J 7 5
10 73 7 15 Г6 78
СО ОЭ СО
ел
пп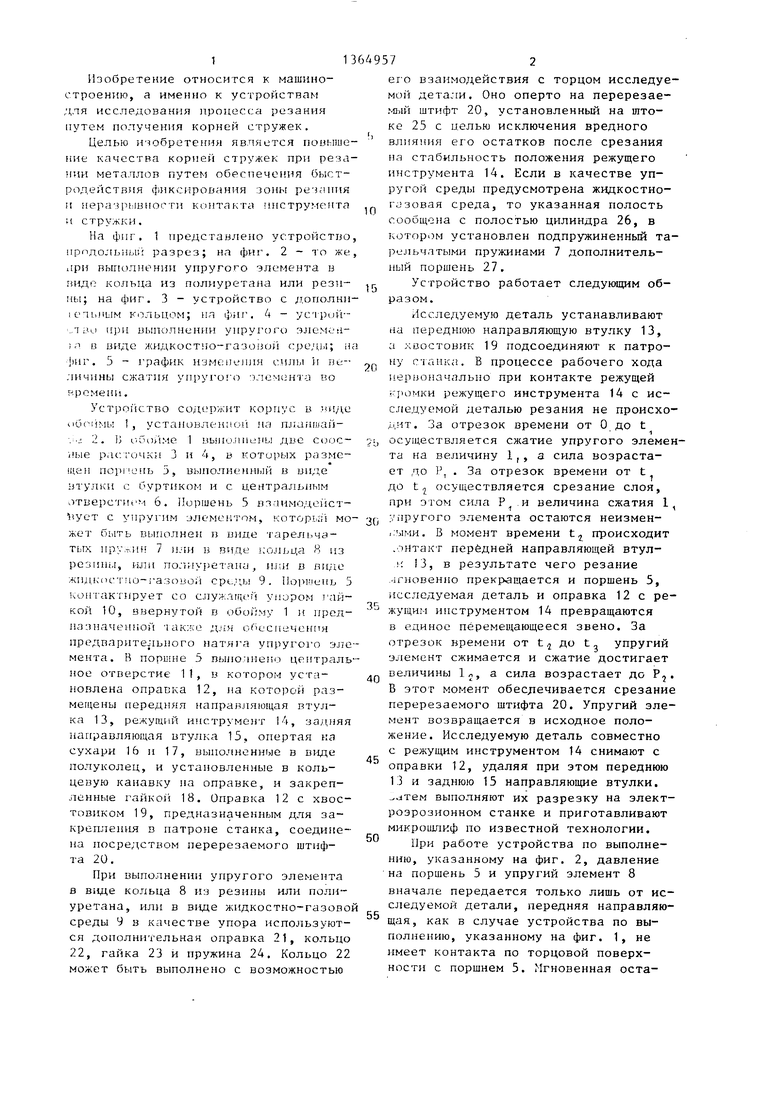
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения корней стружек | 1988 |
|
SU1623842A1 |
| Устройство для получения корней стружек | 1988 |
|
SU1604524A2 |
| УСТРОЙСТВО ДЛЯ БЫСТРОГО ВЫВОДА ФРЕЗЫ ИЗ ЗОНЫ РЕЗАНИЯ | 1999 |
|
RU2171734C2 |
| Протяжной инструмент | 1982 |
|
SU1085711A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| ПОРШЕНЬ ОЧИСТНОЙ ДИСКОВЫЙ ДВУНАПРАВЛЕННЫЙ | 2000 |
|
RU2177378C1 |
| Комбинированный инструмент | 1984 |
|
SU1237316A1 |
| Расточное устройство | 1989 |
|
SU1704943A1 |
| Способ определения глубины дефектного слоя | 1979 |
|
SU931298A1 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
