I
Изобретение относится к трубоэлектросварочиому производству и кдсается усовершенствования устройств для сварки прямошовных труб.
Известно устройство, для сварки прямошовных труб, содержащее оправку с роликовой обоймой и сварочную клеть, при этом роликовая обойма установлена непосредственно за сварочной клетью и поддерживает свариваемые кромки трубы на участке осадки, уменьшая вероятность смешения кромок 1.
Однако известная конструкция не позволяет уменьшить давление осадки до требуемой по технологии сварки величины.
Наиболее близким к предлагаемому является устройство для сварки прямошовных труб, содержащее внутреннюю оправку с разжимными валковыми калибрами и сварочную клеть с обжимными валками (2).
Недостаток известного устройства состоит В иевозможности получения качественного сварного соединения из-за сжимающих усилий, возникающих при образовании требуемого угла схождения кромок и действующих на сварной щов.
гл в№ЗД№;а й:йд зе
Цель изобретения - повышение качества сварного шва путем разгрузки последнего от сжимающих усилий, возникающих при образовании угла схождения кромок.
Указанная цель достигается тем, что в устройстве для сварки прямошовных труб разжимные валковые калибры внутренней оправки смещены от вертикальной плоскости проходящей через ось обжимных валков сварочной клети, на расстояние равное 0,05- 0,3 диаметра свариваемой трубы в направлении движения изделия.
to
На фиг. 1 схематически изображено устройство для сварки прямощовных труб, общий вид; на фиг. 2 и 3 - примеры выполнения разжимного валкового калибра внутренней оправки.
15
Устройство содержит виутреннюю оправку 1 с опорными роликами 2 и углозадающими роликами 3, а также сварочную клеть, выполненную в виде индуктора 4 и обжимных валков 5.
На одном из концов оправки, размещен20ном за плоскостью сварочной клети на рйсстоянии 0,05-0,3 диаметра трубы, по ходу формовки установлен разжимной валковый калибр, выполненный в виде двух шарнирно
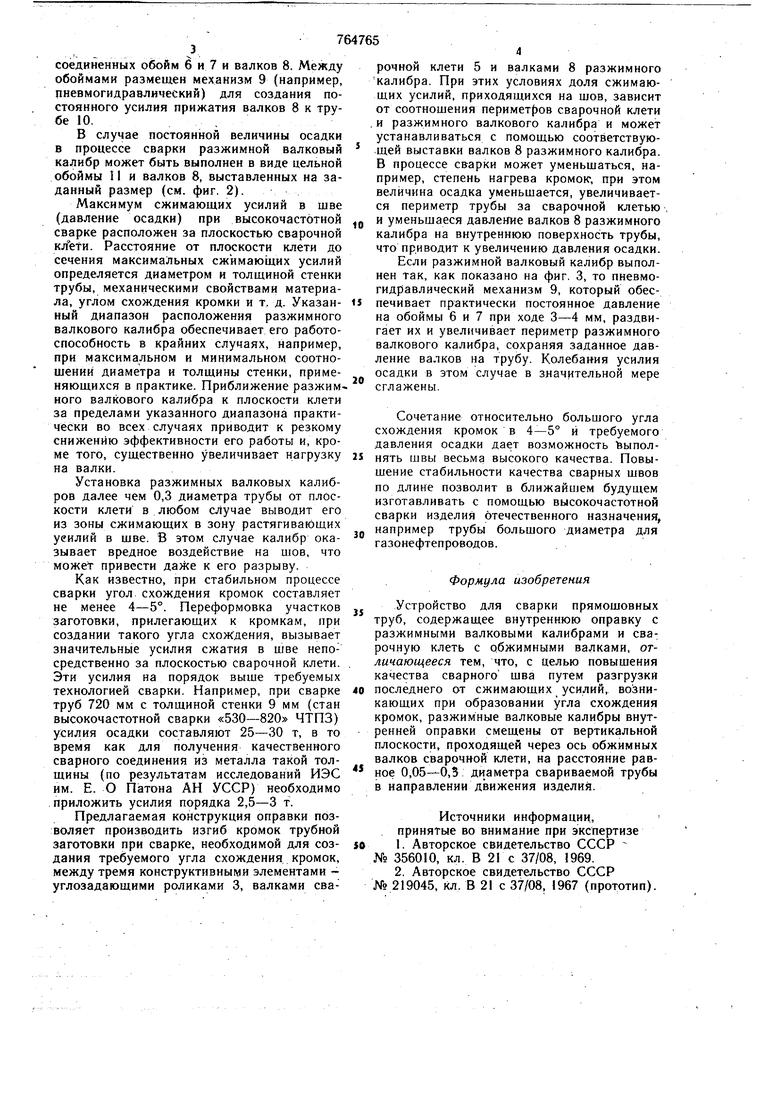
a te s s «saEseM es«fe B( соединенных обойм 6 и 7 и валков 8. Между обоймами размещен механизм 9 (например, пневмогидравлический) для создания постоянного усилия прижатия валков 8 к трубе 10. В случае постоянной величины осадки в процессе сварки разжимной валковый калибр может быть выполнен в виде цельной обоймы II и валков 8, выставленных на заданный размер (см. фиг. 2). Максимум сжимающих усилий в шве (давление осадки) при высокочастотной сварке расположен за плоскостью сварочной клети. Расстояние от плоскости клети до сечения максимальных сжимаюихих усилий определяется диаметром и толщиной стенки трубы, механическими свойствами материала, углом схождения кромки и т. д. Указанный диапазон расположения разжимного валкового калибра обеспечивает его работоспособность в крайних случаях, например, при максимальном и минимальном соотношений диаметра и толщины стенки, применяющихся в практике. Приближение разжимного валкового калибра к плоскости клети за пределами указанного диапазона практически во всех случаях приводит к резкому снижению эффективности его работы и, кроме того, существенно увеличивает нагрузку на валки. Установка разжимных валковых калибров далее чем 0,3 диаметра трубы от плоскости клети в любом случае выводит его из зоны сжимающих в зону растягивающих усилий в шве. В этом случае калибр оказывает вредное воздействие на шов, что может привести даже к его разрыву. Как известно, при стабильном