данного количества изделий и выдачи стопы на упаковку. Изобретение может быть использовано в химическом машиностроении, химической, электротехнической, пищевой, рыбной, плодоовощной и др. отраслях промьшшеннос- ти там, где перед упаковкой возникает необходимость в формировании плос ких разъемных и неразъемных штучных изделий, выполненных из стали, цветного металла, пластических масс и. по конструкции как цельными, так и перфорированными, в стопы. Цель изобретения - повышение производительности. Устройство для укладки изделий в стопу, содержит подающий лоток 1 с датчиком 7 количества изделий, накопитель 2 с подвижным основанием, включающим вертикальный вин1
Изобретение относится к упаковочному оборудованию, а именно к автоматическому упаковочному оборудованию для приема, укладки в стопу заданного количества изделий и выдачи стопы на упаковку, и может быть использовано в химическом машиностроении, химической, электротехнической пищевой, рыбной, плодоовощной и других отраслях промышленности там, где перед упаковкой возникает необходимость в формировании плоских разъемных и неразъемных штучных изделий, выполненных из стали, цветного металла, пластических масс и по конструкции как цельными, так и перфорированными, Б стопы.
Цель изобретения - повьщ1ение производительности.
На фиг„ 1 схематично изображено устройство, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2-, на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - вид Г на фиг. 4, на фиг. 6 - разрез Д-Д на фиг о 4; на фиг. 7 - пластины с окнами, общий вид на фиг, 8 - вид Е на фиг, 7; на фиг. 9 - разрез Ж-Ж на фиг. 7; на фиг. 10 - разрез 3-3 на фиг, 7; на фиг. 11 - разъемное штучное изделие, выполненное из алюминиевого сплава, общий вид, на
61059
товой транспортер 10 и два соосно установленных под ним щаговых пневматических транспортера 14 и 23, между которыми размещена резервная емкость 22 со смонтированной в ее нижней части зажимной пневматической муфтой 27, связанной с системой автоматического возвратно-поЬтупа- тельного перемещения, и механизм 3 выгрузки стопы из накопителя. Пневматические транспортеры 14 и 23 выполнены в виде жестко закрепленных с образованием проема для прохода изделий вертикальных пластин 13 с окнами, к которым с внутренней стороны закреплены эластичные оболочки, сообщенные через окна с системой поочередной подачи и стравливания сжатого воздуха, 1 з.п. ф-лы. 14 ил.
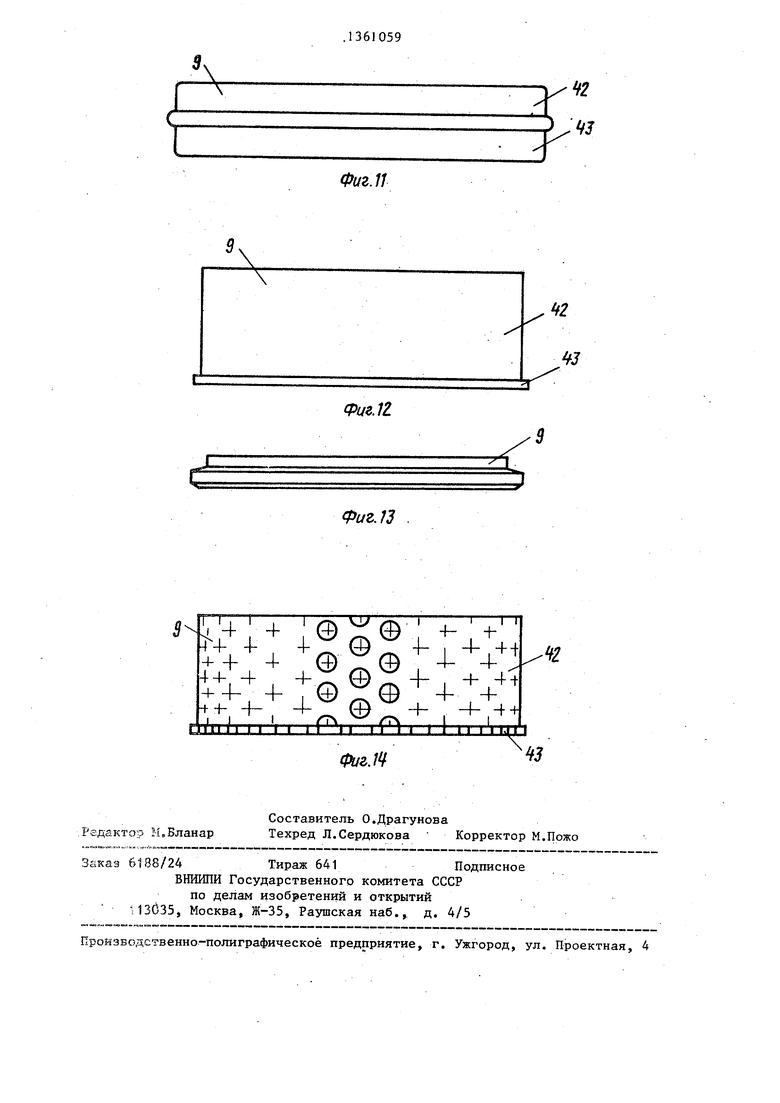
фиг. 12 - то же, выполненное из пластических масс; на фиг, 13 - неразъемное, щтучное изделие, выполненное из металла, общий вид на фиг, 14 - перфорированное разъемное штучное изделие, выполненное из пластических масс, общий вид.
