шва фиксируются устройства 12 и 13, а датчиков 19 и 21 - устройство 15. Колонна позволяет за счет последовательного совмещения Т 8 и оси сварочной горелки 18 с линией свариваемого шва и фиксации этого положения выИзобретение относится к сварке, а именно к устройствам для перемещения сварочных аппаратов, и может быть использовано в сварочном производстве на машиностроительных предприя- тиях при автоматической и полуавтоматической сварке металлоконструкций
Цель изобретения - повьш1ение производительности и расширение технологических возможностей.
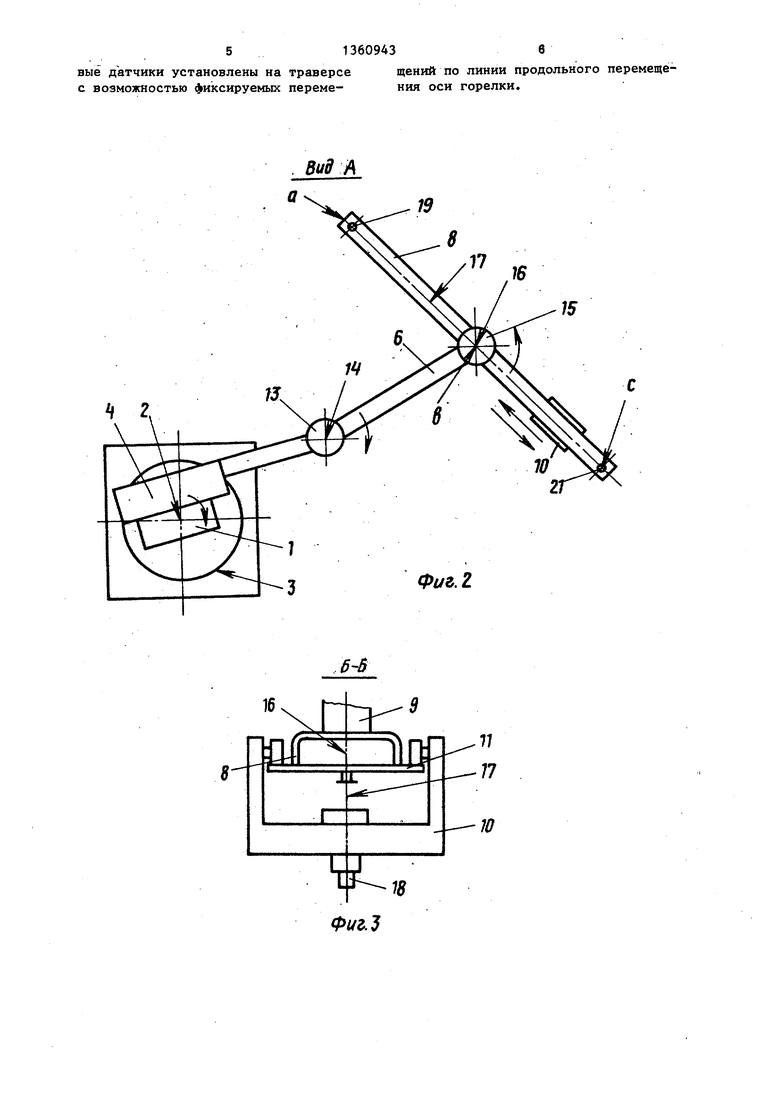
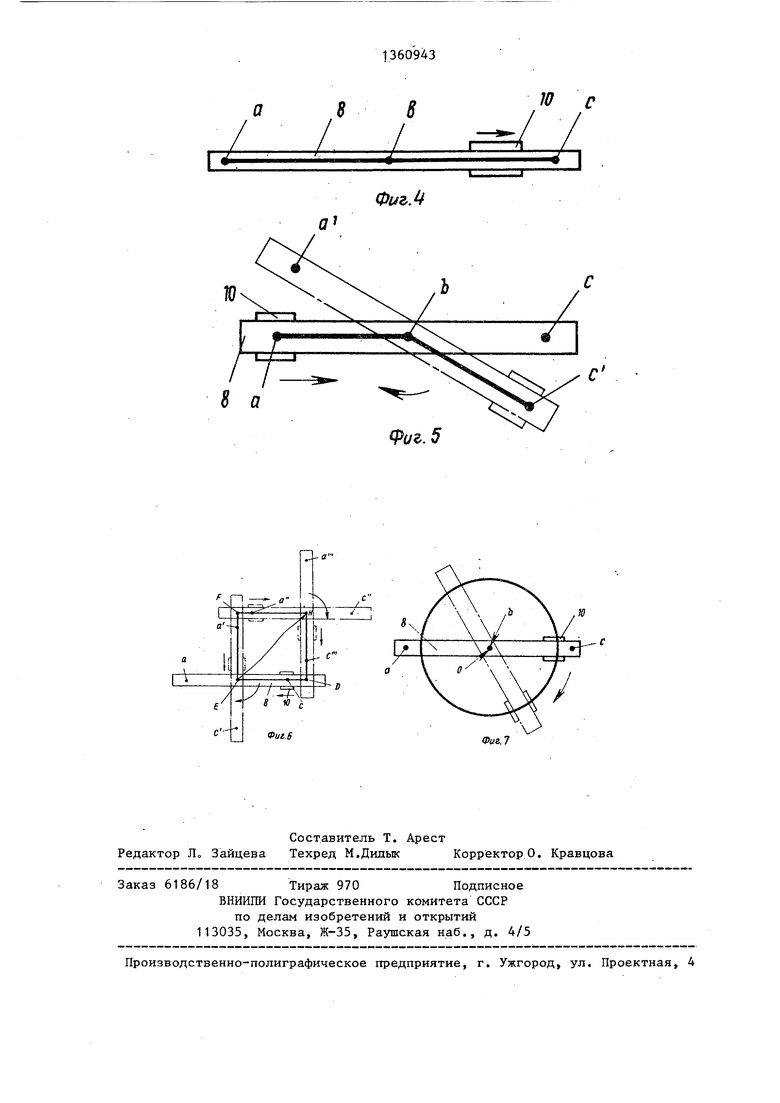
На фиг. 1 представлена колонна, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез В-Б на фиг. 1; на фиг. 4 - схема работы при сварке прямолинейного шва; на фиг. 5 - то же, при сварке двух пересекающихся прямолинейных швов; на фиг. 6 - то же, при сварке шва, представляющего прямоугольник; на фиг. 7 - то же, при сварке кольцевого или дугообразного
шва. | .
Колонна поворотная для сварочного
аппарата содержит стойку 1, поворот-; ную вокруг оси 2 на поворотном узле 3 каретку 4, установленную на стойке 1 с возможностью вертикального перемещения от привода 5, поворотную консоль 6, смонтированную на каретке 4 посредством шарнирного узла 7, траверсу 8, смонтированную на свободном конце консоли посредством шарнирного узла 9, и сварочный аппарат 10, установленный на направляющих 11 траверсы 8. Поворотный узел 3 снабжен приводным .фиксирующим устройством 12, шарнирньй узел 7 - приводным фиксирующим устройством 13 для поворота относительно оси 14, а шарнирный узел 9 - приводным фиксирзтощим устройством 15 для поворота вокруг оси 16. Линия 17 перемещения оси горелки 18 сварочного аппарата 10 вдоль траверсы В проходит через ось 16 шарнир
360943полнять сварку швов по ломаной линии, а за счет совмещения оси шарнирного узла 9 с центром окружности и оси сварочной горелки с линией окружное- ти - сварку кольцевых и дугообразных швов. 1 з.п. ф-лы, 7 ил.
