Изобретение относится к обработке металлрв давлением, в частности к производству осесимметричных деталей раскаткой.
Известен способ получения осесям- метричных деталей горячей объемной штамповкой.
Однако в этом случае деформирование производится сразу во всем объеме, т.е. требуются большие усилия с применением массивных штампов, трудоемких в изготовлении. Кроме этого, штамповкой невозможно получить тонкостенные детали.
Наиболее близок к предлагаемому объекту по совокупности признаков способ изготовления осесимметричных деталей торцовой раскаткой с помощью бокового ролика.
Целью предполагаемого изобретения является расширение технологических возможностей за счет получения тон- костенньк элементов деталей.
Поставленная цель достигается тем, что боковой ролик устанавливают с зазором относительно матрицы, а в ,процессе формообразования одновремен- -но с приложением усилия торцовой раскатки и радиального усилия осуще- ствляют выдавливание металла заготовки в зазор между наружной поверхностью матрицы и боковой поверхнос- 1тью ролика с образованием стенки де- /тали. Раскатку заготовки производят с величиной зоны воздействия радиального усилия, меньшей величины зоны локального воздействия раскатки или .большей величины зоны локального воздействия раскатки. Сопоставительный анализ заявляемого технического решения с прототипом показал, что за являемый способ отличается от известного тем, что боковой ролик установлен относительно матрицы с зазором, а в процессе формообразования . одновременно с приложением усилия
сл
с
VI о
ы
Ьь
-
10
20
25
J1761349
торцовой раскатки и радиального усиия осуществляют выдавливание метала заготовки в зазор между наружной поверхностью матрицы и боковой поверхностью ролика с образованием стенки детали.
Таким образомтпредлагаемый объект соответствует критерию новизна.
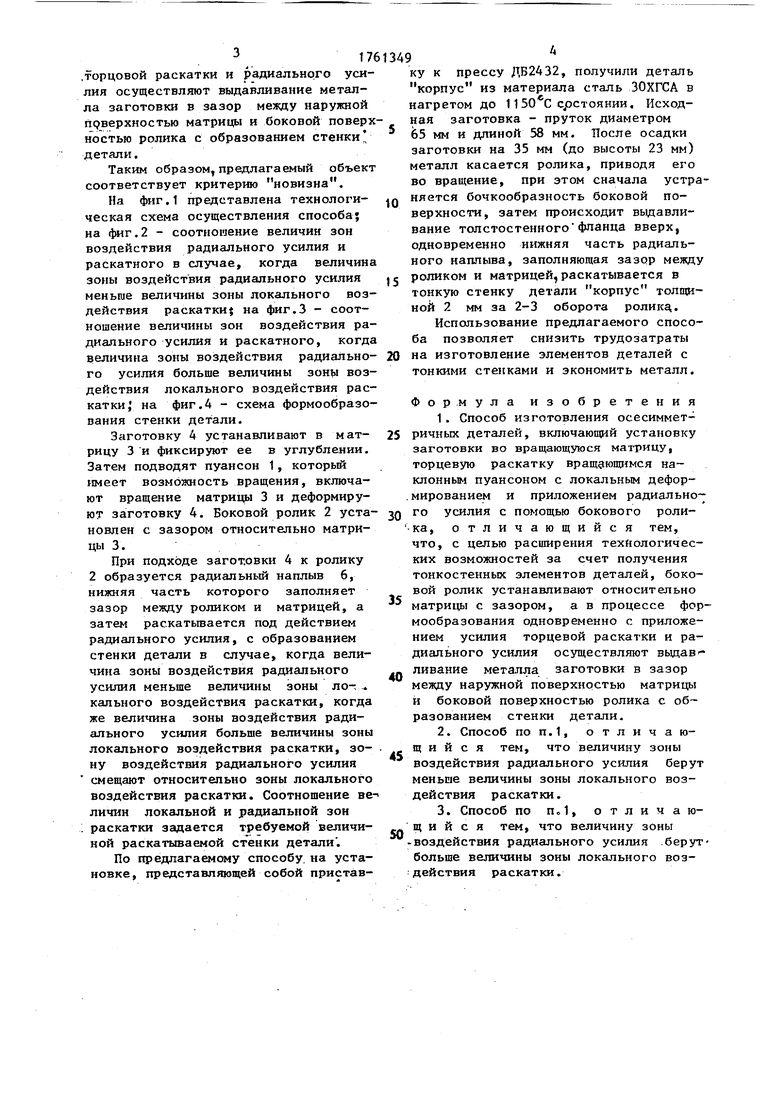
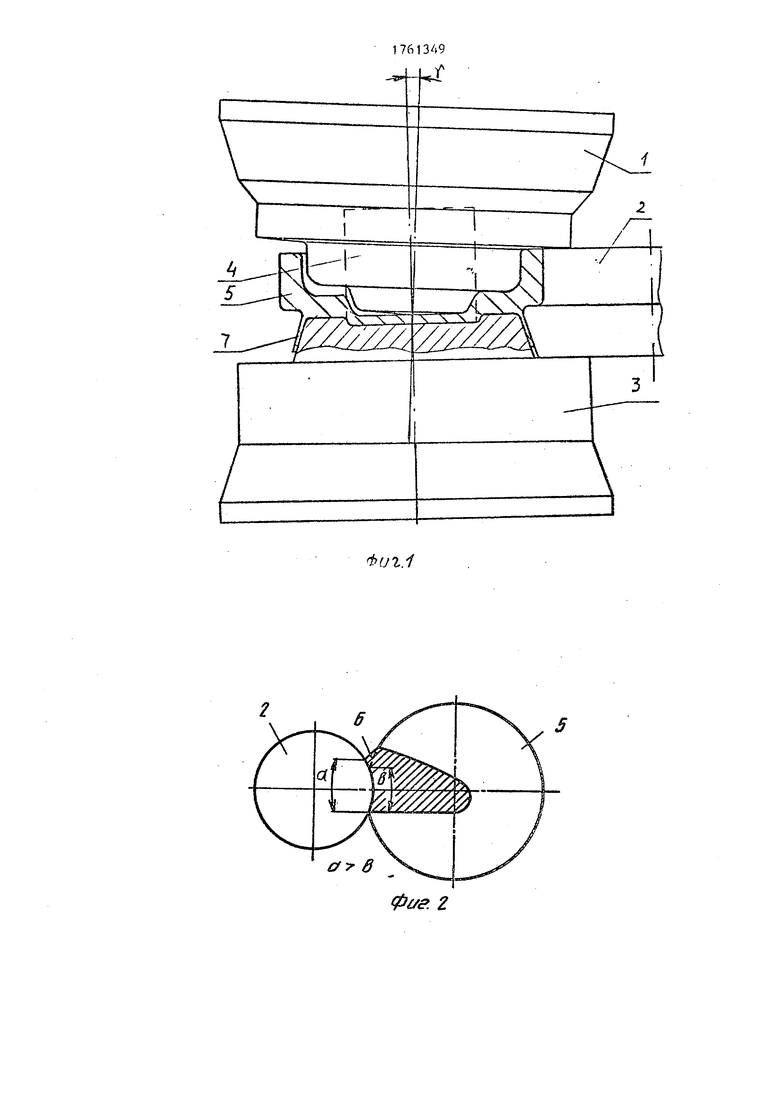
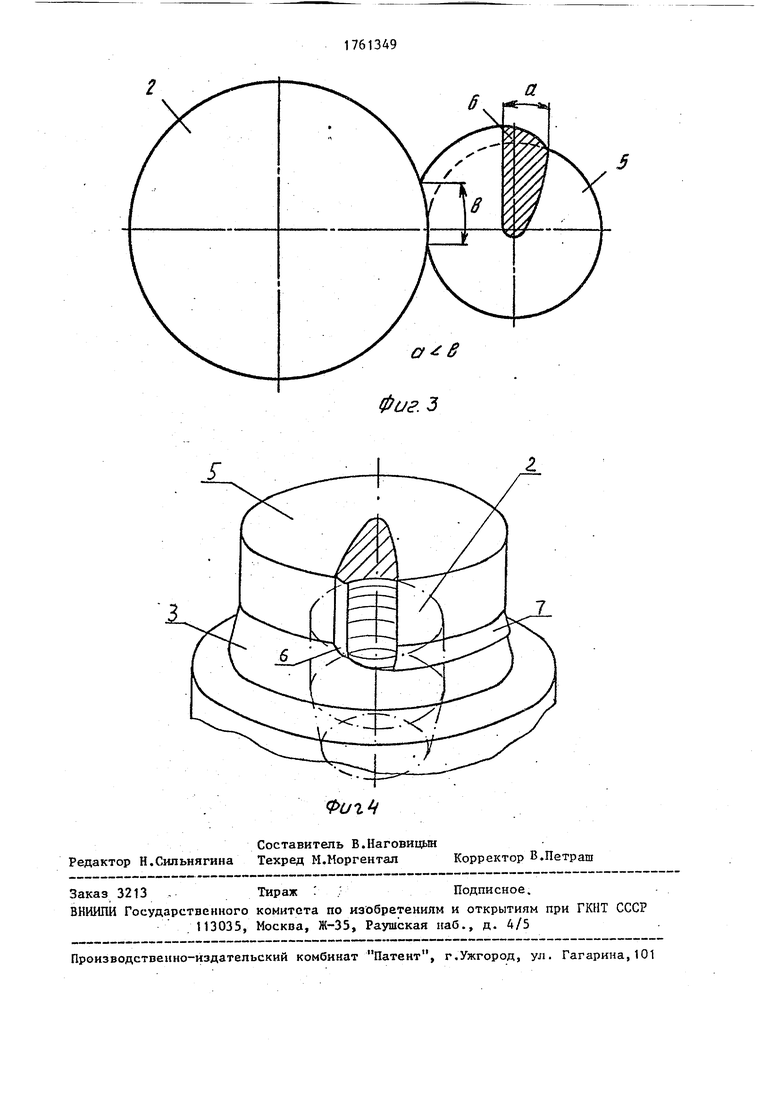
На фиг.1 представлена технологическая схема осуществления способа; на фиг.2 - соотношение величин зон воздействия радиального усилия и раскатного в случае, когда величина зоны воздействия радиального усилия меньше величины зоны локального воздействия раскаткиj на фиг.З - соотношение величины зон воздействия радиального усилия и раскатного, когда величина зоны воздействия радиального усилия больше величины зоны воздействия локального воздействия раскатки} на фиг.4 - схема формообразования стенки детали.
