i1
Изобретение относится к электромашностроению и может быть использовано при производстве статоров электродвигателей.
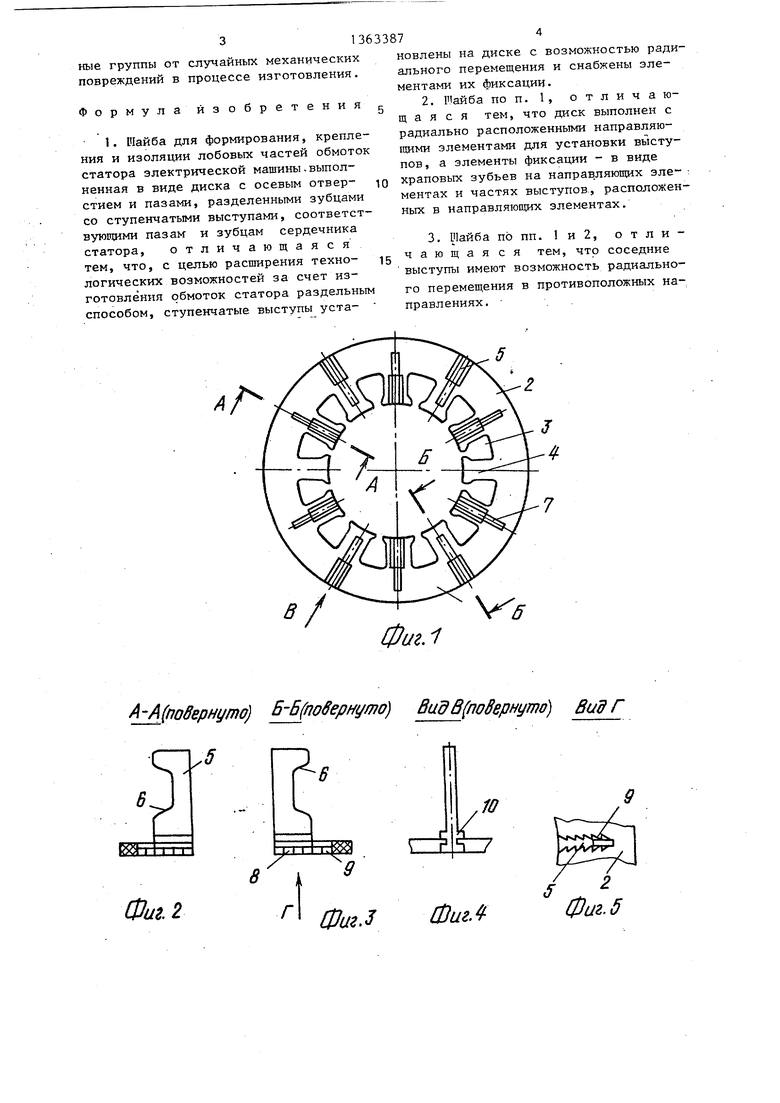
Целью изобретения является расширение технологических возможностей за счет изготовления обмоток статора раздельным способом. . На фиг. 1 изображена шайба для формирования, крепления и изоляции . лобовых частей обмоток статора электрической машины, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг.5 - вид Г на фиг. 3; на фиг. 6 - шайба на статоре при изготовлении обмоток общий вид.
Предложенная шайба 1 для формирования, крепления и изоляции лобовых частей обмоток статора содержит диск 2 с осевым отверстием, пазы 3, разделенные зубцами 4, на торцовой поверхности которых выполнены выступы 5 с радиально расположенными ступенями 6.
Выступы 5 перемещаются в напраЬля юп;их элементах 7, выполненных на диске 2. Сечение направляющих элементов 7 может быть любой известной конст- рукцяи.
Крепление ступенчатых -выступов 5 в направляющих элементах 7 диска 2 осуществляется посредством э пементой 8-10 фиксации.
Элементы 8 и 10 фиксации образуют салазки выступов,5. Элементы 8 фиксации выступов 5 и 9 диска 2 выполнены в виде храповых зубьев.
Можно осуществить перемещение соседних выступов 5 в направляющих элементах 7 в противоположные стороны путем соответствующего вьшолнения храповых.зубьев направляющих и диска и расположения входных участков направляющих либо со стороны осевого отверстия, либо со стороны периферии диска 2.