Изобретение относится к машиностроению, а именно к устройствам для изучения процесса резания путем получения корней стружек. Цель предложенного технического решения является повышение качества корней стружек при резании металлов. Устройство содержит корпус в виде обоймы 1, в которую помещен поршень 5, взаимодействующий с упругим элементом. Он может быть выполнен или в виде тарельчатых пружин 7, или в виде кольца из резины или полиуретана, или в виде жидкостно-газовой среды. В поршне 5 выполнено центральное отверстие, где размещена оправка 12, на которой установлены передняя направляющая втулка 13 и режущий инструмент 14. Оправка 12 соединена с хвостовиком 19 посредством перерезаемого штифта 20. 3 3.п. ф-лы, 5 ил. 1Х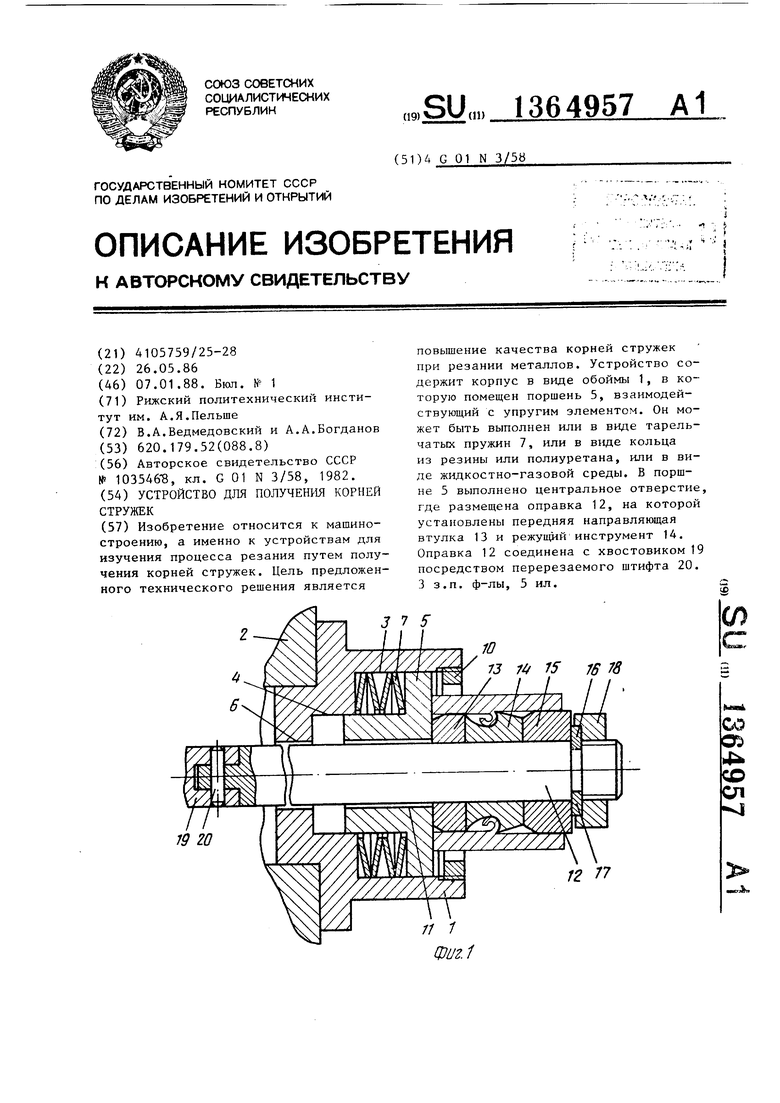
Фиг.-/
11