Устройство для укладки изделий в стопу содержит подающий лоток 1, накопитель 2, механизм 3 выгрузки с стопы (фиг,1).
Узел подающего 1 содержит наклонный лоток 4, на стойке 5 которого закреплен щуп 6 датчика 7 счетчика количества изделий, встроенного в систему автоматического управления (не показано), Над лотком 4 на высоте, меньшей высоты изделия, установлен бесконечный приводной ремень 8, плотно прижимающий изделия 9, предупреждая их раскрытие, и дополнительно обеспечивающий их беззазорное перемещение по лотку 1 к винтовому транспортеру 10.
Накопитель 2 содержит винтовой транспортер 10, смонтированный В корпусе 11, состоящий из двух вертикально расположенных приводных винтов 12, имеющих противоположное направление вращения. Межцентровое расстояние внутренних диаметров резьбы винтов 12 равно диаметру штучного
изделия 9, а впадина витков - его высоте, В нижней части корпуса 11 винтового транспортера 10 между приводными винтами 12 выполнено отверстие для прохода штучного изделия 9.
8корпусе 11 винтового транспортера 10 со стороны, сопрягаемой с подающим лотком 11, также выполнено окно для прохода изделий 9. Корпус 11 закреплен .на вертикальных пластинах
13,которые жестко закреплены к основанию устройства. К корпусу 11, соосно отверстию для прохода изделий 9, жестко закреплен вертикально шаговый пневматический транспортер 14, выполненный из размещенных по окружности отверстия для прохода изделий
9через 90° жестко вертикальных пластин 13 (фиг.7) с окнами 15.
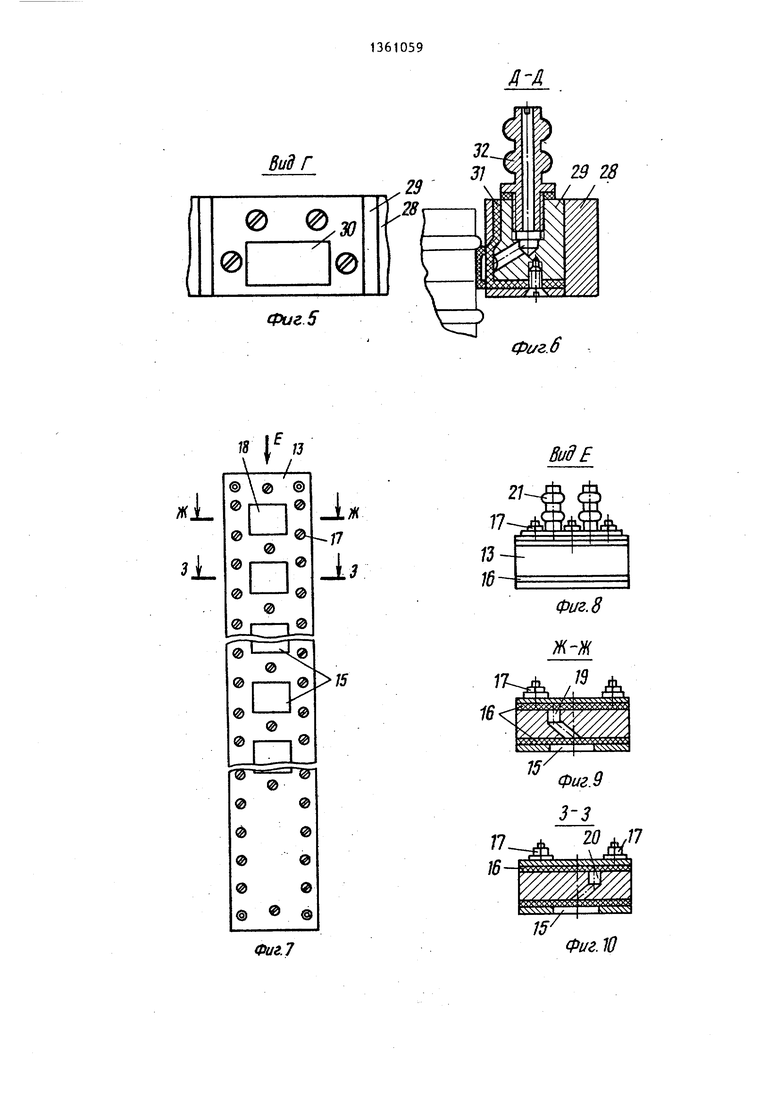
Между пластинами размещены эластичные оболочки 16, которые закреплены крепежными деталями 17 так, что в каждом окне 15 пластины 13 образуется герметизированная камера 18. Герметизированные камеры 18 в пластинах 13 сообщены через одну с помощью каналов 19 и 20, со своей магистралью пневмосистемы, сообщенной с системой автоматического управления очередностью подачи в них сжатого воздуха (не показано). Герметизированные камеры 18 к своим магистралям подключаются через штуцеры 21. Окна 15 во всех пластинах 13, образующих шаговый пневматический транспортер
14,расположены поярусно в параллельных горизонтальных плоскостях, а
шаг между ними по высоте соответствует толщине одного изделия 9, Все вертикальные пластины 13 шагового, пневматического транспортера 14 на своем нижнем конце на расстоянии четырех-шести толщин изделия 9 окон 15 не имеют и образуют резервую емкость 22 (фиг.7).
