Изобретение относится к обработке .металлов давлением и может быть использовано для автоматизации процессов штамповки деталей из штучных заготовок .
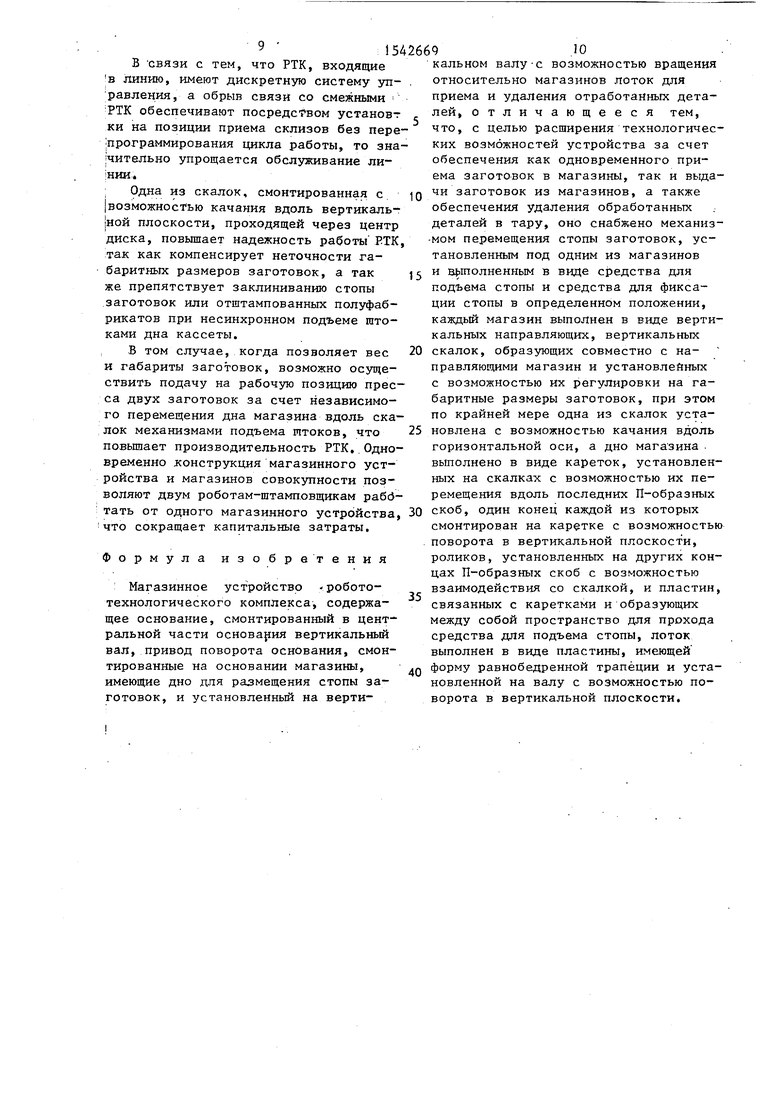
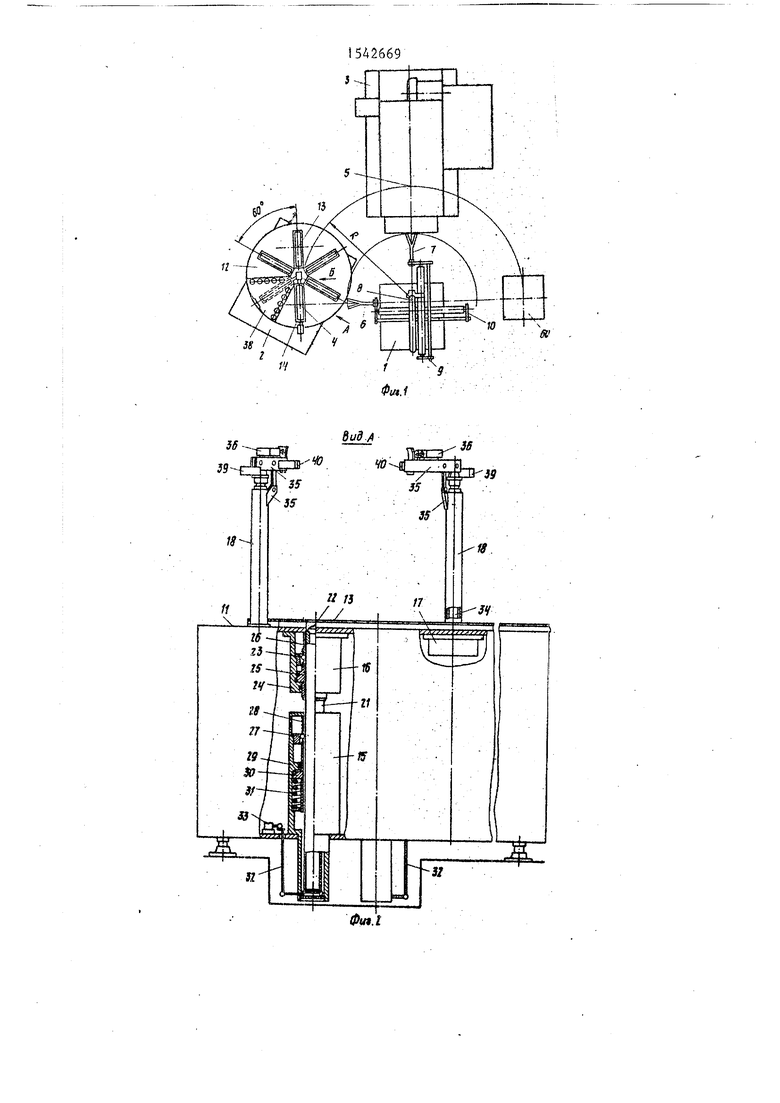
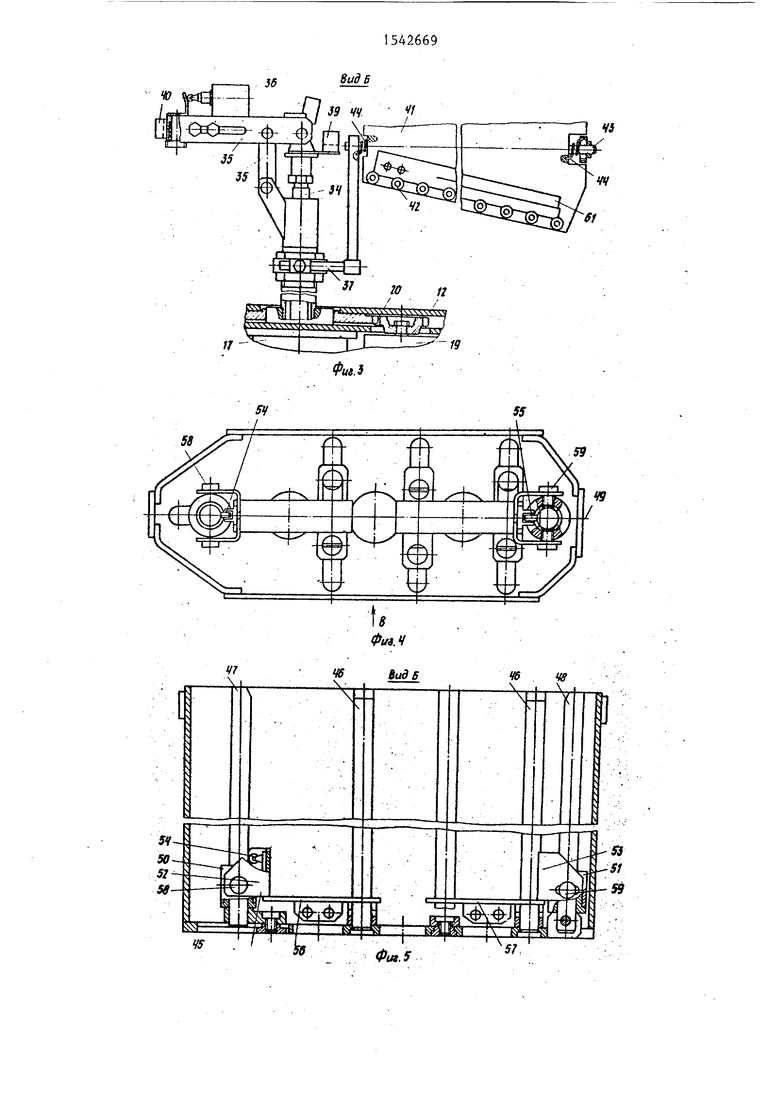
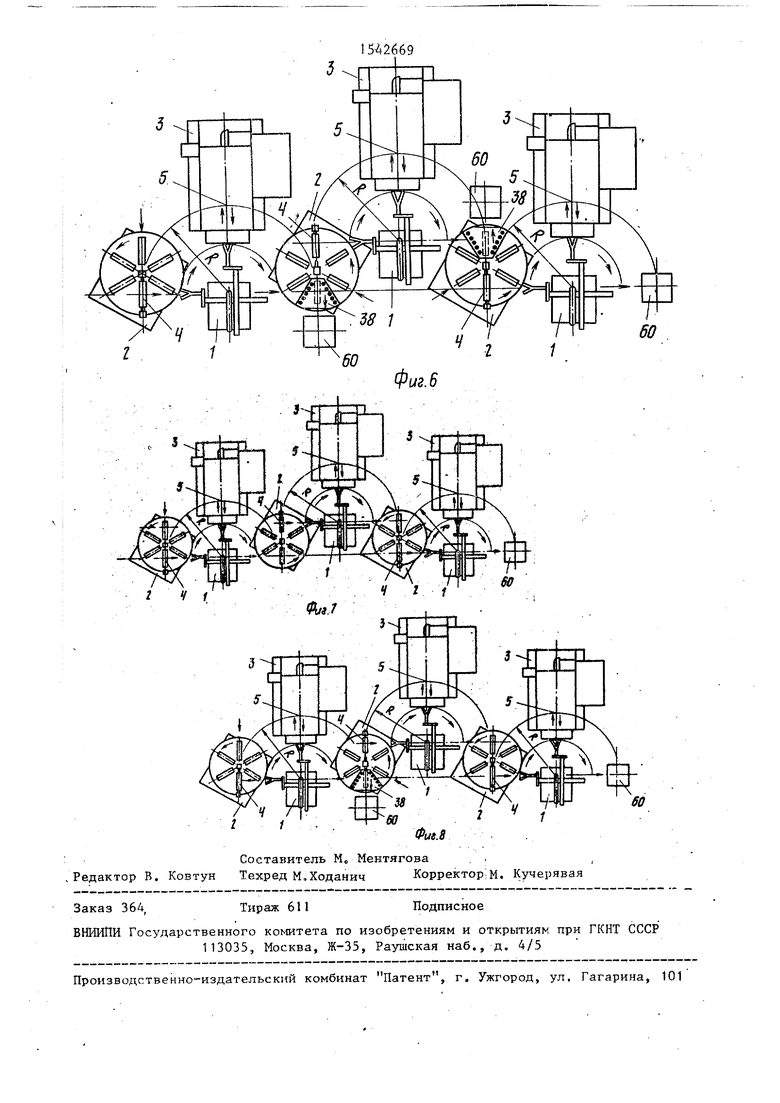
.Цель изобретения - расширение технологических возможностей устройства за счет обеспечения возможности как одновременного приема заготовок в магазины, так и выдачи заготовок из магазинов, а также обеспечения удаления обработанных заготовок в тару. На фиг.1 представлен РТК, вид в плане; на фиг.2 - вид А на фиг.1; на йиг.З - вид Б на фиг.1; на фиг.4 - магазин для заготовок, вид в плане; на фиг.5 - вид Б на на фиг.6 - использования РТК для одноoneрационной штамповки деталей; на фиг. 7 - то же, для многооперационной штамповки деталей; на фиг.8 - то же, для одно- и многооперационной штамповки деталей.