Наличие на диске радиально расположенных направляющих для перемещения в них салазок выступов, которые взаимодействуют между собой посредством храповых зубьев, выполненных на направляющих диска и салазках выступов позволяет выступам располагаться в
Пазы 3 и зубцы 4 шайбы 1 соответствуют пазам и зубцам сердечника статора 11 (условно не обозначены).
Иайба 1 устанавливается и закреп- | 55 необходимом, рабочем положении, ляется на торце сердечника статора Перемещение выступов в противопо- 11. С другой стороны сердечника ста- ложных направлениях уменьшает габа- тора П закрепляется аналогичная риты обмоток статора в радиальном шайба.направлении и предохраняет катушеч
f
0
Детали конструкции могут быть изготовлены любым известным способом, например литьем.
Намотка статора с шайбой производится следующим образом.
Сердечник статора 11 с закрепленными на нем двумя шайбами 1 устанавливается в станок для намотки. Намотка обмоток осуществляется известным способом.
Вначале на шаблон наматывается катушечная группа, затем ручным приспособлением она снимается с шаблона и переносится в специальную штыревую оправку станка для втягивания. С помощью этой оправки катушка втягивается в пазы 3 сердечника статора 1i с одновременным заклиниванием обмоток в пазах.
Ступенчатые выступы 5, двигаясь 470 направляющим элементам 7 диска 2 и взаимодействуя с ними посредством элементов 8-10 фиксации, придают ло- 5 бовым частям обмоток статора, располагающимся между ступенями 6, определенную форму и размеры, фиксируют . катушечные группы в рабочем положении и изолируют их от повреждений в процессе сборки статора.
Элементы 8 и 9 фиксации, например, крапового типа позволяют ступенчатым выступам 5 двигаться только в одном направлении до рабочего положения, при котором обмо т ке приданы определенные размеры и форма.
После изготовления статора шайба 1 удерживается на пакете за счет натяжения электропроводов обмоток.
Выполнение, выступов шайбы подвижными относительно диска в радиальном направлении обеспечивает возг ожность изготовления обмоток статора раздельным способом, при котором на шаблон наматывается катушечная группа, которая при помощи специального приспособления втягивается в пазы статора.
Наличие на диске радиально расположенных направляющих для перемещения, в них салазок выступов, которые взаимодействуют между собой посредством храповых зубьев, выполненных на направляющих диска и салазках выступов позволяет выступам располагаться в J
0
5
0
5
0
ные группы от случайных механических повреждений в процессе изготовления.
Формулайзобретения
1. Шайба для формирования, крепления и изоляции лобовых частей обмоток статора электрической машины - выполненная в виде диска с осевым отверстием и пазами, разделенными зубцами со ступенчатыми выступами, соответствующими пазам и зубцам сердечника статора, отличающаяся тем, что, с целью расширения технологических возможностей за счет изготовления обмоток статора раздельным способом, ступенчатые выступы уста-
новлены на диске с возможностью радиального перемещения и снабжены элементами их фиксации.
