(54) ОПРАВКА ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для намотки секций рулонных конденсаторов | 1986 |
|
SU1363315A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU750590A1 |
| Оправка для намотки секций рулонных конденсаторов | 1980 |
|
SU894811A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |
| Устройство для намотки секцийРулОННыХ КОНдЕНСАТОРОВ | 1979 |
|
SU845186A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU744755A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Поворотная головка для намотки секций конденсаторов | 1981 |
|
SU1010669A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |

1
Изобретение относится к области электронной техники, а именно, для усовершенствования технологического оборудования при производстве радиодеталей.
Известна оправка для намотки секций конденсаторов, корпус которой выполнен в виде цилиндрического стержня с продольным пазом, расположенной в пазу продольной иглы (спицы) и втулки для фиксации стержня с противоположной стороны 1,
Недостатком является то, что при намотке секций, намотанных из тонких синтетических лент, затруднен их съем, происходит смещение первых витков и заминается торец секции при взаимодействии его со съемником.
Известна также оправка для намотки секций рулонных конденсаторов, содержащая цилиндрический корпус с продольным пазом, в котором размещена спица, служащая для фиксации концов наматываемых на оправку лент, и образован двумя соединенными между собой no.iFjMH полуцилиндрами с конусной внутренней поверхностью, охватывающий конусный стержень,на одном |конце которого установлена пружина.
прижимающая полуцилиндры к упору, установленному на стержне 2,
Однако такая конструкция оправки предназначена для намотки секций конденсаторов на устройствах с ручными заправками концов лент и съемом секций и не пригодна для использования в намоточных автоматах. Для съема намотанной секции с оправки
0 такой конструкции требуется прикладывать большое усилие для перемещения полуцилиндров, особенно в случае съема секций, намотанных из электризуемых синтетических лент.
5 Поэтому такая оправка используется только для намотки секций бумажных конденсаторов диаметром свьиие 20 мм, при меньших Диаметрах оправки во время съема происходит вытаскивание первых витков, что недопустимо для секции.
Цель изобретения - обеспечение легкого съема секций с оправки и улучшение качества секций.
5
Поставленная цель достигается . тем, что на наружной поверхности корпуса оправки выполнена канавка, образующая на секторах .перемычки, а каждый из секторов по перемычке 0 отогнут к продольной оси. Предлагаемая оправКсД обеспечивает легкий съем намотанных на нее секцу й в широком диапазоне диаметров оправки от 3 мм до нескольких десятков мм и высокое качество секций на счет уменьшения рабочего диаметра оправки после вывода из нее центрового отверстия центра шпиндельной бабки, nps«i этом перемычки на секторах работают как плоские пружины. В результате этого между первыми внутренними витками секции и наружными поверкаостями секторов корпуса образуется зазор, способствующий легкому съему секции с оправкиj что исключает вытаскивание из секции певых витков и деформацию витков с торца .при упирании его в съеник JBO время выкода оправки кз отверстия секции.
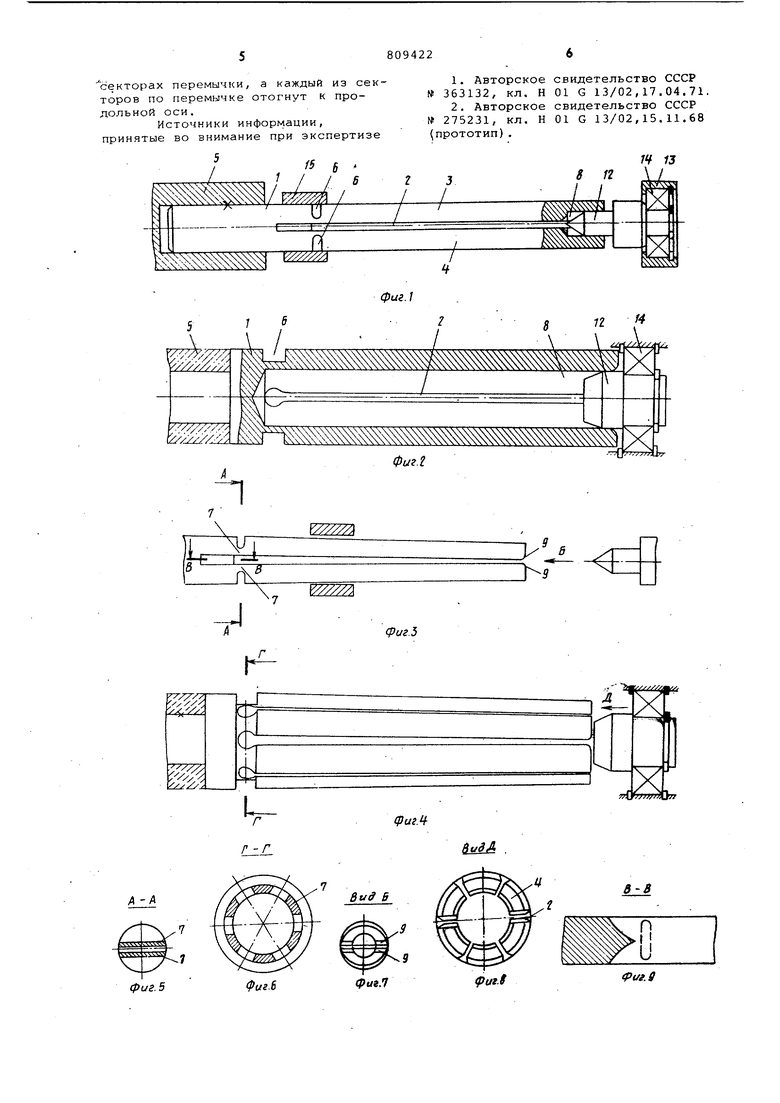
На ф.иг, 1 и 2 представлена конструкция оправки в рабочем положении, соответственно состоящей из двух секторов (полуцилиндров) и из шести секторов; на фиг. 3 и 4 оправка, деформированная по перемычкам в конус на фиг. 5 и о - сечения А-А и по перемычкам оправки на .фиг. 7 и 8 - вид Б и вид Д оправки с торца в деформированном состоянии; на фиг. 9 - осевое сечение В-В корпуса оправки по продольному пазу,- на фиг, 10-13 -технологическая схема работы оправк