Магазинное устройство может быть встроено в робототехнический комплекс, который состоит из связанных с системами питания и управления робота - штамповщика 1, магазинного устройства 2 и пресса 3
Рабочие позиции 4 и 5 соответственно магазинного устройства 2 и пресса 3 находятся на траектории перемещения схватов 6 и 7, которая в горизонтальной плоскости представляет собой дугу окружности, описанную радиусом R относительно вертикальной оси 8 поворота рук 9 и 10 робота- штамповщика 1 ,
Магазинное устройство выполнено в виде рамы 11 со смонтированными шаровыми опорами (не показаны), на которые опирается поворотный диск 12, имеющий шесть позиций, одна из которых является позицией приема 13 заготовок или отштампованных полуфабрикатов (не показаны) с установленными на нем в фиксированном положении по радиусу магазинами 14 для заготовок (не показаны).. На раме 11 установлены приводы механизмов подъема 15 и фиксации 16, а также пневмоцилиндры 17 с упорами 18 и механизм поворота диска 32.
Механизм поворота диска 12 представляет собой пневмодвигатель поворота 19 с зубчатой передачей 20.
Штоки 21 с оголовками 22 для подъема стопы заготовок, предварительно уложенных в магазинах 14 до уровня выдачи под схват 6 робота-штамповщика 1, размещены в механизмах фиксации 16 и подъема 15.
Механизм фиксации б имеет цангу
23шарикового типа с пневмоцнлиндром
24и поршнем 25, через который проходит шток 21, цанга 23 поджата пружиной 26.
Механизм подъема 15 имеет цанговы шариковый захват 27, поджатый пружиной 28, пневмоцилиндр 29 с поршнем 30, поджатый пружиной 31, через который также проходит шток 21, а также подпружиненные рычаги 32, связанные с конечным выключателем 33
Внутри полых упоров 18 размещен шток 34 пневмоцилиндра 7, кинемати10
15
20
25
426694
чески связанный с рычагами 35, на которых установлены конечные выключатели 36.
На упоре 18„ расположенном по центру вертикальной оси диска 12 магазинного устройства 2, консольно закреплена вилка 37 (фиг.З) с возможностью поворота в горизонтальной плоскости вокруг указанного упора 18, на которой смонтирован склиз 38, причем склиз 38 расположен на высоте, достаточной для свободного перемещения магазинов 14, находящихся на поворотном диске 12 при повороте по- следнего из одной позиции в другую, при этом поворот диска 12 в другую позицию фиксируется конечным выключателем (не показан), размещенным на верхней плите рамы 11.
Датчики 39 и 40 установлены на рычагах 35.
Склиз 38 может располагаться над каждым из магазинов 14, кроме находящихся на рабочей позиции 4 магазинного устройства 2, и выполнен в виде пластины 41, имеющей форму равнобедренной трапеции, на которой, например, могут быть смонтированы ролики 42. Пластина 41 установлена на ось 43, расположенную параллельно плоскости диска 12, с возможностью поворота в вертикальной плоскости вокруг оси 43.
Для установки пластины 41 в горизонтальное положение последняя снабжена пружинами кручения 44.
Магазин 14 (фиг, 4 и 5) состоит из основания 45, на котором установлены направляющие 46 и скалки 47 и 48 с возможностью регулировки их на габариты заготовок или отштампованных полуфабрикатов, причем скалка 48 смонтирована с возможностью качания вдоль горизонтальной оси 49 для ком- (пенсации неточности габаритных размеров стопы заготовок, а также для предотвращения заклинивания стопы заготовок или отштампованного полуфабриката при неодновременном (несинхронном) пбдъеме штоков 21. На скал- . как 47 и 48 смонтировано дно кассеты, представляющее собой каретки 50 и 51, которые могут вертикально перемещаться вдоль последних. На каретках 50 и 51 установлены П-образные скобы 52 и 53 с роликами 54 и 55 и пластинами 56 и 57 П-обраэные скобы 52 и 53 установлены на осях 58 и 59 с возмож30
35
40
45
50
55
ностью поворота вокруг последних, а ролики 54 и 55 препятствуют повороту П-образных скоб 52 и 53 при подъеме кареток 50 и 51 штоками 21 магазинно го устройства 2 через пластины 56 и 57. Поворот П-образных скоб 52 и 53 вокруг осей 58 и 59 соответственно возможен только в том случае, когда каретки 50 к 51 подняты штоками 21 в крайнее верхнее положение и ролики 54 и 55 выходят из контакта со скалками 47 и 48 соответственно.
