Изобретение относится к оборудованию для нанесения лакокрасочных многослойных покрытий на мелкие изделия насыпью (например, на мелкую фурнитуру типа обувных блочек) и может быть использовано на окрасочных участках фурнитурных заводов.
Известна линия для нанесения многослойных покрытий на мелкие изделия насыпью, содержащая последовательно установленные по ходу технологического процесса устройства для окраски, выполненные в виде центрифуг со съемными тарами, устройства для сушки, выполненные в виде многоярусных конвейерных сушилок, и привод 1.
Недостатком данной линии.является то, что все операции загрузки и перегрузки изделий осуществляются вручную, т.е. требуют значительных затрат рабочей силы и времени.
Целью изобретения является повышение производительности за счет механизации процессов перегрузки.
Поставленная цель достигается тем, что линия для нанесения многослойных покрытий на мелкие изделия насыпью, содержащая последовательно установленные по ходу технологического процесса устройства для окраски.
выполненные в виде центрифуг со съемными тарами, устройства для сушки, выполненные в виде многоярусных конвейерных сушилок, и привод, снабжена барабанными накопителями для изделий, установленными с возможностью непрерывного или шагового вращения, поворотными подъемниками и манипуляторами для тары, при этом кгикдая
10 центрифуга оснащена поворотным в горизонтальной плоскости приемным устройством.
На внутренней поверхности барабанных накопителей закреплены загнутые
15 пластины, образующие карманы для изделий.
С целью обеспечения удобства загрузки изделий центрифуга снабжена поворотной в горизонтальной плоскос20ти крышкой, при этом приемное устройство выпо.ггаено в виде бункера с шибером, установленного на крышке.
Кроме того, каждый манипулятор для тары смонтирован над верхней
25 ветвью многоярусной конвейерной сушилки и выполнен в виде захвата, установленного с возможностью поворота на угол, не превышающий 180,
С целью повышения качества покры30тия во входном проеме сушилки шарнирно установлена разравнивающая шторка.
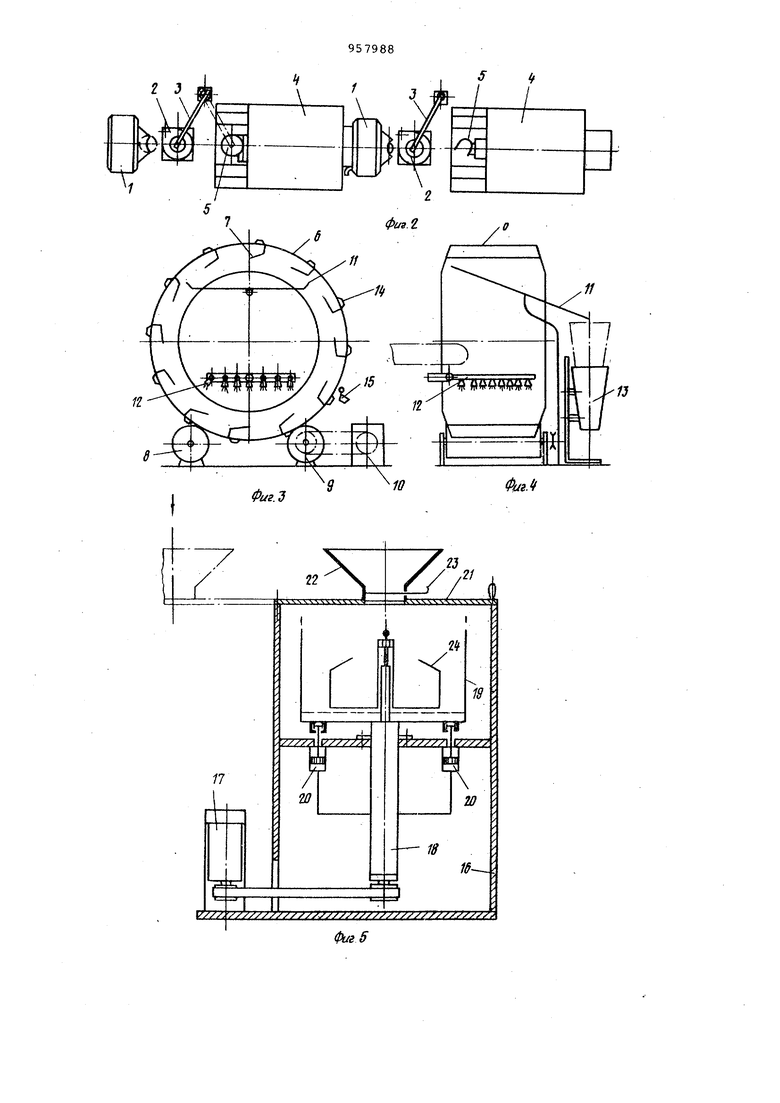
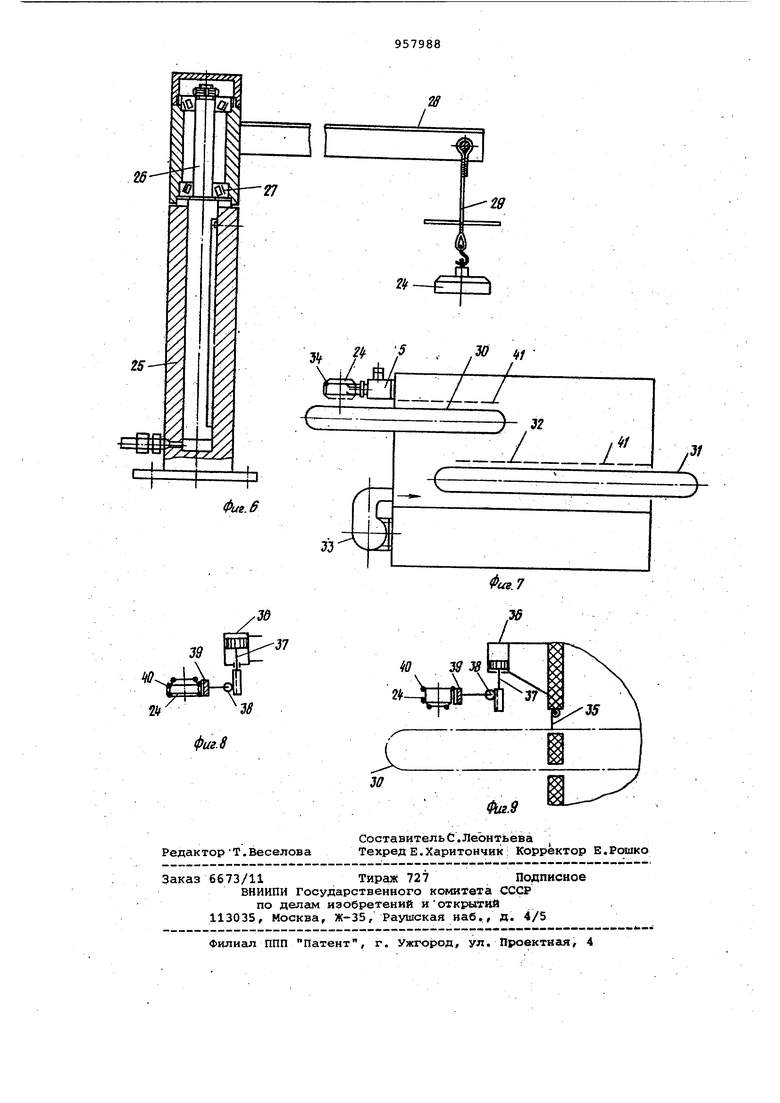
На фиг, 1 схематически изображена линия; на фиг. 2 - то же, вид сверху/ на фиг. 3 - барабанный накопитель; на фиг. 4 - то же, вид сбокуj на фиг. 5 - устройство для окраски- изделий; на фиг. б - поворотный подъемник; на фиг. 7 - конвейерная сушилка; на фиг. 8 - манипулятор в положении загрузки тары с изделиями; на фиг. 9 - то же, в положении перегрузки из тары на сетку конвейера сушилки и разравнивающая шторка.