5
0
5
0
ного узла 9. На траверсе 8 смонтированы световые датчики 19-21, оси которых а, б и с лежат на линии 17. Ось в датчика 20 совмещена с осью 16 шарнирного узла 9, а датчики 19 и 21 уста.новочно перемещают вдоль траверсы 8. Датчик 20 электрически связан с приводными фиксирующими устройствами 12 и 13, а датчики 19 и 21 электрически связаны с приводным фиксирующим устройством 15,
Колонна работает следующим образом.
При сварке прямолинейного шва шарнирный узел 9 с траверсой 8 перемещают путем поворотов стойки 1 вокруг оси 2 и консоли 6 вокруг оси 14 до совмещения оси 16 с линией свариваемого шва. Это положение фиксируется световым датчиком 20, включающим приводные фиксирующие устройства 12 и 13. Затем траверсу 8 поворачивают вокруг оси 16 до совмещения осей а и с датчиков 19 и 21 с линией шва. Датчики Т9 и 21 включают приводное фиксирующее устройство 15, совмещая линию 17с линией свариваемого шва. Сварка производится перемещением сварочного аппарата 10 по траверсе 8.
При сварке прямолинейных пересекающихся швов шарнирный узел 9 перемещают посредством поворотов стойки 1 и консоли 6 до совмещения оси 16с точкой пересечения линий свариваемых швов. После совмещения датчик 20 включает приводные фиксирующие устройства 12 и 13. Затем траверсу 8 поворачивают до совмещения оси а датчика 19с одной из линий шва, после чего датчик 19 включает приводное фиксирующее устройство 15.
Горелка 18 сварочного аппарата 10 в режиме сварки перемещается слева до точки в. При совмещении оси горелки 18 с точкой в приводное фик- сирующее устройство. 15 выключается, а приводные фиксирующие устройства 12 и 13 остаются включенными. Траверсу В поворачивают до совмещения оси с датчика 21 с линией другого шва, после чего датчик 21 включает приводное фиксирующее устройство 15. Вследствие кратковременности операции поворота и фиксации траверсы 8 процесс сварки не прекращают, и горелка 18 продолжает перемещение из точки в в направлении точки С, .