Работа устройства осуществляется следующим образом.
Предварительно заготовки загружаю в магазины 14, которые устанавливаю 1 на поворотный диск 12 магазинного устройства 2 каждого РТК автоматической линии многооперационного участка, при этом, склиз 38, закрепленный вилкой 37 посредством поворота вокруг упора 18, расположенного по центру вертикальной оси диска 12, перемещается на позицию приема 13 отштампованной детали.
В исходном положении один из магазинов 14 с заготовками каждого РТК находится под штоками 21 механизмов подъема 15 и фиксации 16, штоки 34 пневмоцилиндров 17 находятся в верхнем положении, при этом конечные.выключатели 36, расположенные на рычагах 35, занимают рабочее положение (фиг.2).
При включении механизмов подъема 15 поршни 30 опускаются, а затем под действием пружин 31 опять поднимаются, при этом цанговые шариковые захваты 27 поднимают штоки 21. Штоки 21 остаются в поднятом положении, удерживаясь цангой 23 механизма фиксации 16. Цикл подъема продолжается до тех пор, пока штоки 21 не подниму дно магазина 14 до соприкосновения концов верхней заготовки с конечными выключателями 36, после чего подъем прекращается и поршни 30 возвращаются в исходное положение. Штоки 21 остаются в поднятом положении, удерживаясь цангой 23 механизмов фиксации
16,затем срабатывают пневмоцилиндры
17,их штоки 34 опускаются, поворачивая рычаги 35 упоров 18, освобождают зону схвата над магазином 14, датчики 39 при этом контролируют наличие заготовки на рабочих позициях 4 каждого из РТК, и после съема верхней заготовки дают команду пневмоцилинд
0
5
рам 17 на возврат штоков 34 в исходное положение,
Робот-штамповщик 1 по заданной программе схватом 6 перемещает заготовку с рабочей позиции 4 магазинного устройства 2 в штамповочное пространство пресса 3, схватом 7 - из штамповочного пространства пресса 3 на склиз 38. Пластина 41 склиза 38 под действием силы тяжести отштампо-V- ванной детали 6 1 (фиг. 3) поворачиваете я вокруг оси 43 и отштампованная деталь по роликам 42 съезжает в тару 60, после чего 5 пластина 4 1 за счет пружин кручения 44 поворачивается в исходное положение.
Далее цикл повторяется.
По окончании подъема и съема последней заготовки из магазинов 14, находящихся в рабочих позициях 4 магазинных устройств 2, ролики 54 и 55 выходят из контакта со скалками 47 и 48 соответственно, П-образ- ные скобы 52 и 53, поворачиваясь.вокруг осей 58 и 59, дают сигнал, датчикам 40, установленным на рычагах 35, при этом цанги 23 под действием поршней 25 механизмов фиксации 16 освобождают штоки 21, они падают вниз и через подпружиненные рычаги 32 нажимают на конечные выключатели 33, которые подают команду пневмо- двигателю 19 на поверот диска 12 через зубчатую передачу 20 на угол в 60е .
Диск 12 поворачивают и подают на позицию 4 магазинного устройства 2 следующий магазин 14, конечный выключатель (не показан) фиксирует поворот диска 12, после чего цикл.работы устройства повторяется.
В случае многооперационной штамповки (фиг. ) заготовки загружаются в магазины 14, которые устанавливают на поворотный диск 12 магазинного устройства 2 головного РТК автоматической линии, при этом склизы 38 магазинных устройств- 2 последующих РТК посредством поворота вокруг упоров 18, расположенных по центру вертикальных осей. дисков 12, отводят с пози-о ций приема отштампованных полуфабрикатов так, чтобы они не препятствовали работе роботов-штамповщиков 1, либо снимают с упоров 18. Магазины 14, которые устанавливают на поворотные - диски 12 магазинных устройств 2 последующих РТК, настраиваются для приема и последующей выдачи одного отштампованного полуфабриката.