Линия состоит из технологических участков, в состав которых входит барабанный накопитель 1, устройство для окраски изделий 2, выполненное в виде центрифуги, поворотный подъемник 3, устройство для сушки 4 с манипулятором 5. Число технологи1ческих участков равно максимальному числу наносимых слоев эмали. .
Барабанный накопитель 1 служит для межоперационного хранения, порционной загрузки изделий в воронку устройства для окраски 2 или (при необходимости) для выгрузки изделий и состоит из барабана б, внутри котрого закреплены загнутые пластины, образующие карманы 7 для изделий, объем каждого из которых соответствует объему порции, загружаемой в тару устройства для окраски.
Барабан 6 свободно установлен на роликовых опорах 8 и 9. Приводной ролик 9 связан с приводом 10. Внутри барабана расположен лоток 11.
Кроме того, внутри барабанных накопителей, установленных в линии после устройства для сушки 4, смонтирована Охлаждающая система обдува 12 изделий, так как для нанесения последующих слоев покрытия изделия должны быть охлаждены.
Имеется также воронка 13, которая обычно стоит внизу, но если по технологическим или организационным обстоятельствам надо производить выгрузку, то оронка 13 поднимается (например, в случае, если достаточно нанесения двух слоев эмали, третий накопитель используется для выгрузки готовых изделий в тару и воронка его устанавливается в верхнем положении). На барабане установлены кулачки 14 и конечный выключатель 15.
Центрифуга для окраски включает в себя станину16, привод 17, шпиндель 18, бак для эмали 19, связанны с пневмоцилиндрами подъема бака 20, поворотную в горизонтальной плоскости крышку 21 с установленным на ней бункером 22 с шибером 23. На шпинделе центрифуги установлена перфорирова ная тара (корзина) 24..
Поворотный подъемник состоит из стойки цилиндра 25, штйка 26, на котором на подшипниках 27 установлена поворотная стрела 28. На стреле закреплен захват 29, позволянщий транспортировать корзину 24.
Устройство для сушки, выцолненное в виде многоярусных конвейерных сушилок 4, состоит из верхнего и нижнего сетчатых конвейеров 30 и 31, камеры 32, вентилятора 33 и захвата 34, установленного на. манипуляторе
5для тары, во входном проеме камеры 32 установлена разравнивающая шторка 35.
Манипулятор 5 для тары состоит из пневмоцилиндра 36, штока-рейки 37, колеса 38, с валом которого жестко связана плита 39, на которой крепится захват 40.
Линия работает следующим образом. Изделия, подготовленные к окраске, засыпаются в первый барабанный накопитель. Крышка первой из центрифуг поворачивается так, что приемное устройство оказывается под ВЕ грузочным лотком накопителя. Дается команда на шаговый поворот барабана
6накопителя. Барабан поворачивается на угол, определенный кулачками 14, в конце поворота нажимающими
на конечный выключатель 15. При повороте карманы 7 выгружают изделия на лоток 11,.по которому порция изделий попадает в бункер 22 крыики 21 устройства для окраски 2.
Пока идет загрузка на шпиндель
18устанавливается пустая перфорированная тара 24. Бак 19 с зашитой эмалью находится в нижнем положении После загрузки порции изделий крышка 21 закрывается. Отводится шибер
23 и изделия из бункера подают в корзину 24. Шибер 23 закрывается. Включается устройство для окраски 2. Бак
19поднимается при помощи пневмоцилиндров 20, изделия опускаются в эмаль. После заданной выдержки в эмали бак 19 опускается/ включается привод 17, обеспечивающий вращение шпинделя 18 с тарой 24, т.е. сброс излишков эмали с изделий в бак 19. Через Зс1данное время автоматически реверсируется вращение шпинделя 18, а еще через некоторое время установка автоматически останавливается.