Накопитель 2 стопы содержит второй шаговый пневматический транспортер 23, смонтированный соосно транспортеру 14. Конструктивно транспортер 23 выполнен из таких же верти- кальньк пластин 13 с окнами 15 и внутри их герметизирован1аыми камерами 18, как и пластин 13 шагового пневматического транспортера 14. Отличие в конструкциях пластин 13 состоит только в том, что на пластинах 13 транспортера 23 окна 15 и герметизированные камеры 18 у них выполнены на . длину пластин 13. Нижняя часть накопителя 2 выполнена в виде замкнутого контура, равного по форме и размерам изделию 9. Внутри этого контура жестко закреплены пластины 13 второго шагового пневматического транспортера 23. Одна из стенок накопителя 2 выполнена из
Q двух поворотных на осях 24 половин 25 (фиг.З). .
Нижним основанием накопителя 2 является расположенный перпендикулярно вертикальной оси шагового пнев5 матического транспортера 23, ленточный горизонтальный транспортер 26 (фиг. 1 и 3).
Зажимная пневматическая муфта 17 размещена в нижней части первого шаQ гового пневматического транспортера 14, Она выполнена в виде корпуса 28, образующего замкнутый контур, соответствующий по форме и размерам изделию 9. Корпус 28 внутри имеет пазы
5 для свободного размещения в них пластин 13 шагового пневматического транспортера 14. Между этими пазами жестко закреплены сектора 29 с окнами 30 и эластичными оболочками 31;
0 Все оболочки 31 посредством штуцеров 32 сообщены с общей магистралью пневмосистемы, .задействованной с системой автоматического управления падачи в них сжатого воздуха (не показано) . Корпус 28 смонтирован так, что имеет возможность вертикального возвратно-поступательного движения относительно шагового пневматического транспортера 14. Такая возможность обеспечивается тем, что корпус 28 сопряжен с эксцентриком 33, размещен- ньм на оси 34 и связанным тягами 35 с исполнительным механизмом 36 (фиг.З).
Узел механизма 3 выгрузки стопы .содержит исполнительный.механизм 36, взаимодействующий с системой автоматического управления (не показано), с которым через тяги 37 стержня 38, размещенные на кронштейнах 39 стоек
40, и рычаги 41 соединены половины 23, поворотные на осях 24 передней стенки на.копителя (фиг. 1-3).