0
5
0
5
0
5
Настройка магазинов 14 на прием и последующую выдачу одного отштампованного полуфабриката заключается в следующем (фиг, 4 и 5).
Направляющие 46, скалки 47 и 48 регулируют на габариты отштампованных полуфабрикатов; дно кассет 14, смонтированных на скалках 47 V, 48 5 поднимают вдоль последних и устанавливают в положение для приема одного отштампованного полуфабриката, причем каретки 50 и 51 в случае необходимости можно установить на разной высоте, тем самым компенсировать формоизменение полуфабрикатов после каждой штамповочной операции, каретки 50 и 51 после установки на заданной высоте на скалках 47 и 48 получают возможность перемещения вверх вдоль последних с этой высоты, для одновременного (синхронного) подъема дна кассет 14 штоками 21, а также для сокращения холостого хода штоков 21 на пластинах 56 и 57 возможна установка дополнительных опор (не показаны).
Отштампованные полуфабрикаты после каждого из переходов штамповки заранее укладывают в каждый из магазинов 14, начиная от позиции приема 13 до рабочей позиции 4 включительно против часовой стрелки последующих магазинных устройств 2,
Роботы-штамповщики 1 по заданной программе схватом 6 перемещают заготовку с головного РТК и отштампованные предварительно полуфабрикаты с последующих РТК из рабочих позиций 4 магазинных устройств 2 в штамповочны пространства прессов 3, при этом диски 12 магазинных устройств 2 последующих РТК поворачиваются против часовой стрелки на угол 60 и подают на рабочие позиции 4 магазины 14 с отштампованными полуфабрикатами, а на позиции приема магазина 14, настроенные на прием отштампованных полуфабрикатов, схватами 7 из штамповочных пространств прессов 3 отштампованные полуфабрикаты укладываются в магазины 14, - находящиеся на позициях приема 13 после поворота дисков 12 на угол в 60°. С последнего РТК линии отштампованную деталь схватом ) робота-штамповщика 1 укладывают в тару 60.
Цикл работы линии не меняется и остается таким же как и для одно- операционной штамповки деталей.
5
0
5
0
5
0
5
0
5
При комбинированной работе линии (фиг,8 первый РТК может использоваться для однооперационной штамповки деталей в описанной последовательности, а второй и третий - для двух- операционной штамповки деталей, причем связь со смежными РТК прерывается за счет установки склиза 38 на позицию приема 13 магазинного устройства 2 второго РТК. Наличие заготовки или отштампованного полуфабриката на рабочей позиции 4 магазинного устройства 2 определяет я дает команду роботу-штамповщику 1 на совершение очередного цикла в описанной последовательности.
Контроль отсутствия детали в штампе осуществляют косвенным путем, т.е. проверяют ее в захватном устройстве руки робота-штамповщика 1, удаляющегб деталь из штампа.
Количество РТК в линии может быть любым в зависимости от количества переходов штамповки.
РТК, входящие з линию, не требуют перестройки цикла работы из состава поточной многооперационной штамповки на комбинированную работу или одно- операционную путем перепрограммирования роботов-штамповщиков, так как траектории и последовательность перемещений схватов роботов-штамповщиков не меняют, что повышает производительность линии при штамповке деталей малыми, периодическими повторяющимися партиями ( мелкосерийное и серийное производство.
Отсутствие жесткой связи со смежными РТК повышает надежность работы линии в целом и в случае отказа одного из РТК переналадка на комбинированный или однооперационный цикл работы возможна с минимальными затратами времени, так„как это не связано с перепрограммированием роботов-штамповщиков, что так же повышает производительность линии.
Вследствии того, что связь со . смежными РТК -для многооперационной штамповки обеспечивает шаговым пово- . ротом диска магазинного устройства из позиции приема отштампованного полуфабриката на позицию выдачи с сохранением упорядоченных массивов полуфабрикатов, отпадает необходимость использования дополнительных передающих и ориентирующих устройств, что также повышает надежность работы,
В связи с тем, что РТК, входящие в линию, имеют дискретную систему управления, а обрыв связи со смежными РТК обеспечивают посредством установи ки на позиции приема склизов без перепрограммирования цикла работы, то значительно упрощается обслуживание линии.