о т л и ч а ю0
5
2.Шайба по п. 1
щ а я с я тем, что диск выполнен с радиально расположенными направляю- 1ЦНМИ элементами для установки выступов, а элементы фиксации - в виде храповых зубьев на направ.ляющих элементах и частях выступов, расположен- ньтх в направляющих элементах,
3.Шайба попп. 1и2, отличающая ся тем, что соседние выступы имеют возможность радиального перемещения в противоположных направлениях. 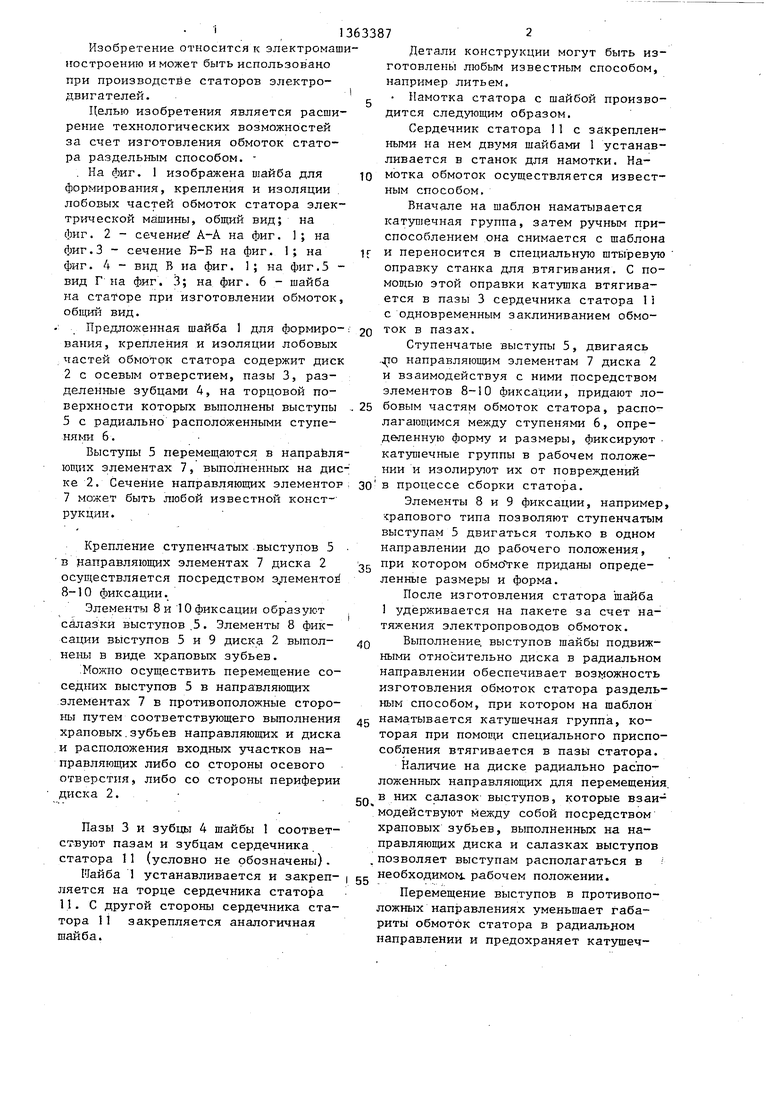
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Шайба для формирования,крепления и изоляции лобовых частей обмоток статора электрической машины | 1985 |
|
SU1317573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРНОЙ ИЛИ РОТОРНОЙ ОБМОТКИ, А ТАКЖЕ СООТВЕТСТВЕННО ИЗГОТОВЛЕННАЯ СТАТОРНАЯ ИЛИ РОТОРНАЯ ОБМОТКА | 2005 |
|
RU2339146C1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОБМОТОК ПО ШКИЛЬКО | 1989 |
|
RU2024162C1 |
| Полуавтомат для изготовления беспазовых статоров электрических машин | 1973 |
|
SU499633A1 |
| Статор электрической машины переменного тока | 1981 |
|
SU983904A1 |
| Способ механизированного изготовления обмоток электрических машин | 1969 |
|
SU454645A1 |
Изобретение относится к электромашиностроению им.б. использовано при изготовлении статоров электродвигателей. Целью изобретения является расширение технологических возможностей за счет изготовления обмоток статора раздельным способом. Изоляционная шайба 1 имеет ступенчатые выступы 5, установленные в направляющих элементах 7 с возможностью их ь перемещения и имеющие элементы 10 фиксации. Выполнение выступов 5 шайбы 1 подвижными в радиальном направлении обеспечивает изготовление обмоток статора раздельным способом. Перемещение соседних выступов в противоположных направлениях предохраняет катушечные группы от механических повреждений в процессе изготовления. 2 3.п.ф-лы, 6 ил. S Фиг. 6
А А побернуто) Б Б повернуто) Вид В(по8ернуто Вид Г
.5
f 6. X
с-Я
и
Фиг. г
г
U7aeJ ФигЛ
| Шайба для формования,крепления и изоляции лобовых частей обмоток статора электродвигателя | 1974 |
|
SU587567A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шайба для формирования,крепления и изоляции лобовых частей обмоток статора электрической машины | 1985 |
|
SU1317573A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