Оправка для накютки секций рулонных конденсаторов содержит полый корпус 1, разделенный продолным осевым пазом 2 на два. сектора (полуцилин.дра) 3 и 4 или, например тремя осевыми пазами 2 на шесть секторов 4. В конце секторов 3 и 4 полого корпуса 1 оправки на наружной поверхности, со стороны намотоного шпинделя 5, выполнена канавка (или несколько канавок) 6, образующая на секторах 3 и 4 перемычки 7 р в калшый из секторов 3 и 4 по nepeivujMKaM отогнут к продольной ос с остаточной деформацией, с торца корпуса 1 выполнено центровое отверстие 8 и заходные фаски 9 для заправки.конца наматываемой ленты . 10, подаваемого непосредственно в щель оправки, или с помощью лентоподающих пластин 11, центровое отверстие 8 предназначено для захода в него конусного центра 12 бабки 13, находящегося в шарикоподшипнике 14 и придающего корпусу 1 оправки цилиндрическую форму. Опрака крепится хвостовой частью в шпинделе 5 намоточного устройства, корпус 1 оправки охватывает съемни 15, служащий для съема секции 16, который установлен неподвижно на намоточном устройстве.
Оправка работает .следующим образом.
Ориентированный шпиндель 5 с зажатым в нем корпусом 1, деформированным по перемычкам 7, перемещаются вдоль оси на выступающий конец ленты 10 или на тонкие лентоподающрш пластины 11, между которыми расположена лента 10 (фиг. 10), заходные фаски 9 охватывают пластины 11, и в конце хода отверстие 8 корпуса 1 (фиг. 11) взаимодействует с конусным центром 12, разжимая по перемычкам 7 секторы 3 и 4 (фиг, 12), тонкие пластины 11 выводятся из продольного паза 2, в котором остается конец, ленты 10, шпинделю 5, корпусу 1, центру 12 и внутреннему кольцу шарикоподшипника 14 придается вращение и конец ленты 10 зажимается на корпусе 1. После намотки секции 16 шпиндель 5 останавливают и ему сообщается поступательное движение вдол оси для намотанной секции 16 с kopnyca 1. Вначале секторы 3 и 4 сходят с центра 12 задней бабки 13 и после их схода под действием остаточной деформации в перемычках 7 секторы приближаются к центру, после чего торец секции 16 находит на торец съемника 15 (фиг. 13) и при вйходе корпуса 1 из отверстия секции 16 она падает в лоток. Цикл работы повторяется.
Количество продольных осевых пазов 2 в корпусе 1 зависит от диаметра корпуса оправки и соответственно внутреннего диаметра наматывйемых секций и выбирается с учетом обеспечения достаточной жесткости оправки в процессе намотки. Так, например, на оправках диаметром 39 мм осуществляется качественная намотка секций и их легкий съем при наличии в оправке одного осевого продольного паза 2. Для обеспечения качественной намотки секций на оправках диаметром 10-20 мм необходимо в корпусе выполнить два взаимоперпендикулярных паза 2, а на оправках диаметром 30-50 мм - три осевых продольных паза.
Предлагаемое устройство обеспечивает легкий съем секций с оправок .в широком диапазоне их диаметров и улучшает качество наматываемых секций, что дает положительный эффект .
Формула изобретения
Оправка для намотки секций рулонных конденсаторов, содержащая полый корпус, разделенный продольным паэом на секторы, отличающаяС я тем, что, с целью обеспечения легкого съема секций с оправки и улучшения качества секций, на наружной поверхности корпуса оправки
выполнена канавка, образующая на
секторах перемычки, а каждый из секторов по перемычке отогнут к продольной оси.
Источники информации, принятые во внимание при экспертизе
свидетельство СССР
01 G 13/02,17.04.71.
свидетельство СССР 01 G 13/02,15.11.68
(риг.5
Л
/Lr/1
фигЛ
$иЗЛ .
