1 (61) 1156873
(21)4383062/31-08
(22)25.02.88
(46) 07.11.90. Бюл. № 41
(71)Рижский политехнический институт им.А.Я.Пельше
(72)В.А.Ведмедовский, АоА.Богданов, В.В.Ведмедовский и И.И.Счастный
(53)621.919.2(088.8)
(56)Авторское свидетельство СССР № 1156873, кл. В 23 D 43/00, 1985.
(54)УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОРНЕЙ СТРУЖЕК
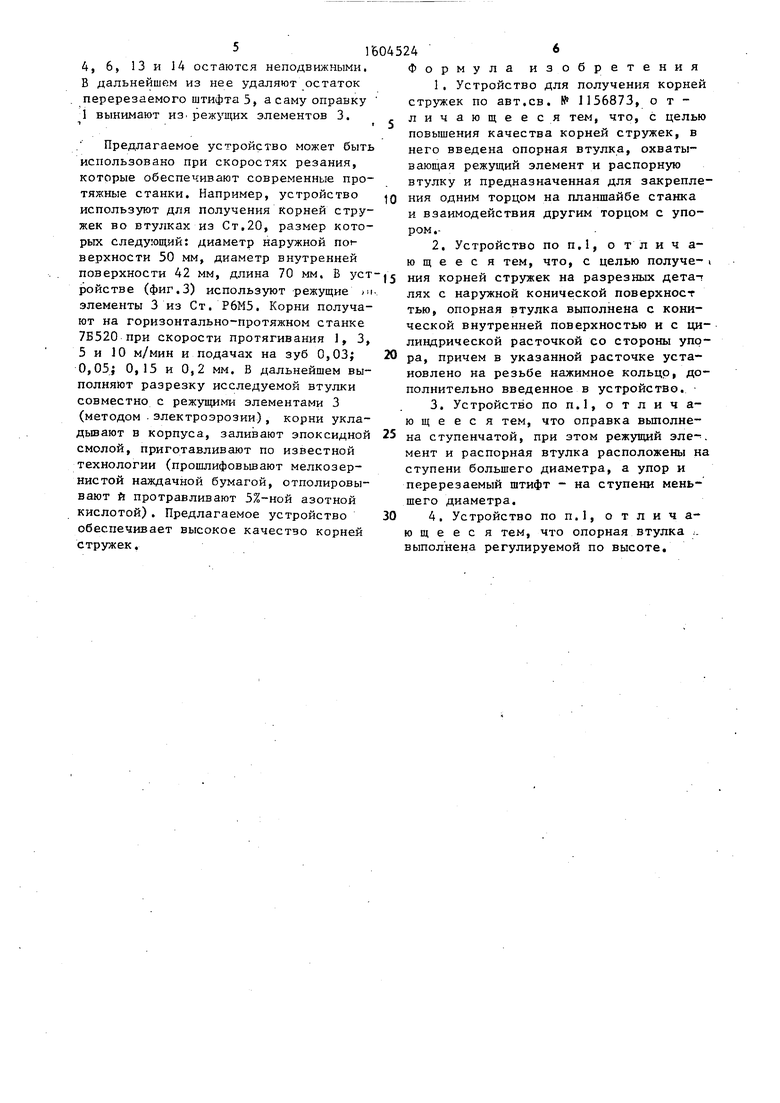
(57)Изобретение относится к металлообработке, в частности к устройствам для исследования про цесса резания, и предназначено для получения корней стружек при внутреннем протягивании. Цель изобретения - повышение качества корней стружек. Устройство содержит оправку 1, соединенную с хвостовиком
2 посредством резьбы. На оправке 1 установлены режугдие элементы 3 в виде
«.
кольцевых зубьев, упор 4 в виде кольца, опирающийся на перерезаемый штифт 5, установленный в одно из радиальных от- верстий, а также помещены распорные втулки 6. Детали 3, 4 и 6 поджаты на оправке 1 гайкой 7. Устройство допол- . нено охватьшающей исследуемую деталь опорной втулкой 8. Исследуемую деталь устанавливают на устройство. Хвостовик 2 подсоединяют к патрону протяжного станка. Осуществляют рабочий ход, При этом исследуемую деталь устанавливают торцом на переходную планшайбу 9. Выполняют резание режущими элементами 3. Когда упор 4 находит на торец опорной втулки 8, происходит мгновен- ный срез перерезаемого штифта 5. Хвое- S товик 2 совместно с оправкой 1 продол- жают перемещаться, а режущие элементы 3 остаются неподвижно связанными с исследуемой деталью. После обратного хода устройство отсоединяют от патрона и вновь подготавливают его. 3 3.п. ф-лы, 4 ил.
