Изобретение относится к сварке и может быть использовано для изготовления сварных прямошовных труб из металлических и неметаллических матери- алов.
Целью изобретения является интенсификация процесса нагрева путем увеличения площади контакта между вращающейся вставкой и кромками штрипса.
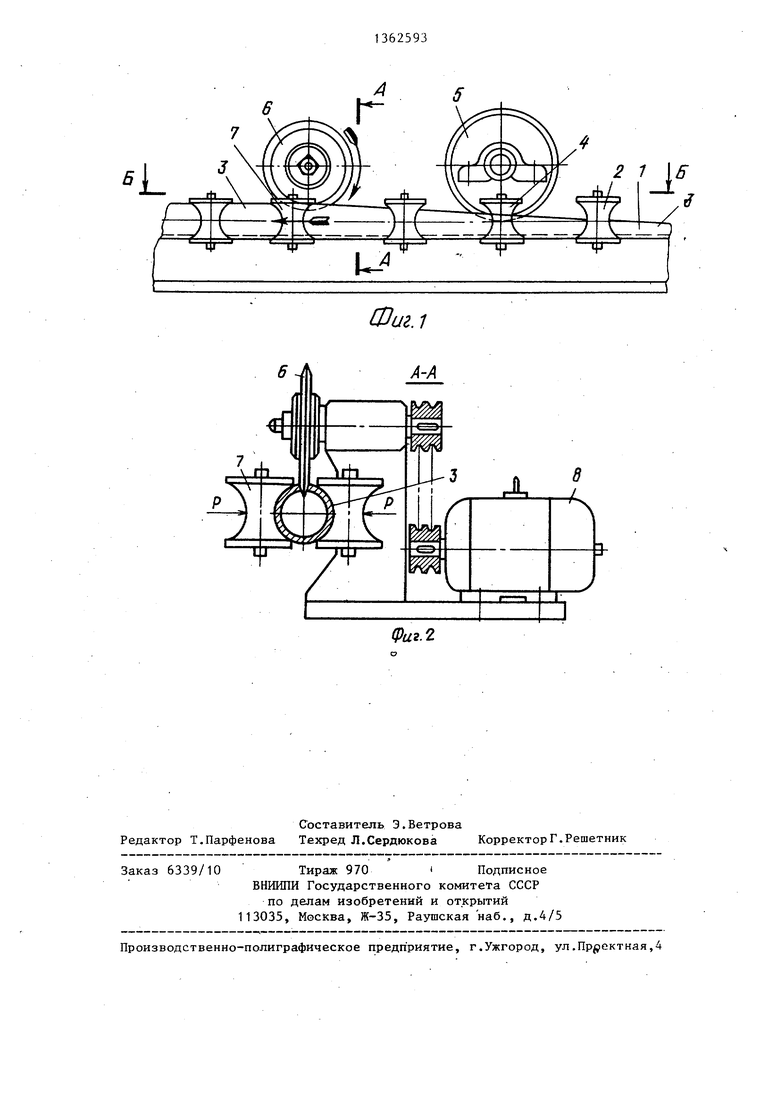
На фиг. 1 изображена схема процесса изготовления прямошовных труб сваркой трением; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1,
На фиг. 3 приняты следующие обозначения: ti, - угол схождения кромок штрипса (град); t - расстояние между распорной шайбой и вращающейся вставкой (мм); S - толщина расйорной шай- Вы (мм).
Формирование кромок штрипса и создание угла охлаждения их в горизонтальной плоскости распорной шайбой, равного углу скоса вращающейся встав- ки, позволяет максимально увеличить площадь контакта между вращающейся шайбой и кромками штрипса, что в свою очередь обеспечивает максимальную интенсивность нагрева кромок и, соответственно , повьш1ает производитель- ность процесса в целом.
Предлагаемый способ осуществляется следующим образом.
Штрипс 1 задают в формовочные валки 2, где он формуется в трубу 3, затем сформованную трубу 3 прижимными валками 4 прижимают к формующему диску 5, где за счет выбора определенной толщины S формующего диска 5 обеспечивается угол об схождения кромок штрипса, равный углу скоса кромок сварочного диска 5. При трении кромок штрипса о кромки сварочного диска 6, происходит разогрев кромок штрипса, которые под действием давления сварочных валков 7 свариваются. Св арочный диск 6 приводится во вращение двигателем 8.
И р и м е р, В лабораторных условиях была проведена сварка 60 труб диаметром 33 мм с толщиной стенки 1,5 мм из стали марки 08Х18Т1. При зтом расчетное
5
0
5
0
усилие прижатия кромок штрипса к сварочному дис.ку составило 5 кгс/мм. Угол скоса кромок сварочного диска oi бып выполнен равным 10 . Формующий- диск размещали от сварочного диска на расстоянии 100 мм. Диаметры дисков бьши одинаковы и составляли 500 мм. Толщину формующего диска выбирали из соотношения
S 2 tg ot/2, .
