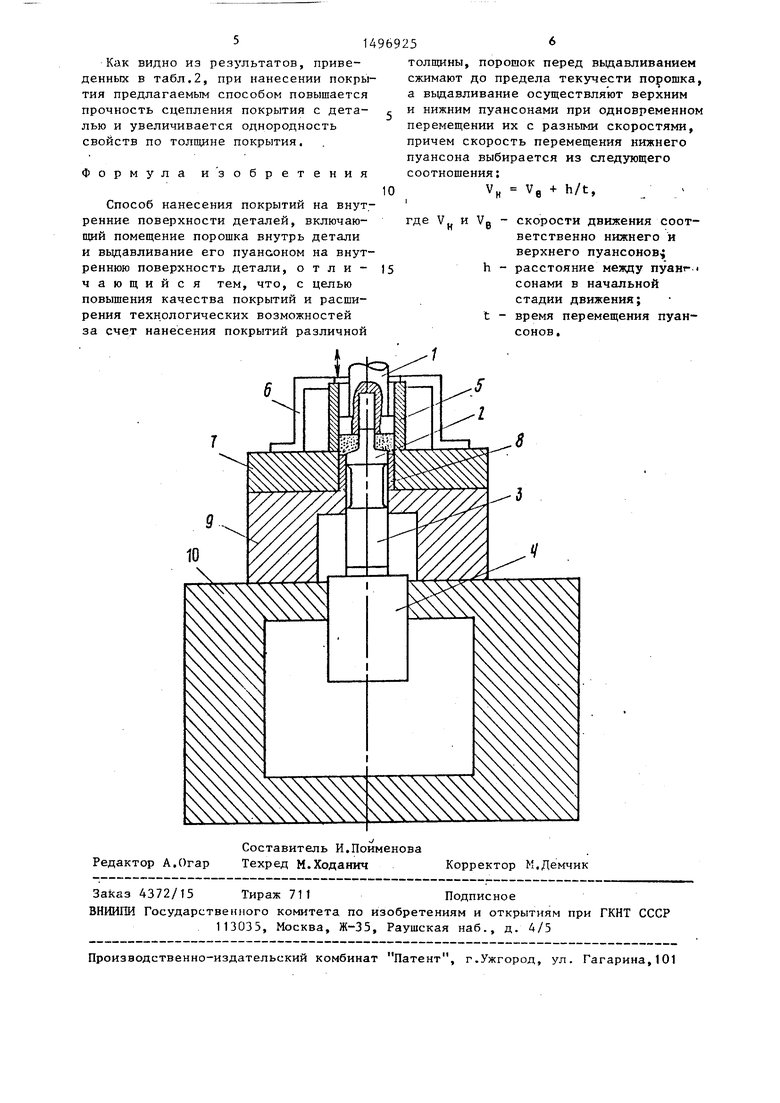
На чертеже показано устройство для осуществления предлагаемого способа.
Устройство для осуществления способа состоит из верхнего 1 и нижнего 2 пуансонов. Р1ижний пуансон соединен с помощью пуансонодержателя 3 с плунжером 4 пресса. Деталь 5, фиксирующаяся с помощью упора 6, устанавливается на плите 7, в которой расположена втулка 8. Плита 7 установлена на опорной плите 9, которая расположена на основании пресса 10. Нижний пуансон 2 может совершать колебательные движения в вертикальной плоскости.
Способ осуществляют следующим образом.
На плиту 7 устанавливают деталь 5, в нее засьтают навеску порошкового материала, уровень которого не должен превышать верхнюю крышку нижнего пуансона 2. Выступ пуансона 2 служит для концентрации порошка возле внутренней поверхности детали, что приводит к интенсификации деформации. Нижний пуансон 2, совершая колебательные движения, осуществляет пред-; варительное сжатие до предела теку-liu со
Од
со ю
СП
3149
чести. Перемещаясь вверх, верхний пуансон 1 и нижний пуансон 2, совершающий колебательное движение, выдавливает порошок на внутреннюю поверхность детали. При этом скорость Уц нижнего пуансона 2 больше скорости Vg верхнего пуансона 1: Vu V
Н Q
где VH Vg+h/t; , h -рабочий ход нижнего пуансона
для данной детали; h,,- расстояние между рабочими поверхностями пуансонов в нагруженном состоянии в верхнем положении;
t - время выдавливания. Колебание пуансона 2 вызьюает периодическое пульсирующее нагруже- ние порошка, облегчает перемещение составляющих его частиц друг относительно друга, В результате улучщает- ся укладка частиц, повышается равно- плотность материала, достигается хорошее сцепление порошка с основным материалом детали,
Расчет скорости движения нижнего пуансона осуществляют в зависимости от скорости верхнего пуансона и расстояния между ними. Для достижения цели изобретения должна быть выбрйна оптимальная скорость движения верхнего пуансона. Но скорость движения верхнего пуансона взаимосвязана с длиной и толщиной наносимого покрытия. Отношение этих параметров вьфа- жается коэффициентомо :
0 hg/8,
где h«j - высота наносимого покрытия; - толщина наносимого покрытия
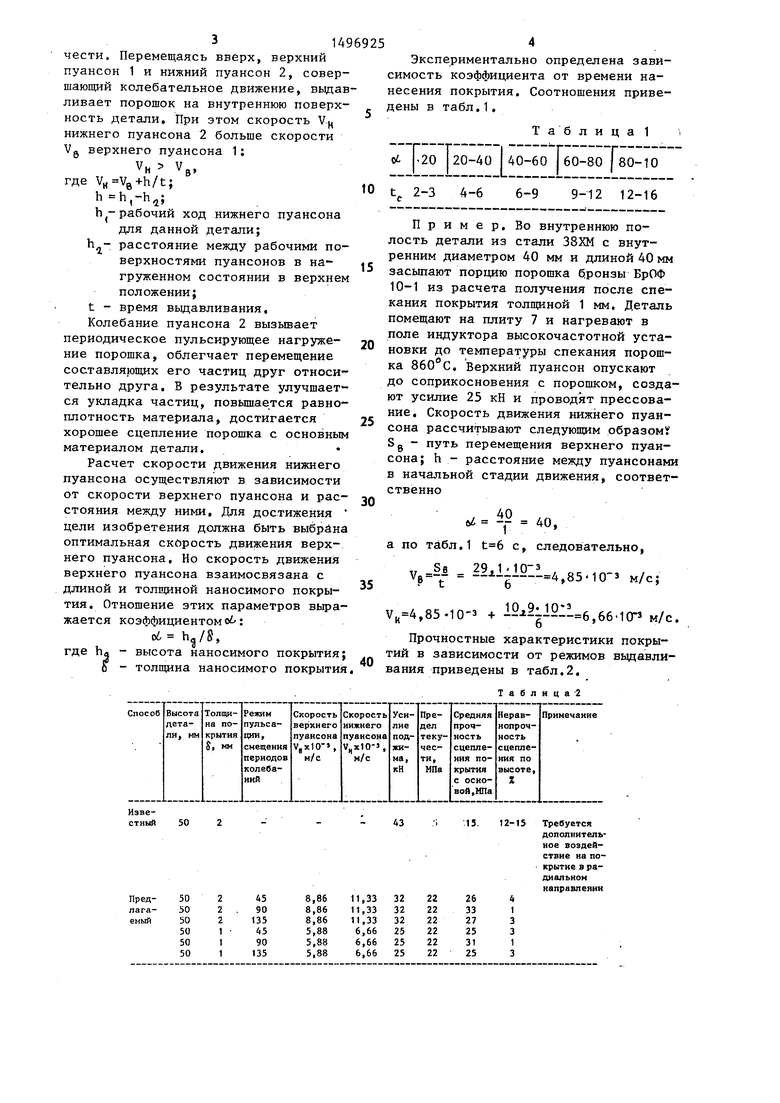
Экспериментально определена зависимость коэффициента от времени нанесения покрытия. Соотношения приведены в табл,1,
Таблица 1 ci -20 J20-40 I 40-60 |60-80 j 80-10