Изобретение относится к машнно- строению, а именно к устройствам для исследования лроиесса резания путем получения корней стружек.
Целью изобретения является повышение качества корней стружек при реза 1ии металлов путем обеспечения быстродействия фиксирования зо)1Ы рез;1ник и иера-: рь1вности контакта инструмента и стружки.
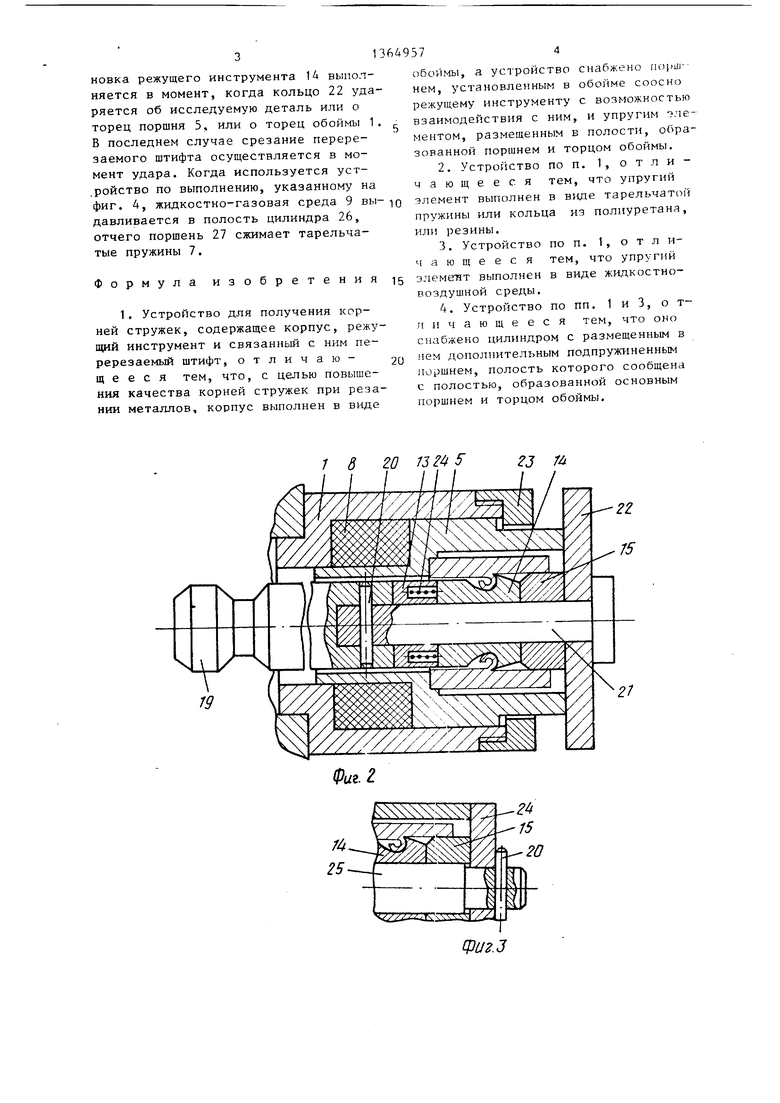
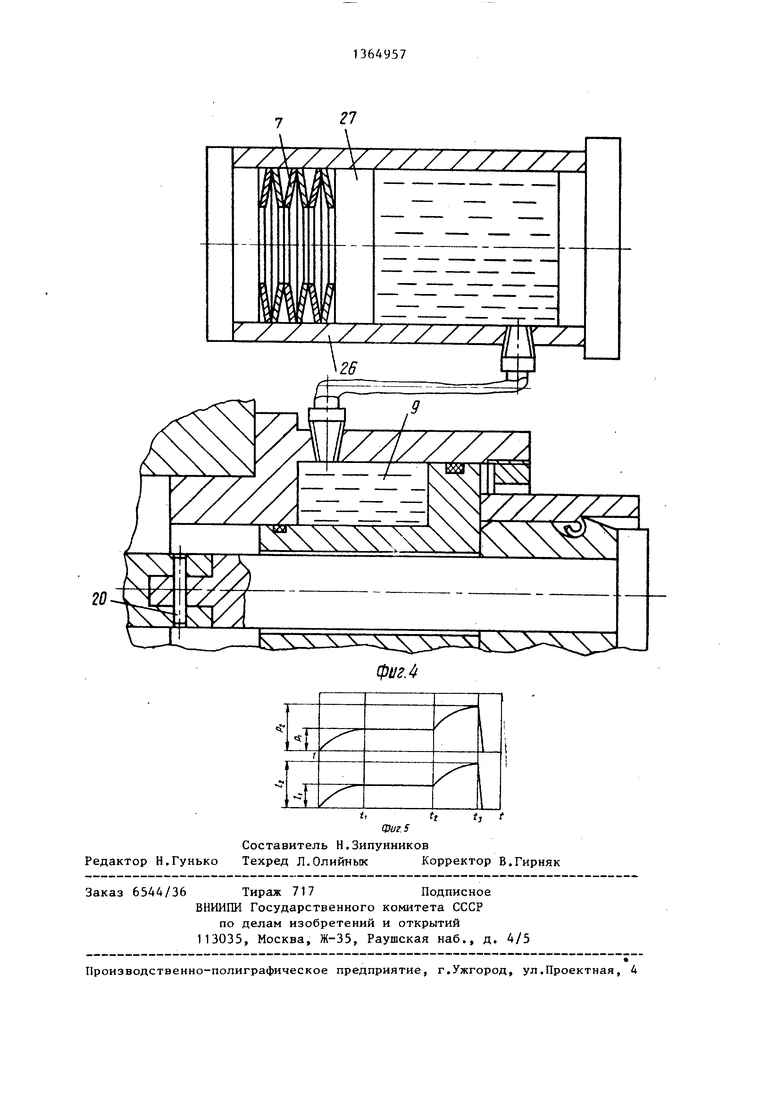
На фиг, 1 представлено устройство продольный разрез; на фиг. 2 - то же iipn выполнении упругого элемента в кольца из полиуретана или резины; на фиг, 3 - устройство с дополни leniiiiLiM кольцом; на ijuir. 4 - устрой- -II.KI при выполнении унругого элемен- i в виде л(идкостно-газооо} сред,1; н фиг, 5 - график изменения силы и величины сжатия ynpyi Oi o njieMiMii/a во времени.