5 Разъемные штучные изделия 9 состоят из крышки 42 и корпуса 43 изделия (фиг. 11, 12 и 14). .
Датчик количества изделий, система управления, три распределителя
5
0
5
пневматических электромат нитпых че- тырехходовых, не показаны.
На фиг. 1-3 и 6 тонкими линиями показаны расположения деталей, узлов устройства в динамике, занимающие конечное положение.
Устройство работает следующим образом.
Комплектуемые изделия 9 по подающему лотку 1 и под действием бесконечного приводного ремня 8 поступает через отверстие в корпусе 11 на резьбовые выстушз противоположно вращающихся приводных винтов 12 и опускают- 15 портера 26 сформированная в заданном
СИ в шаговый пневматический транспортер 14 накопителя 2. По сигналам системы автоматического управления происходит поочередная подача и стравливание сжатого воздуха в герметизированные камеры 18, размещенные в окнах 15 пластин 13.
В результате такого чередования подачи и стравливания сжатого воздуха через одну в. герметизированных камерах 18 последние последовательно зажимают и отпускают изделия 9. При ЭТОМ они за каждый цикл перемещаются на шаг вниз по транспортеру 14. При подходе изделий к участку транспортера 14, где на пластинах 13 нет окон 15 и изделия 9 свободно перемещают ся, проходя через раскрытую в этот период работы устройства зажим- чую пневматическую муфту 27, поступа iOT во второй шаговый пневматический транспортер 23. Этим транспортером 23 изделия 9 продолжают перемещаться вниз и формкрутотся в пл отную стопу, которая опирается нижним изделием этой стопы на движущийся ленточный горизонтальный транспортер 26.
При сформировании стопы с заданным количеством в ней изделий 9 по. команде, от датчика количества изделий система автоматического управления подает команду на стравливание возд;, ха из каналов всех пластин второго шагового пневматического транспортера 235 срабатывание зажимной пневматической муфты 27 и механизма 3 выгрузки стопы. По этим командам через мйгистраль пневмосистемы, пи- тающую эластичные оболочки 31 зажимной муфты 27,, в них подается сжатый Еоздудс При этом оболочки зажимают одно из изделий, С вьщержкой времени по команде системы автоматического управления исполнительный механизм
36 через тяги 37 стержня 37 и рычаги 41 поворачивает на осях 24 половины 25 накопителя. Одновременно с этим, в результате взаимодействия с тем же исполнительным механизмом 36 через тяги 35, поворачивается эксцентрик 33, который в свою очередь вызывает перемещение корпуса 28 зажимной муфты 27 вверх (фиг. .1 и 2) ,
После поворота половин 25 стенки накопителя 2 в сторону от продольной оси горизонтального ленточного транс
количестве изделий стопа перемещена лентой этого транспортера из накопителя 2 на место вьщачи стопы изделий. В промежутке времени пока происходит выгрузка стопы изделий в резервной ёмкости 22 продолжается скапливание изделий, которые перемещаются с подающего лотка 1 через винтовой транспортер 10 и шаговый пневматический транспортер 14 и опираются на зажатое зажимной пневматической муфтой 27 изделие 9 выполняющего в это время роль накопителя 2.
По завершении операции выгрузки очередной стопы с системь автоматического управления подается команда на реверс исполнительного механизма 36, который возвращает в исходное положение половинки 25 стенки накопителя 2 и одновременно, поворачивая . эксцентрик 33, опускает корпус 28 зажимной муфты 27 в исходное нижнее положение. По команде системы автоматического управления происходит поочередная подача и стравливание сжатого воздуха в герметизированные камеры второго шагового пневматического транспортера 23, стравливается
сжатый воздух из эластичных оболочек 31 зажимной пневматической муфты 27. Все изделия 9, накопленные в резервной емкости 22 за время выгрузки стопы из накопителя 2, оттускаются вовторой шаговый пневматический транспортер 23 накопителя 2. Процесс форирования стопы в нужном количестве и ее выгрузка повторяются.
ормула изобретения
1. Устройство для укладки изделий стопу, содержащее подающий лоток датчиком количества изделий, накоI
питель с подвижным основанием и механизм выгрузки стопы из накопителя, связанный системой автоматического управления с датчиком количества изделий, отличающееся тем, что, с целью повышения производитель ностй, накопитель включает вертикаль ный винтовой транспортер и два ,соос- но установленных под ним шаговых пневматических транспортера, между которыми размещена резервная емкость со смонтированной в ее нижней части зажимной пневматической муфтой, связанной с системой автоматического управления и установленной с воз
9
можностью вертикального возвратно- поступательного перемещения.
