О
;д ел
Эд
Нзобретение относится к сварочному производству., в частности к устройствам для сварки в среде защитных газов, и может быть использовано при наплавке внутренних кольцевых швов.
Известно устройство для сварки кольцевых швов с внутренней стороны закрытых сосудов. Устройство содержит перемещаемую каретку с установленной на ней на суппорте колонне, на которой, в свою очередь, закреплена складывающаяся консоль со сварочной головкой. Устройство работает следующим образом. Головка вводится через отверстие в полость изделия, конроль поворачивается н . Перемещая колонну по каретке, а консоль по колонне, подводят сварочную головку к свариваемой поверности .
Недостатками такого устройства являются -ТО, что головка жестко . закреплена на консоли, а консоль пворачивается на 90, т.е. нельзя выполнять торцовые и угловые швы, и по вертикали переметцение консоли с головкой ограничивается размером входного отверстия.
Наиболее близким к изобретению по технической сущности является устройство для сварки в среде защиных газов содержащее корпус, полу штангу, перемещающуюся внутри корпуса, поворотный рычаг, шарнирно закрепленный на корпусе и связанны тягой с полой штангой, и сварочную головку, усгановленную на свободном конце поворотного рычага соосно с ним, причем длина рычага не регулируется. Полая штанга, перемещаясь внутри корпуса, тягой поворачивает поворотный рычаг со сварочной грловкой, при этом сварочная грловКа имеет ограниченное осевое перемещение для регулировки длины дуги 2 .
В известном устройстве сварочная головка установлена соосно с поворотным рычагом, длина которого не регулируетсяi Устройство выполняет горизонтальные и угловые сварные швы только на диаметре, определенном длиной поворотного рычага, так как при перемещении сварочной головки на любой другой уровень поворотом рычага меняется угол наклона головки относительно рабочей поверхности, что недопусти,мо.
Целью изобретения является расширение технологических возможностей путем обеспечения сварки внутренних горизонтальных угловых и торцовых швов на различных уровнях.
Поставленная цель достигается тем, что в устройстве, содержащем
корпус, полую штангу, перемещакнцуюся.в корпусе, поворотный рычаг, одним концом шарнирно связанный с корпусом, и сварочную головку, установленную на свободном конце рычага, на корпусе симметрично относительно оси устройства с первым поворотным рычагом шарнирно установлен второй поворотный рычаг, при этом, оба поворотных рычага кинематически связаны со штангой, а на свободном конце одного из рычагов выполнено отверстие, через которое пропущена поворотная ось, на одном конце которой жестко закреплена сварочная горелка, а на другом серьга,связанная с помощью тросика с грузом со шкивом, расположенным н конце второго поворотного рычага.
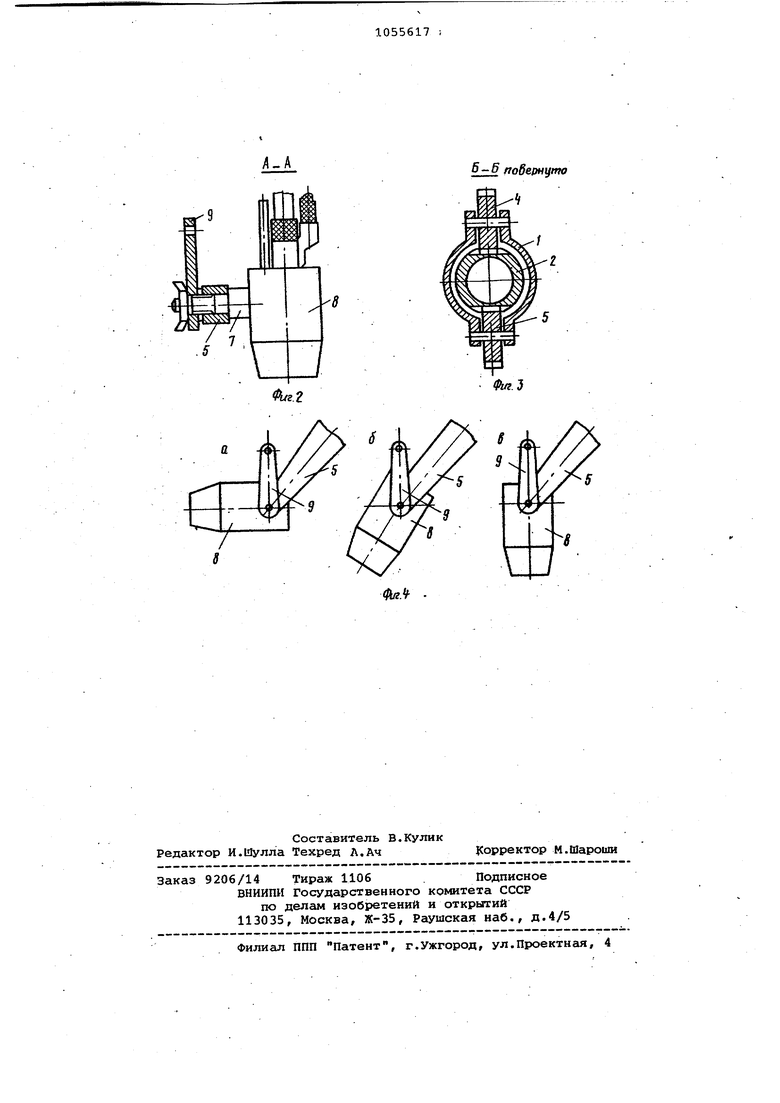
На.фиг.1 изображено устройство, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1, на фиг.4 - различные варианты положений сварочной головки относительно рабочей поверхности.
