113625512
Изобретение относится к обработкепеременных радиальных усилий ролику
металлов давлением и может быть ис-2 относительно нормали к раскатываепользовано для торцовой раскатки ко-мой поверхности заготовки 1, проходялец.(-щей через геометрический центр О роЦель изобретения - повышение про-лика 2, вектор скорости вращения
изводительности путем увеличения пода-ролика занимает ряд последовательных
чи раскатных роликов за счет сниженияположений в плоскостях, содержащих
усилия раскатки.вектор скорости различных участков
На фиг. 1 изображена схема ра.скат- юзоны контакта детали (от плоскости,
ки кольца предложенным способом; насодержащей вектор V , до плоскости,
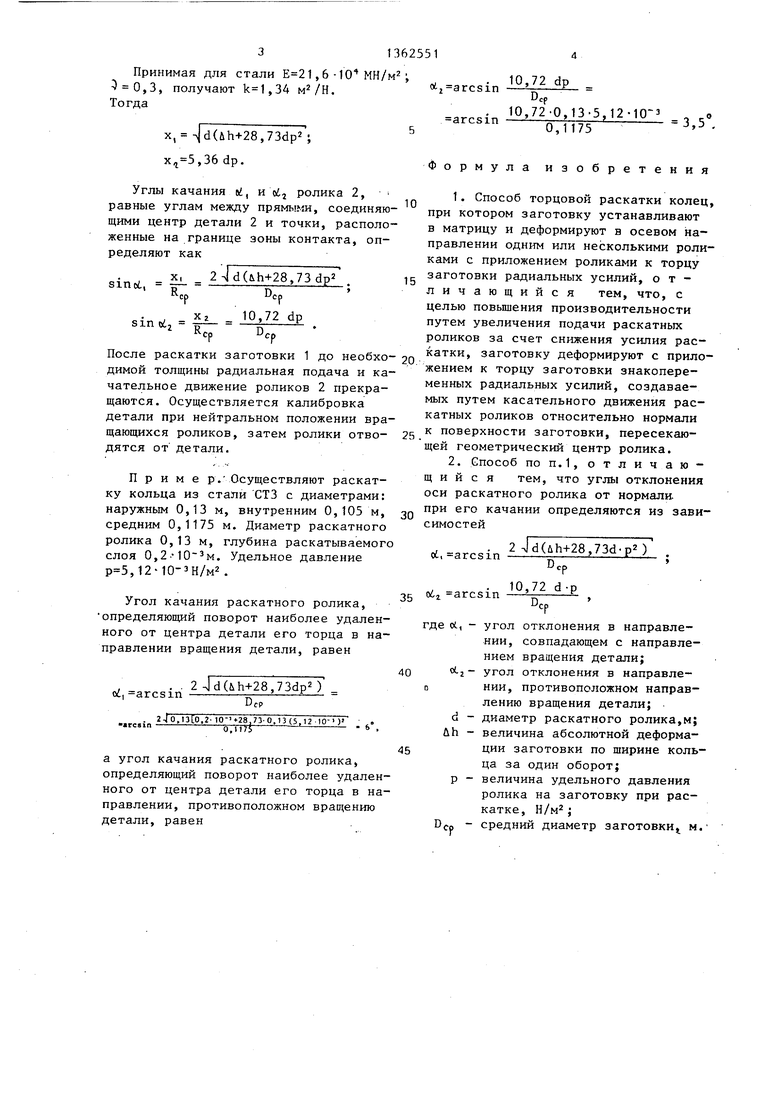
фиг. 2 - разрез А-А на фиг. 1; насодержащей вектор Vg,). Величина угфиг. 3 - вид Б на фиг. 2.лов о(., и абг отклонения оси раскатки
Способ торцовой раскатки колец,ролика от нормали при его качании оппри котором заготовку 1 устанавливают 15ределяется величиной зоны контакта.
в матрицу и деформируют в осевом на-Длина линии контакта I ролика 2 с заправлении одним или несколькими роли-готовкой 1 (фиг. .3) определяется как
ками 2 с приложением роликами 2 к тор-i. ,:,.
