/f
(Л
00 Од 4iib Од
;о
Q}l/3.f
крайнее левое положение толкатели загрузки и скрепленные с ними стерж ни с Г-образными элементами. Барабан устанавливается в положение загрузки таким образом, чтобы лотки с деталями располагались в пазах. 5 катушки. Приводом 3 катушка приводится во вращение, а в моменты, когда Г-образные элементы находятся напротив нижних на лотках деталей, производятся кратковременная остановка катушки и воздействие на пару соответствующих толкателей загрузки. Затем устройством управления включается привод, катушка поворачивается и производится загрузка последующего ряда деталей. После полной загр-узки барабана автооператор перемещает его по позициям обработки и далее на позицию выгрузки. Выгрузка производится воздействием штоков на толкатели 12, при этом утапливаются все Г-образные элементы и детали освобождаются, скатываясь на транспортер, расположенный под барабаном . После этого барабан готов для повторения цикла. Конструкция данного барабана позволяет за счет сокращения времени загрузки и выгрузки деталей автоматизировать процесс, тем самым повысить производительность гальванообработки. 5 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан для гальванической обработки деталей | 1985 |
|
SU1294880A1 |
| Барабан для гальванической обработки деталей | 1986 |
|
SU1386677A1 |
| Штанга для подачи анодов в гальваническую ванну | 1985 |
|
SU1308651A1 |
| Линия для гальванической и химической обработки изделий | 1987 |
|
SU1446199A1 |
| Загрузочное устройство к зубоотделочному станку | 1985 |
|
SU1315231A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автооператор | 1979 |
|
SU856749A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Сушильное устройство к линиям для гальванической обработки деталей | 1988 |
|
SU1617065A1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |

Изобретение относится к устройствам для гальванической обработки деталей в автоматических линиях. Цель изобретения - повышение производительности путем автоматизации загрузки и выгрузки деталей. Барабан для гальванической обработки деталей содержит основание 1, токопод- водящее устройство 2, привод 3, соединенный с катушкой, имекнцей кольцевые пазы 5 для установки обрабатьшае- мых деталей. Токоподвод к деталям и их фиксация осуществляются Г-образ- ными злементами. Перед загрузкой деталей Г-образные элементы утапливаются за поверхность катушки воздействием на толкатели 12. При зтом правый толкатель 12 перемещает в
1
Изобретение относится к устройствам для гальванической обработки деталей в автоматических и полуавтоматических линиях.
Цель изобретения - повьш1ение про- изводительности путем автоматизации загрузки и выгрузки деталей.
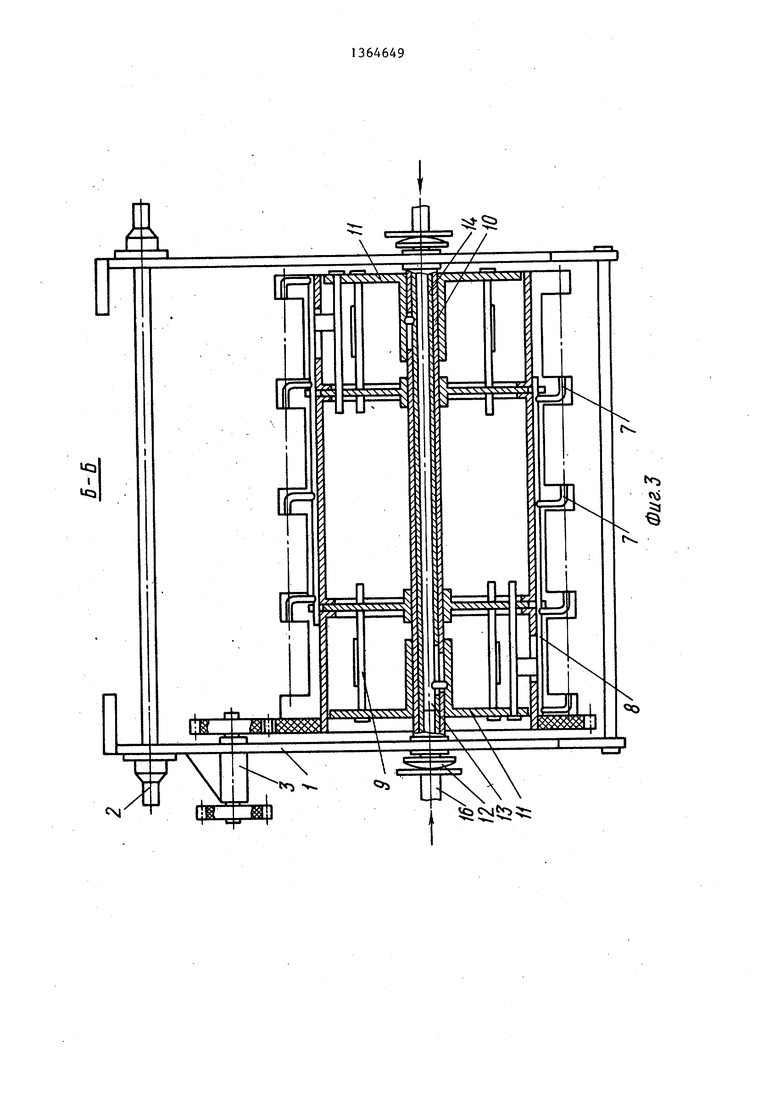
На фиг.1 изображен барабан, общий вид; на фиг.2 - разрез А-А на фиг.1; на фйг.З - разрез Б-Б на фиг.2, в положении выгрузки деталей; на фиг.4 - то же, в положении обра - ботки деталей; на фиг.5 - схема загрузки барабанов.