Оператор открывает крышку 21, опять включает шаговое перемещение барабанного накопителя. Пока идет загрузка следующей порции изделий в загрузочный бункер 22 при помощи поворотного подъемника 3, тара 24 устанавливается на захват 29, шток
26при помощи сжатого воздуха поднимается, т.е. осуществляется съем тары 24 со шпинделя 18. Затем поворачивается стрела 28 на подшипниках
27так, что тара 24 входит в захват
40 манипулятора 5 для тары. Отцепив захват 29, оператор дает команду манипулятору, который пневмоцилиндром 36 через шток-рейку 37,и колесо 38 переворачивает корзину 24 и высыпает изделия на движущийся верхний конвейер 30 суишлки. После выгрузки манипулятор опять поворачивается в исходное положение, тара при помощи подъемника 3 устанавливается на. шпиндель. Тем i.BpeMeHeM уже осуществилась загрузка порции изделий из барабанного накопителя в загрузочный бункер 22 и вновь производится окраска в устройстве.
Между тем конвейер 30 с изделиями движется, перемещается в камеру 32, а шторка 35, шарнирно подвешенная на входном проеме, разравнивает слой изделий.
Так как эмаль находится еще в жидком состоянии, в местах соприкосновения изделий со шторкой следов не остается: эмаль растекается, обеспечивая хорошую укрывистость, Шарнирная подвеска и.выбранный вес шторки обеспечивают необходимое количество покрытия без повреждений и царапин.
Пройдя по конвейеру 30, изделия пересыпаются на конвейер 31, что обеспечивает встряхивание и предотващение слипания изделий. Время сушки обеспечивается скоростью конвейеров, а нагрев - электронагревателями 41.
После сушки первого слоя конвейер 31 сбрасывает изделия в следукяций барабанный накопитель 1, Охлаждение зделий перед второй и каждой послеующей окраской обеспечивается в баабанном накопителе путем обдува оздухом при помощи охлаждающего уст,ойства 12.
Каждый последующий участок работат аналогично первому.
Экономический эффект от внедрения дной линии составляет 11,3 тыс.руб. Формула изобретения
1. Линия для нанесения многослойных покрытий на мелкие изделия насыпью, содержащая последовательно установленные по ходу технологического процесса устройства для окраски, выполненные в виде центрифуг со съемными тарами, устройства для сушки, выполненные в виде многоярусных конвейерных сушилок, и привод, о т личаю. щаяся тем, что, с целью повышения производительности за счет механизации процессов перегруз0ки изделий, она снабжена барабанными накопителями для изделий, установленными с возможностью непрерывного или шагового вращения, поворотными подъемниками и манипуляторами для
5 тары, при этом каждая центрифуга оснащена поворотным в горизонтальной плоскости приемным устройством,
2.Линия ПОП.1, отличающаяся тем, что на внутренней, поверхности барабанных накопителей
0 закреплены загнутые пластины, образующие карманы для изделий.
3.Линия по п.1, отличающая с я тем, что, с целью обеспечения удобства загрузки изделий,
5 центрифуга снабжена поворотной в горизонтальной плоскости крышкой,
при этом приемное устройство выполнено в виде бункера с шибером, установленного на крышке.
0
4.Линия по П.1, о т л и ч а. ю щаяся тем, что каждый манипулятор ,.для тары смонтирован над верхней ветвью многоярусной конвейерной сушилки и выполнен в виде захвата,
5 установленного с возможностью поворота на угол, не превышающий 180 .
5.Линия по П.1, отличающаяся тем, что, с целью повышения качества покрытия, во входном
0 проеме сушилки шарнирно установлена разравнивакхдая шторка.
Источники информации, принятые во внимание при экспертизе
5
1. Ганкин Б,А. Новое оборудование для окраски мелкой фурнитуры в массе. Производство фурнитуры. ЦНИИлегпром, 1976, вып. 1, с. 1-9 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения многослойных покрытий на мелкие изделия насыпью | 1981 |
|
SU1031531A1 |
| Устройство для окрашивания мелких изделий насыпью | 1984 |
|
SU1297933A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| Конвейерная сушилка | 1978 |
|
SU1006884A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОЙ КЕРАМИКИ Р.С.ЦАГОЛОВА | 1992 |
|
RU2018445C1 |
| Гибкий производственный модуль для дробеметной очистки отливок | 1988 |
|
SU1792821A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Агрегат для эмалирования труб | 1959 |
|
SU129448A1 |
J г J S If
W
I