цу заготовки 1 радиальных усилий, за- ,((r-BjD) + (r-B,Bj )2. готовку 1 деформируют с приложением 20
к торцу заготовки 1 знакопеременных Определяя , + Л, где ih радиальных усилий, создаваемых путемглубина раскатываемого слоя, Л, , й качательного движения раскатных роли-величины местной упругой деформации
ков 2 относительно нормали к поверх-соответственно ролика и детали, и,
ности заготовки 1, пересекающей гео- 25пренебрегая малыми величинами, наметрический центр ролика 2.ходят
Углы отклонения оси раскатки роли- i; .,
,ка от нормали при его качании опреде- 1 -Aj2ruh+2r ( й, +u 2г (и, + &), ляются из зависимости
) 30где г - радиус ролика.
ot,arcsin ,13d.pM .Отсюда l 2rih+x|+x,, где х,-л|2г(ь,,):
срВеличины U, и uj определяются на ос10 72 d pнове положений теории упругости
cij arcsin -т-1- 11 л2 1
°Г «.- .
rpjB oil - угол отклонения в направлении, совпадающем с направле- д , р - удельное давление ро- нием вращения детали; лика на деталь; - угол отклонения в направле-Е - модуль упругости;
НИИ, противоположном направ- до-5 - коэффициент Пуассона,
лению вращения детали;Пренебрегая упругой деформацией
d - диаметр раскатного ролика,м;раскатываемой детали при малой ее
h - величина абсолютной деформа-толщине по сравнению с радиусом роции заготовки по ширине ;лика, принимают Е с .
кольца, м; Тогда
tyi- I л
р - величина удельного давления 1--J
1 да
х л12г(й,-ь &,) 2г- 2q
х л12г(й,-ь &,) 2г- 2q
ролика на заготовку при рас- i , J ТГЕ
катке, Н/м2;i--D(, - средний диаметр заготовки,м. 8гр х --- .
I . t 2 il E
Раскатку заготовки 1 осуществляют 50
вращающимися раскатными роликами 2.Отсюда
В нейтральном положении вектор ско- i 1--
рости вращения роликов V лежит вx, 8krp, где k g одной плоскости с вектором скорости вращения детали V,, . На остальных 55 Величина х определяется как
участках векторы скорости вращения1 i,
детали, например, V и V, не ле-x, 2ruh+x - 2гAh+(8krp)2
жат в одной плоско сти с вектором ско-.,
рости ролика VP . При сообщении знако- л1 2r(bh+32k гр .
гда
1 да
х л12г(й,-ь &,) 2г- 2q
i , J
i--31362551
Принимая для стали ,6-10 МН/м
5 0,3, получают ,34 м /Н. Тогда
0
X, л|а(дЫ-28,73ар2 ; ,36 dp.
Углы качания tL, и oij ролика 2, равные углам между прямь мн, соединяющими центр детали 2 и точки, расположенные на границе зоны контакта, определяют как
sinci, р-
X, 2 л1а(ьЬ+28,73ар
R
DCP
sin ci.
2ii 10 72 dp Rr
ep D(-p
После раскатки заготовки 1 до необхо- ДИМОЙ толщины радиальная подача и ка- чательное движение роликов 2 прекращаются. Осуществляется калибровка детали при нейтральном положении вращающихся роликов, затем ролики отво- дятся от детали.
Приме р. Осуществляют раскатку кольца из стали СТЗ с диаметрами: наружным 0,13 м, внутренним О,105 м, средним 0,1175 м. Диаметр раскатного ролика 0,13 м, глубина раскатываемого слоя 0,2- 10 м. Удельное давление ,12-10-зн/м2.
Угол качания раскатного ролика, определяющий поворот наиболее удаленного от центра детали его торца в направлении вращения детали, равен
. . (bh+28,73dp)
oi, arCSin :;
DC
JCP
arcsin
2 4 0,13 0,2- .73. 0,13(5,12 to- ) 0,1175
a угол качания раскатного ролика, определяющий поворот наиболее удаленного от центра детали его торца в направлении, противоположном врап1ению детали, равен
10,72 dp
Ucp
10,72-о,13-5,12-10-3о
о,п75 5
Формула изобретения
1.Способ торцовой раскатки колец, при котором заготовку устанавливают
в матрицу и деформируют в осевом направлении одн1т или несколькими роликами с приложением роликами к торцу заготовки радиальных усилий, отличающийся тем, что, с целью повышения производительности путем увеличения подачи раскатных роликов за счет снижения усилия раскатки, заготовку деформируют с приложением к торцу заготовки знакопеременных радиальных усилий, создаваемых путем касательного движения раскатных роликов относительно нормали к поверхности заготовки, пересекающей геометрический центр ролика.
2.Способ ПОП.1, отличающийся тем, что углы отклонения оси раскатного ролика от нормали.