Барабан для гальванической обра- ботки деталей содержит основание 1 с токоподводящим. устройством 2, приг- водом 3, соединенным с катушкой 4, имеющей кольцевые пазы 5 для установки обрабатьюаемьк деталей 6. Токо подвод к деталям 6 и их фиксация осуществляются Г-образными токоподводя- щими элементами 7, установленными на подвижных в осевом направлении стержнях 8, соединенных с толкателями 9 загрузки. На полой оси 10 катушки 4 с торцовых ее сторон установлены опорные диски 11, имеющие отверстия, через которые выведены толкатели 9 загрузки. С торцов оси 10 катушки установлены толкатели 12 выгрузки, связанные через ятги 13 и 14 с опорными дисками 11.
Барабан работает следующим образом.
Перед загрузкой деталей Г-образные элементы 7 утапливаются за поверхность катушки 4 воздействием с некоторым усилием на толкатели 12. При этом правый толкатель 12, связанный тягой 13 с левым опорным диском 115 перемещает в крайнее левое положение все расположенные с левого торца катушки толкатели 9 загрузки и скрепленные с ними стержни 8 с Г-образными элементами 7. Воздействие на левый толкатель 12 обеспечивает перемещение остальных Г-об- разных элементов в крайнее правое положение. Барабан устанавливается на позицию загрузки таким образом, чтобы лотки 15 с деталями 6 располагались в пазах 5 катушки. Приводом с устройством управления обеспечивается вращение катушки, а в моменты, когда Г-образные элементы находятся напротив нижних на лотках 15 деталей 6,производится кратковременная остановка катушки и воздействие на пару соответствующих толкателей 9 загрузки. При этом пары толкателей. 9 перемещаются навстречу друг другу и перемещают диски I1 и соответст- вующие Г-образные элементы 7, которые фиксируют ряд деталей 6. Устройством управления включается привод,
катуппса поворачивается и аналогично производится загрузка последующего ряда деталей 6. После полной загрузки барабана автооператором гальваноавтомата барабан перемещается на позиции обработки и далее на позицию выгрузки.
Выгрузка деталей , производится . воздействием штоков 16 на толкатели 12, при зтом утапливаются за поверхность катуппси, все Г-об,разные элементы и детали освобождаются, скатываясь под действием собственного веса на транспортер, расположенный под барабаном. Барабан готов для загрузки и повторения следующего цикла обработки.
Предлагаемая конструкция барабана позволяет за счет сокращения времени загрузки и выгрузки деталей автоматизировать эти операции, тем
самым повысить производительность гальванообработки.
р. Формула изобретения
Барабан для гальванической обработки деталей, содержащий основание с токоподводящим устройством5 привод, соединенный с катушкой, установлен0 ной в основании с возможностью вращения, отличающийся тем, что, с целью повьш1ения производительности путем автоматизации загрузки и выгрузки деталей, он снабжен стерж5 нями, установленными с возможностью осевого перемещения и связанными с ними толкателями, размещенными на торце катушки, при зтом в катушке выполнены кольцевые параллельные
0 пазы для размещения деталей, а кон- тактодержатели токоподврдящего устройства вьшолнены в виде Г-образных элементов, установленных на стержнях.
С
I
ICj
№
CM
55
т//
SSS
4
13
LJ
ss
ччччч
s
1
К
t3
Z
,f,-s3r - c r f f a:-ip77 z:ra:
a:-ip77 z:ra
ж:±±пГ
Ш
f - ffffi
| БАРАБАН ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 0 |
|
SU217169A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