10
t 2-3 4-6
6-9
9-12 12-16
П р и м е р. Во внутреннюю полость детали из стали 38ХМ с внутренним диаметром 40 мм и длиной 40 мм засьтают порцию порошка бронзы БрОФ 10-1 из расчета получения после спекания покрытия толщиной 1 мм. Деталь помещают на плиту 7 и нагревают в поле индуктора высокочастотной установки до температуры спекания порошка 860 С, Верхний пуансон опускают до соприкосновения с порошком, создают усилие 25 кН и проводят прессование. Скорость движения нижнего пуансона рассчитывают следующим рбразомУ Sg - путь перемещения верхнего пуансона; h - расстояние между пуансонами в начальной стадии движения, соответственно
. 2
40.
а по табл,1 с, следовательно,
„ Se 29,1 -Ю з
--1--- 4,8510 м/с;
,85-10-3 + l2i2llO:i 6,66-10-3 м/с.
Прочностные характеристики покрытий в зависимости от режимов вьздавли- вания приведены в табл,2,
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления | 2018 |
|
RU2705744C1 |
| Способ восстановления изношенных поверхностей полых цилиндрических изделий | 1987 |
|
SU1533840A1 |
| Способ нанесения покрытий из порошковых материалов на внутренние поверхности изделий | 1986 |
|
SU1360901A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Способ нанесения покрытий из порошка | 1981 |
|
SU961859A1 |
| Устройство для нанесения покрытий из порошковых материалов | 1979 |
|
SU880625A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНОЙ ЧАСТИ | 2007 |
|
RU2363804C2 |
| Устройство для электроконтактного нанесения покрытий из порошка | 1982 |
|
SU1030096A1 |
| Способ получения изделий из порошковых материалов | 1987 |
|
SU1546209A1 |
Изобретение относится к порошковой металлургии ,в частности, к способам нанесения покрытий на внутренние поверхности деталей. Цель изобретения - повышение качества покрытий и расширение технологических возможностей за счет нанесения покрытий различной толщины. Во внутреннюю полость детали засыпают порошок покрытия, сжимают его до предела текучести и выдавливают на внутреннюю поверхность детали при одновременном перемещении с разными скоростями нижнего и верхнего пуансонов, причем скорость перемещения нижнего пуансона рассчитывается в зависимости от скорости движения верхнего пуансона. Использование способа позволяет повысить качество внутренней поверхности детали. 1 ил.,2 табл.
Известный 50
12-15
Требуется дополнительное воздействие на покрытие в ра- хшалькои направлении