При сварке шва, форма которого
представляет собой, например, замкнутый прямоугольник DEFH, шарнирный узел 9 перемещают до совмещения его оси 16 с точкой Е, после чего датчик 20 включает приводные фиксирующие устройства 12 и 13. Затем траверсу 8 поворачивают до совмещения оси с датчика 21 с линией шва DE, после чего датчик 21 включает приводное фиксирующее устройство 15. -Производят сварку шва от точки D до точки Е, затем приводное фиксирующее устройст- во 15 выключается, траверсу 8 поворачивают вокруг оси 16 до совмещения оси а датчика 19 -с линией шва EF, Датчик 19 включает поворотное фиксирующее устройство 15, и производят сварку шва от точки Е до точки F. После сварки швов по этим двум линиям фиксирующие устройства 12, 13 и 15 выключаются, и шарнирный узел 9 перемещают до совмещения его оси 16 с точкой Н, после чего датчик 20 включает фиксирующие устройства 12 и 13. Траверсу 8 поворачивают до совмещения точки а с линией FH, и датчик 19 включает фиксирующее устройство 15. Производится сварка шва по линии FH, затем траверсу 8 поворачивают и фик-. сируют для сварки шва по линии HD. При сварке кольцевого или дугообразного шва, например при приварке круг- лого фланца, шарнирный узел 9 перемещают до совмещения его оси 16 с центром О кольцевого или дугообразного шва, после чего датчик 20 включает фиксирующие устройства 12 и 13, Перемещением сварочного аппарата 10, по траверсе 8 ось горелки 18 совмещают с линией свариваемого шва и фиксируют это положение аппарата 10
на траверсе 8. При расфиксированном устройстве 15 аппарат 10 в режиме сварки поворачивают вместе с траверсой 8 относительно шарнирного узла 9,
При сварке прямолинейных пересекающихся швов колонна обеспечивает быстрое переориентирование линии пе ремещения сварочного аппарата при переходе от сварки одного шва к другому.
Оснащение траверсы световыми датчиками, связь датчиков с приводными фиксирующими устройствами улучшает удобства совмещения траверсы с линиями свариваемых швов, повышает произg10
50
водительность сварки и точность выставления сварочного аппарата по шву.
Колонна обеспечивает сварку швов, 20 расположенных по ломанной и замкнутой линии, а также сварку кольцевых и дугообразных швов.
5
0
5
0
0
5
5
Формула изобретения
1.Поворотная колонна для сварочного аппарата, содержащая стойку с узлом поворота вокруг ее вертикальной оси, каретку, установленную на стойке с возможностью вертикального перемещения, поворотную консоль, смонтированную на каретке посредством шарнирного узла, установленную на конце консоли с возможностью поворота вокруг шарнирного вертикального узла траверсы, установленный на траверсе
с возможностью продольного перемещения сварочный аппарат с горелкой, а также приводные фиксирующие устройства шарнирных узлов траверсы и консоли и узла поворота стойки, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, траверса снабжена тремя световыми датчика-: ми, установленными по линии продольного перемещения оси горелки dBapo4- ного аппарата, вертикальная ось шарнирного узла траверсы размещена на той же линии и совмещена с осью среднего датчика, электрически связанного с приводными фиксирующими устройствами узла поворота стойки и шарнирного узла консоли, а крайние датчики электрически связаны с приводным фиксирующим устройством шарнирного узла траверсы.
2.Колонна по п. 1,отлича- ю щ а я с я тем, что крайние свето51360943в
вые датчики установлены на траверсе щений по линии продольного перемеще- с возможностью фиксируемых переме- ния оси горелки.
Вид А
19
16
15
Фиг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки | 1989 |
|
SU1676779A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для сварки в среде защитных газов внутренних швов | 1982 |
|
SU1055617A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| Устройство для электродуговой сварки кольцевых швов | 1981 |
|
SU979056A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Установка для автоматической сварки | 1989 |
|
SU1815091A1 |
Изобретение относится к сварке, точнее к сварочным устройствам для перемещения и ориентации сварочных .аппаратов, и может быть использовано на машиностроительных предприятиях, Целью изобретения является повьшение производительности и расширение технологических возможностей. Колонна содержит поворотную стойку 1-, каретку 4 с поворотной консолью 6, поворотную траверсу (Т) 8 с перемещающимся по ней сварочным аппаратом 1U с горелкой 18, Т 8 снабжена датчиками 19, 20 и 21, электрически связанными с фиксирующими устройствами 12, 13 и 15 поворотного узла 3 стойки 1 и шарнирных узлов 7 и 9 консоли 6 и Т 8, При совмещении датчика 20 с осью I . б е- S (Л 00 а о со 4 00
16
Гзг
S #
/ У
Ю с
ФигМ
S о
j
Фе/е. 5
ФиъЛ
Составитель Т. Арест Редактор Л„ Зайцева Техред М.Дидык Корректор О. Кравцова
Заказ 6186/18 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Установка для сварки | 1978 |
|
SU774880A1 |