Устройство содержит корпус 1, внутри которого перемещается полая штанга 2. На одном конце корпуса 1 закреплен редуктор 3 привода, а на другбм - диаметрально закрепленные на шарнирах два рычага 4 и 5. Штанга 2 выполнена в виде хруЬы, у йОторой на одном конце расположен сдин/зубчатый участок,.входящий в сцепление с редуктором 3, а на втором - два других симметрично расположенных зубчатых участка, входящих IB сцепление с зубчатыми секторами |рычагов 5 и 4. Штанга 2 предназначена для передачи движения от редуктора 3 к рычагам 4 и 5. Рычаг 4 выполнен в виде стержня с зубчатым сзектором, расположенным у основания На свободном конце рычага 4 установлен вра цающий шкив б. 5 также выполнен в виде стеуясня с зубчатым сектором, расположенным у основания. Длина обоих рычагов одинакова. На свободном конце рычага Б установлена поворотная ось 7, на одном конце которой жестко закреплена сварочная головка 8, а на другом конце на шлицах установлена серьга 9 предназначенная для установки сварочной головки 8 в заданное положение. На свободном конце серьги 9 закреплен тросик 10, проходяв ий через шкив 6 и полость штанги 2. На свободном конце тросика закреплен грузик 11. Тросик 10 предназначен для установки серьги 9 вместе со сварочной головкой 8 вдоль него на участке шкив 6 - серьга 9.
Работа устройства осуществляется следующим образом.
Перед сваркой свариваемое изделие 55 закрепляют в захватах вращателя (не показан). Рычаги 4 и 5 устанавливаются в исходное положение, при котором они сведены. Сварочная головка 8 устанавливается под заданным углом к рабочей поверхности, для этого выбирается положение серьги 9 относительно поворотной оси 7. Поворот рычагов 4 и 5 производится при перемещении штанги 2 в корпусе 1 редуктором 3, при этом штанга 2 зубчатыми участками воздействует на зубчатые сектора рычагов 4 и 5. После подготовки устройство вводится во внутре нюю полость свариваемого изделия. Рычаги 4 и 5 разводятся до тех пор, пока сварочная головка 8 установитс на рабочем уровне, и перемещением устройства добиваются совпадения сварочной головки 8 со свариваемый стыком..После этого выполняют сварку шва. Перевод сварочной головки 8 н-а различные уровни получают поворотом рычагов 4 и 5, при этом сварочная головка 8 сохраняет постоянный накл относительно рабочей поверхности. Достигается это тем, что тросик 10 серьга 9 проходят через основание равнобедренного треугольника, образованного рычагами 4 и 5 и тросиком Ю, а поскольку рычаги 4 и 5 перемещаются равномерно, высота этого треугольника занимает постоянное по ложение в пространстве, а з iecтe с ней и серьга 9 со сварочной головкой 8. При установке серьги 9 на шлицах оси 7 перпендикулярно оси сварочной головки 8 устройство выполняет торцовые швы. После сварки швов рычаги 4 и 5 устанааливсиотся в исходное положение и-устройство выводится из полости изделия. В отличие от известного предлагаемое устройство для сварки в среде защитных газов внутренних швов позволяет расширить технологические возможности путем обеспечения сварки горизонтальных, угловых и торцовых швов на различных уровнях без вывода сварочного устройства, из изделия для его дополнительной перенастройки. Устройство позволяет сократить время, затрачиваемое на . сварку, значительно расширить ассортимент сварных узлов внутри свариваемых изделий. Поскольку не затрачивается время на изъятие сварочного устройства из изделия при выполнении сварки на различных уровнях и время на перенастройку устройства, производительность труда предлагаемого устройства, пЪ сравнению с известным, повьвиается на 30%. Кроме того, возможность изменения рабочего положения сварочной головки без вывода устройства из свариваемого изделия для дополнительной перенастройки позволяет расширить ассортимент сварных узлов на 90% обеспечить выполнение сварных швов в изделиях с различной внутренней конфигурацией. Таким образом, устройство надежно в.работе и просто по конструкции,. ;а его технологические возможности значительно расшиоены.
fife.2
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1978 |
|
SU774880A1 |
| Устройство для дуговой сварки с колебаниями сварочной горелки | 1981 |
|
SU994178A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1989 |
|
SU1632718A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки труб большогодиАМЕТРА | 1979 |
|
SU848221A1 |
| Устройство для автоматической сварки внутренних продольных швов | 1973 |
|
SU458409A1 |

УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ ВНУТРЕННИХ ШЮВ, содержащее корпус, полую штгшгу, перемещающуюся в корпусе, поворотный рычаг, одним концом тиарнирно связанный с Kopnycof4, и сварочную головку, установленную на свободном конце |1 ычага, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сварки горизонтальных угловых и торцовых швов на различга:1 с уровнях, на корпусе симметрично относительно оси устройства с первьо1 поворотным рычагом шарнирно установлен второй поворотный рычаг, при этом оба поворотных рычага кинематически связаны со штангой, а на свободном конце одного из цклчагов шлполнено отверстие, через которое пропущена пов п отная ось, на одном конце которой жестко закреплена сварочнгш горелка, а на другом - серьга, свя9 занная с помощью тросика с грузом {СО шкивам, расположенным на конце второго поворотного рычага.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки кольцевых швов с внутренней стороны закрытых сосудов | 1978 |
|
SU778977A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для СВАРКИ в СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 0 |
|
SU349543A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