Заготовку 4 устанавливают в матрицу 3 и фиксируют ее в углублении. Затем подводят пуансон 1, который имеет возможность вращения, включают вращение матрицы 3 и деформируют заготовку 4. Боковой ролик 2 установлен с зазором относительно матрицы 3.
При подходе заготовки 4 к ролику 2 образуется радиальный наплыв 6, нижняя часть которого заполняет зазор между роликом и матрицей, а затем раскатывается под действием радиального усилия, с образованием стенки детали в случае, когда величина зоны воздействия радиального усилия меньше величины зоны ло- .. кального воздействия раскатки, когда же величина зоны воздействия радиального усилия больше величины зоны локального воздействия раскатки, зону воздействия радиального усилия смещают относительно зоны локального воздействия раскатки. Соотношение ве-ч личин локальной и радиальной зон раскатки задается требуемой величиной раскатываемой стенки детали .
По предлагаемому способу на установке, представляющей собой пристав с р
30
35
40
4S
50
-в
0
ку к прессу ДВ2432, получили деталь корпус из материала сталь ЗОХГСА в нагретом до 1150 С срстоянии. Исходная заготовка - пруток диаметром 65 мм и длиной 58 мм. После осадки заготовки на 35 мм (до высоты 23 мм) металл касается ролика, приводя его во вращение, при этом сначала устраняется бочкообразность боковой поверхности, затем происходит выдавливание толстостенного Фланца вверх, одновременно нижняя часть радиального наплыва, заполняющая зазор между с роликом и матрицей, раскатывается в тонкую стенку детали корпус толщиной 2 мм за 2-3 оборота ролика,.
Использование предлагаемого способа позволяет снизить трудозатраты на изготовление элементов деталей с тонкими стенками и экономить металл.
5
0
5
0
S
0
Формула изобретения
1.Способ изготовления осесиммет- ричных деталей, включающий установку заготовки во вращающуюся матрицу, торцевую раскатку вращающимся наклонным пуансоном с локальным деформированием и приложением радиального усилия с помощью бокового ролика, отличающийся тем, что, с целью расширения технологических возможностей за счет получения тонкостенных элементов деталей, боковой ролик устанавливают относительно матрицы с зазором, а в процессе формообразования одновременно с приложением усилия торцевой раскатки и радиального усилия осуществляют выдав - ливание металла заготовки в зазор между наружной поверхностью матрицы
и боковой поверхностью ролика с образованием стенки детали.
2.Способ поп.1, отличающийся тем, что величину зоны воздействия радиального усилия берут меньше величины зоны локального воздействия раскатки.
3.Способ по п.1, отличающийся тем, что величину зоны
-воздействия радиального усилия берут- больше величины зоны локального воздействия раскатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1784406A1 |
| Способ получения тонкостенных стаканов | 1985 |
|
SU1382556A1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| Способ изготовления крупногабаритных дисков | 2022 |
|
RU2796033C1 |
| Способ выдавливания зубьев на изделиях | 1977 |
|
SU940974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
Использование: получение торцевой раскаткой деталей с тонкими стенками. Сущность изобретения: заготовку помещают во вращающуюся матрицу, с зазором относительно которой установлен боковой ролик. В процессе формообразования одновременно с приложением усилия торцевой раскатки и радиального усилия осуществляют выдавливание металла заготовки в зазор между наружной поверхностью матрицы и боковой поверхностью ролика с образованием стенки детали. 2 з.п. ф-лы, 4 ил.
.1
ФЈ/Р. 2
jT
ФигЧ
Составитель В.Наговицын Редактор Н.Сильнягина Техред М.Моргентал Корректор В.Петраш
Заказ 3213 - Тираж : Подписное.
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
а
| Способ изготовления осесимметричных деталей | 1978 |
|
SU867490A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