при этом величина S составила 10 мм. За счет того, что угол схода кромок штрипса совпадал с углом скоса сварочного диска, площадь контакта достигала максимального значения и разогрев их происходил более интенсивно (со скоростью 200 С/с, по сравнению с 170°С/с при известных способах) в связи с чем скорость сварки увели- чилась до 7 м/с, по сравнению с 5,8 м/сек.
Использование предлагаемого способа позволяет повысить производительность известных способов производства прямошовных труб из металлических и неметаллических (пластмассы, стекло и др.) материалов.
Формула изобретения
Способ изготовления прямошовных труб по авт. св. № 1233978, отличающийся тем, что, с целью интенсификации процесса нагрева путем увеличения площади контакта между вращающейся вставкой и кромками штрипса, угол схождения кромок штрипса в горизонтальной плоскости предварительно формируют распорной шайбой, толщину которой выбирают из соотношения:
S 26 tgo6/2
где S - толщина распорной шайбы,мм;
6 - расстояние между распорной шайбой и вращающейся вставкой, мм;
oi - угол скоса вращающейся вставки, град.
L
d
ЬгЗ
м
г/г.7
/1-/1
Составитель Э.Ветрова Редактор Т.Парфенова Техред Л.Сердюкова Корректор Г.Решетник
Заказ 6339/10 Тираж 970 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предп риятие, г.Ужгород, ул.Пр 5ектная,4
йгг.г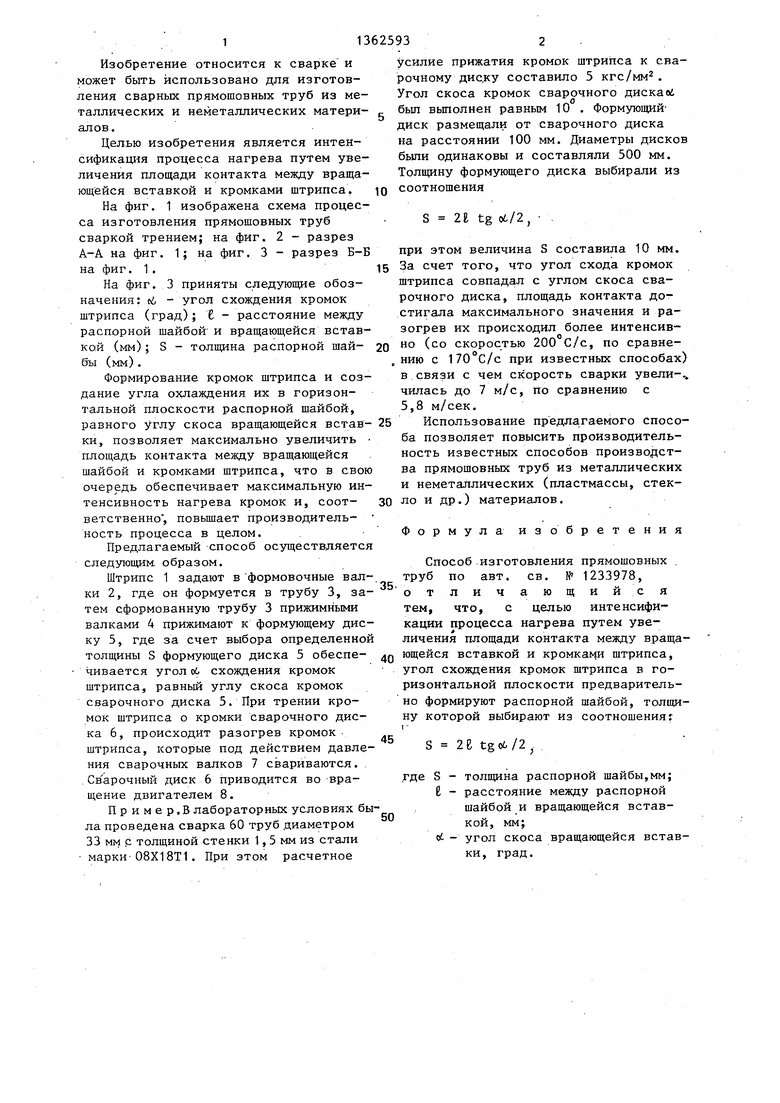
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки прямошовных труб трением | 1987 |
|
SU1433522A1 |
| Способ изготовления прямошовных труб сваркой трением | 1989 |
|
SU1694280A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2345859C1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| Способ производства сварных труб | 1988 |
|
SU1611486A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Технологический инструмент сварочной клети | 1989 |
|
SU1731339A1 |
Изобретение относится к сварке и может быть использовано для изготовления сварных прямошовных труб из металлических и неметаллических материалов. Целью изобретения является интенсификация процесса нагрева путем увеличения площади контакта между вращающейся вставкой и кромками штри- пса. Формующий диск 5 заданной толщины S определяет угол об схождения кромок заготовки, при котором площадь контакта кромок со сварочным диском 6 максимальна. Разогретые до температуры сварки вращающимся сварочным диском 6 кромки сдавливаются сварочными валками 7 и свариваются. 3 ил. (Л Напроблрние сёарни 6-5 00 05 N3 СЛ СО to 14)
| Способ изготовления прямошовных труб | 1984 |
|
SU1233978A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