при его качании определяются из зависимостей
об, arcsin
ot., arcsin
2 лld(йh+28,73dpЧ Dcp
10,72 d-p
D
P
0
5
где ci., - угол отклонения в направлении, совпадающем с направлением вращения детали; otj- угол отклонения в направле- п НИИ, противоположном направлению вращения детали; d - диаметр раскатного ролика,м; ЛЬ - величина абсолютной деформации заготовки по ширине кольца за один оборот; р - величина удельного давления ролика на заготовку при раскатке, Н/м ; DCO средний диаметр заготовки м.
А-й
Фие.1
Фиг. г
Suds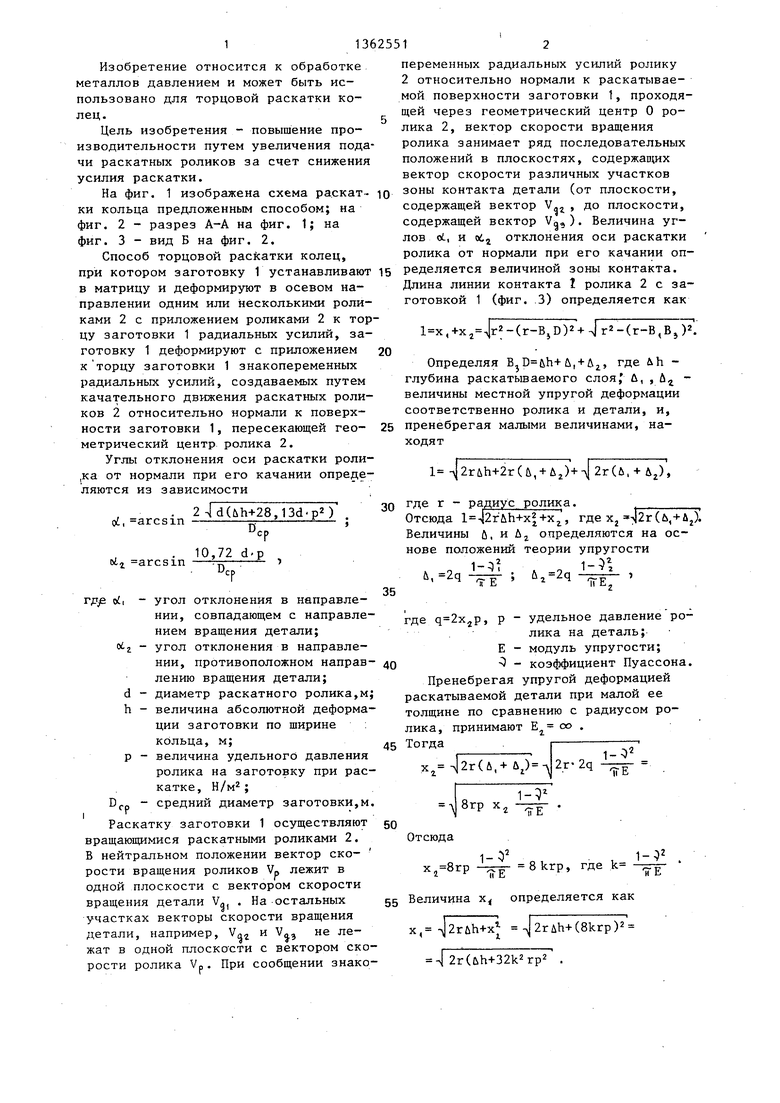
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки кольцевых заготовок | 1985 |
|
SU1324734A1 |
| Полуавтомат для холодной прокатки заготовок в торец | 1985 |
|
SU1266625A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1761349A1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1784406A1 |
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2013 |
|
RU2567084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для раскатки колец. Оно позволяет повысить производительность процесса раскатки путем увеличения подачи раскатных роликов. Вращающимся раскатным роликам сообщают качательное движение относительно нормали к раскатываемой поверхности детали, проходящей через геометрический цертр .ролика.Угол-отклонения раскатного ро-; лика в направлении,совпадающем с нап--; равлением вращения детали, находят из зависимости л, arcsin((4h+28,73dp) / /DppJ, а угол отклонения в противоположном направлении - из зависимости oij arcsin (10,72ар)/В„ , где d - диаметр раскатного ролика, м;- лЬ - абсолютная деформация за один оборот заготовки кольца по ширине, м; р - удельное давление ролика на заготовку, , DC- - средний диаметр заготовки, м. Б результате интенсифи- д цируется процесс течения металла заго- ® товки при раскатке. 1 з.п. ф-лы. Зил. (Л
Составитель А. Колпаков Редактор Л, Повхан Техред А.Кравчук Корректор С. Черни
Заказ 6337/8 Тираж 583Подписное
ВНИИПИ Государственного .комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