2. Устройство ПОП.1, отличающееся тем, что каждый шаговый пневматический транспортер выполнен в виде жестко закрепленных с образованием проема для прохода изделий вертикальных пластин с окнами,
к которым с внутренней стороны закреплены эластичные оболочки, сообщенные через окна с системой поочередной подачи и стравливания сжатого воздуха, при этом окна пластин расположены поярусно в параллельных горизонтальных плоскостях.
26
fpuz.2
в-в
Л
V
г
23
28
ФигМ
Вид Г
Фиг 5
Фиг.6



Изобретение относится к упаковочному оборудованию, а именно к автоматическому упаковочному оборудованию для приема, укладки в стойу заfuz.l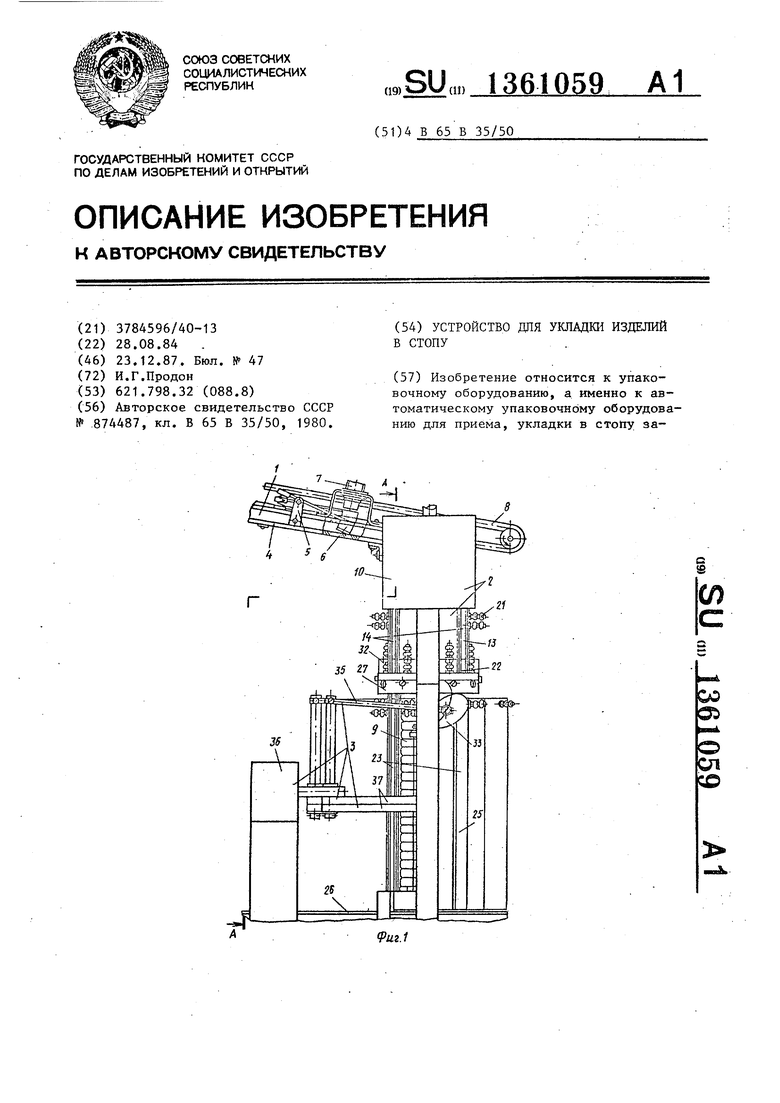
BuSE
21
П Ю
Фиг. 8 Ж-Ж
Фиг. 7
Фиг. 10
9
Фиг. 11
Фиг.11
Фиг.ТЗ .
S4 -f
4- 4- , 4-4-4- 4-. Ч- , + 4-4- 4- .
иши
±
Фиг.1
. Редактор М,Вланар
Составитель О.Драгунова
Техред Л.Сердюкова Корректор М.Пожо
Заказ 6188/24 Тираж 641Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
зг
42
Ч
T
© +
©ij-v
-4- -4-Н
I 1 l I I
4J
| Устройство для накопления предметов | 1980 |
|
SU874487A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