YcTpoiicTBO содержит корпус в .иде обс ймь 1 , устаноБленио на планшай
1 и
цыпилие гы две C(joc
в которых разме.. . Ь I LuniMe libie расп очки 3 цен порг снь 5, выполненной в виде втулки с буртиком и с центральным отверстием 6, Поршень 5 нзг1имоде11ст- иует с упругим леме1Г ом, которь;; может быть выполнен в виде тарел1 Ча- тых Hpy.T.nf 7 пли в виде кольца 8 из резин;,, или полиуретана, и.г.и в виде жпд,кпст 1О |-азоио; 1 ept-;;bi 9. lloiiKjeHb 5 контактирует со служлгг ей упором тай кой 10, ввернутой в обоь му 1 и предназначенной тк-.кч дли обиспеченяя предварительного натяга упругого 3jje мента, }} nopunie 5 выполнено центральное отверстие 11, в котором установлена оправка 12, на которой размещены передняя направляющая втулка 13, режущий инструме}гг 14, задняя направляющая втулка 15. опертая на сухари 16 и 17, выполненные в виде полуколец, и установленные в кольцевую канавку на оправке, и закрепленные гайкой 18. Оправка 12 с хвостовиком 19, предназначенным для за- креш1ен1ш в патроне станка, соедине- па посредством перерезаемого штифта 20,
При выполнении упругого элемента в виде кольца 8 из резины или полиуретана, или в виде жидкостно-газово среды 9 в качестве упора используются дополнительная оправка 21, кольцо 22, гайка 23 и пружина 24, Кольцо 22 может быть выполнено с возможностью
0
15
0
,
30
35
40
45
50
55
ег о взаимодействия с торцом исследуемой детали. Оно оперто на перерезае- м})1Й штифт 20, установленный на штоке 25 с целью исключения вредного влияния его остатков после срезания на стабильность положения режущего инструмента 14. Если в качестве упругой среды предусмотрена жидкостного зовая среда, то указанная полость сообщена с полостью цилиндра 26, в котором установлен подпружиненный тарельчатыми пружинами 7 дополнительный поршень 27.
Устройство работает следукяцим образом.
Исследуемую деталь устанавливают на переднюю направляющую втулку 13, а хвостовик 19 подсоединяют к патрону станка. В процессе рабочего хода иервоначально при контакте режущей сромки режущего инструмента 14 с исследуемой деталью резания не происхо- Л1ИТ, За отрезок времени от О до t осуществляется слсатие упругого элемента на величину 1,, а сила возрастает до Р, . За отрезок времени от t до t,, осуществляется срезание слоя, при этом сила Р и величина сжатия 1, упругого элемента остаются неизмен- г:ыми, В момент времени t, происходит .онтакт передней направляющей втул- :; 3, в результате чего резание -;г}1овенно прекращается и поршень 5, исследуемая деталь и оправка 12 с режущим инструментом 14 превращаются в единое перемещающееся звено. За отрезок времени от t до tj упругий элемент сжимается и сжатие достигает величины 1л, а сила возрастает до Р,. В этот момент обеслечивается срезание перерезаемого штифта 20. Упругий элемент возвращается в исходное поло- Ичение, Исследуемую деталь совместно с режущим инструментом 14 снимают с оправки 12, удаляя при этом переднюю 13 и заднюю 15 направляющие втулки. атем выполняют их разрезку на электроэрозионном станке и приготавливают микрошаиф по известной технологии.
При работе устройства по выполнению, указанному на фиг, 2, давление на поршень 5 и упругий элемент 8
вначале передается только лишь от исследуемой детали, передняя направляющая, как в случае устройства по выполнению, указанному на фиг. 1, не имеет контакта по торцовой поверхности с поршнем 5. Мгновенная оста31
новка режущего инструмента 1А выполняется в момент, когда кольцо 22 ударяется об исследуемую деталь или о торец поршня 5, или о торец обоймы 1 В последнем случае срезание перерезаемого штифта осуществляется в момент удара. Когда используется уст- ,ройство по выполнению, указанному на фиг. 4, жидкостно-газовая среда 9 выдавливается в полость цилиндра 26, отчего поршень 27 сжимает тарельчатые пружины 7.
Формула изобретения
18 ZO П2
19
Фиг. г
10
ig
20
649574
обоймы, а устройство снабжено поршнем, установленным в обойме соосно режущему инструменту с возможностью
(. взаимодействия с ним, и упругим элементом, размещенным в полости, образованной поршнем и торцом обоймы.
23 /
21
Фиг.з
фиг.
| Гладильный пресс | 1955 |
|
SU103546A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