Одна из скалок, смонтированная с (возможностью качания вдоль вертикаль- (ной плоскости, проходящей через центр диска, повышает надежность работы РТК, так как компенсирует неточности габаритных размеров заготовок, а так же препятствует заклиниванию стопы заготовок или отштампованных полуфабрикатов при несинхронном подъеме штоками дна кассеты.
В том случае, когда позволяет вес и габариты заготовок, возможно осуществить подачу на рабочую позицию пресса двух заготовок за счет независимого перемещения дна магазина вдоль скалок механизмами подъема ттоков, что повышает производительность РТК. Одновременно конструкция магазинного устройства и магазинов совокупности позволяют двум роботам-штамповщикам работать от одного магазинного устройства, что сокращает капитальные затраты.
Формула изобретения
Магазинное устройство - робототехнологического комплекса, содержащее основание, смонтированный в центральной части основания вертикальный вал, привод поворота основания, смонтированные на основании магазины, имеющие дно для размещения стопы заготовок, и установленный на верти0
5
5
0
0
5
0
кальном валу с возможностью вращения относительно магазинов лоток для приема и удаления отработанных деталей, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет обеспечения как одновременного приема заготовок в магазины, так и выдачи заготовок из магазинов, а также обеспечения удаления обработанных деталей в тару, оно снабжено механизмом перемещения стопы заготовок, установленным под одним из магазинов и въптолненным в виде средства для подъема стопы и средства для фиксации стопы в определенном положении, каждый магазин выполнен в виде вертикальных направляющих, вертикальных скалок, образующих совместно с направляющими магазин и установленных с возможностью их регулировки на габаритные размеры заготовок, при этом по крайней мере одна из скалок установлена с возможностью качания вдоль горизонтальной оси, а дно магазина выполнено в виде кареток, установленных на скалках с возможностью их перемещения вдоль последних П-образных скоб, один конец каждой из которых смонтирован на каретке с возможностью поворота в вертикальной плоскости, роликов, установленных на других концах П-образных скоб с возможностью взаимодействия со скалкой, и пластин, связанных с каретками и образующих между собой пространство для прохода средства для подъема стопы, лоток выполнен в виде пластины, имеющей форму равнобедренной трапеции и установленной на валу с возможностью поворота в вертикальной плоскости.
38
14
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Промышленный робот | 1987 |
|
SU1454549A1 |
| Автоматическая линия | 1978 |
|
SU893584A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1199368A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для автоматизации процессов штамповки деталей из штучных заготовок. Цель изобретения - расширение технологических возможностей. Магазинное устройство устанавливается в робототехнологические комплексы и может обеспечивать как выдачу заготовок из магазинов, так и одновременный их прием. Устройство имеет установленные на основании магазины. Каждый магазин образован вертикальными направляющими и скалками, которые совместно регулируются на размеры заготовок. В центральной части магазинного устройства смонтирован вертикальный вал, на котором с возможностью поворота установлен приемный лоток, выполненный в виде равнобедренной трапеции. Устройство имеет средства для подъема стопы заготовок и средства для фиксации стопы в определенном положении. На скалках установлены каретки с П-образными скобами
5B 30B 15/30 B"МНОгОпОзициОННый пРЕСС для шТАМпОВКи дЕТАлЕй"зАпОРОжСКий АВТОМОбильНый зАВОд "КОММуНАР"шуМЕйКО дМиТРий иВАНОВич
дОМНиН иВАН дАНилОВич+7008582MULTIPOSITION
Вид А
Ti
o
4D
CM
-
us
«5 2
с 3
Составитель М„ Ментягова Редактор В. Ковтун Техред М.Ходанич Корректор М. Кучерявая
Заказ 364
Тираж 611
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д„ 4/5
60
Фиг. 6
Фиг.8
Подписное
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ДЕТАЛЕЙКС^л.Хмш:-'1-'^^ | 0 |
|
SU323174A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