процессе сварки угол схождения кромок составляет не менее 4-5°. Переформовка участков заготовки, прилегающих к кромкам, при создании такого угла схождения, вызывает значительные усилия сжатия в щве непосредственно за плоскостью сварочной клети. Эти усилия на порядок выше требуемых технологией сварки. Например, при сварке труб 720 мм с толщиной стенки 9 мм (стан высокочастотной сварки «530-820 ЧТПЗ) усилия осадки составляют 25-30 т, в то время как для получения качественного сварного соединения из металла такой толщины (по результатам исследований ИЭС им. Е. О Патона АН УССР) необходимо приложить усилия порядка 2,5-3 т. Предлагаемая конструкция оправки позволяет производить изгиб кромок трубной заготовки при сварке, необходимой для создания требуемого угла схождения кромок, между тремя конструктивными элементами углозадающими роликами 3, валками сварочной клети 5 и валками 8 разжимного калибра. При этих условиях доля сжимающих усилий, приходящихся на шов, зависит от соотношения перимет()ов сварочной клети и разжимного валкового калибра и может устанавливаться с помощью соответствующей выставки валков 8 разжимного калибра. В процессе сварки может уменьшаться, например, степень нагрева кромок-, при этом величина осадка уменьшается, увеличивается периметр трубы за сварочной клетью и уменьшаеся давление валков 8 разжимного калибра на внутреннюю поверхность трубы, что приводит к увеличению давления осадки. Если разжимной валковый калибр выполнен так, как показано на фиг. 3, то пневмогидравлический механизм 9, который обеспечивает практически постоянное давление на обоймы 6 и 7 при ходе 3-4 мм, раздвигает их и увеличивает периметр разжимного валкового калибра, сохраняя заданное давление валков на трубу. Колебания усилия осадки в этом случае в значительной мере сглажены. Сочетание относительно большого угла схождения кромок в и требуемого давления осадки дает возможность выполнять швы весьма высокого качества. Повышение стабильности качества сварных швов по длине позволит в ближайшем будущем изготавливать с помощью высокочастотной сварки изделия отечественного назначения, например трубы большого диаметра для газонефтепроводов. Формула изобретения Устройство для сварки прямошовных труб, содержащее внутреннюю оправку с разжимными валковыми калибрами и сварочную клеть с обжимными валками, отличающееся тем, что, с целью повышения качества сварного шва путем разгрузки последнего от сжимающих усилий, возникающих при образовании угла схождения кромок, разжимные валковые калибры внутренней оправки смещены от вертикальной плоскости, проходящей через ось обжимных валков сварочной клети, на расстояние равное 0,05-0,5 диаметра свариваемой трубы в направлении движения изделия. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 356010, кл. В 21 с 37/08, 1969. 2.Авторское свидетельство СССР №219045, кл. В 21 с 37/08. 1967 (прототип).
Фиг. 2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| СВАРОЧНАЯ КЛЕТЬ | 1971 |
|
SU314616A1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Способ изготовления сварных прямошовных труб | 1991 |
|
SU1787055A3 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| Сварочная клеть для изготовления труб с продольным швом | 1978 |
|
SU673340A2 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1977 |
|
SU707643A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| Сварочная клеть трубосварочного стана | 1987 |
|
SU1438874A1 |