(Л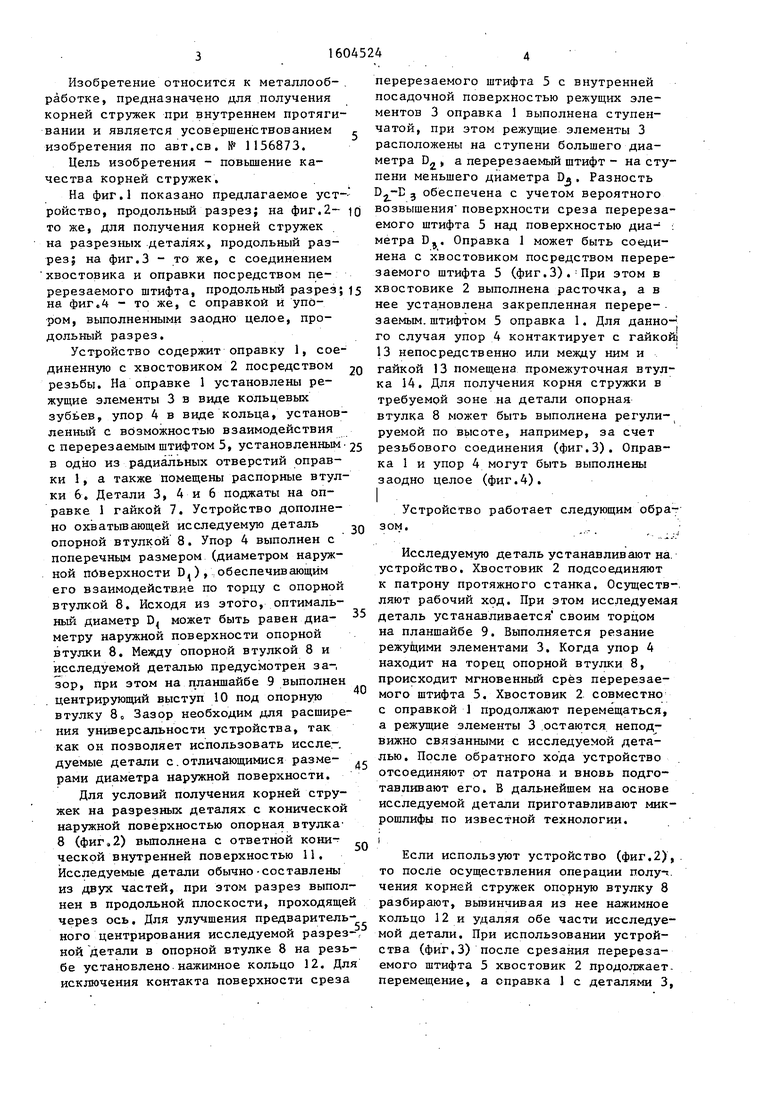
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения корней стружек | 1988 |
|
SU1623842A1 |
| Устройство для получения корней стружек | 1986 |
|
SU1364957A1 |
| Устройство для получения корней стружек | 1983 |
|
SU1156873A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Протяжной инструмент | 1982 |
|
SU1085711A1 |
| Самоустанавливающаяся опора | 1979 |
|
SU831433A1 |
| Устройство для протягивания деталей типа втулки | 1980 |
|
SU1189605A1 |
| Устройство для калибровки полых деталей | 1983 |
|
SU1207550A1 |

Изобретение относится к металлообработке, в частности к устройствам для исследования процесса резания, и предназначено для получения корней стружек при внутреннем протягивании. Цель изобретения - повышение качества корней стружек. Устройство содержит оправку 1, соединенную с хвостовиком 2 посредством резьбы. На оправке 1 установлены режущие элементы 3 в виде кольцевых зубьев, упор 4 в виде кольца, опирающийся на перерезаемый штифт 5, установленный в одно из радиальных отверстий, а также помещены распорные втулки 6. Детали 3, 4 и 6 поджаты на оправке 1 гайкой 7. Устройство дополнено охватывающей исследуемую деталь опорной втулкой 8. Исследуемую деталь устанавливают на устройство. Хвостовик 2 подсоединяют к патрону протяжного станка. Осуществляют рабочий ход. При этом исследуемую деталь устанавливают торцом на переходную планшайбу 9. Выполняют резание режущими элементами 3. Когда упор 4 находит на торец опорной втулки 8, происходит мгновенный срез перерезаемого штифта 5. Хвостовик 2 совместно с оправкой 1 продолжают перемещаться, а режущие элементы 3 остаются неподвижно связанными с исследуемой деталью. После обратного хода устройство отсоединяют от патрона и вновь подготавливают его. 3 з.п. ф-лы, 4 ил.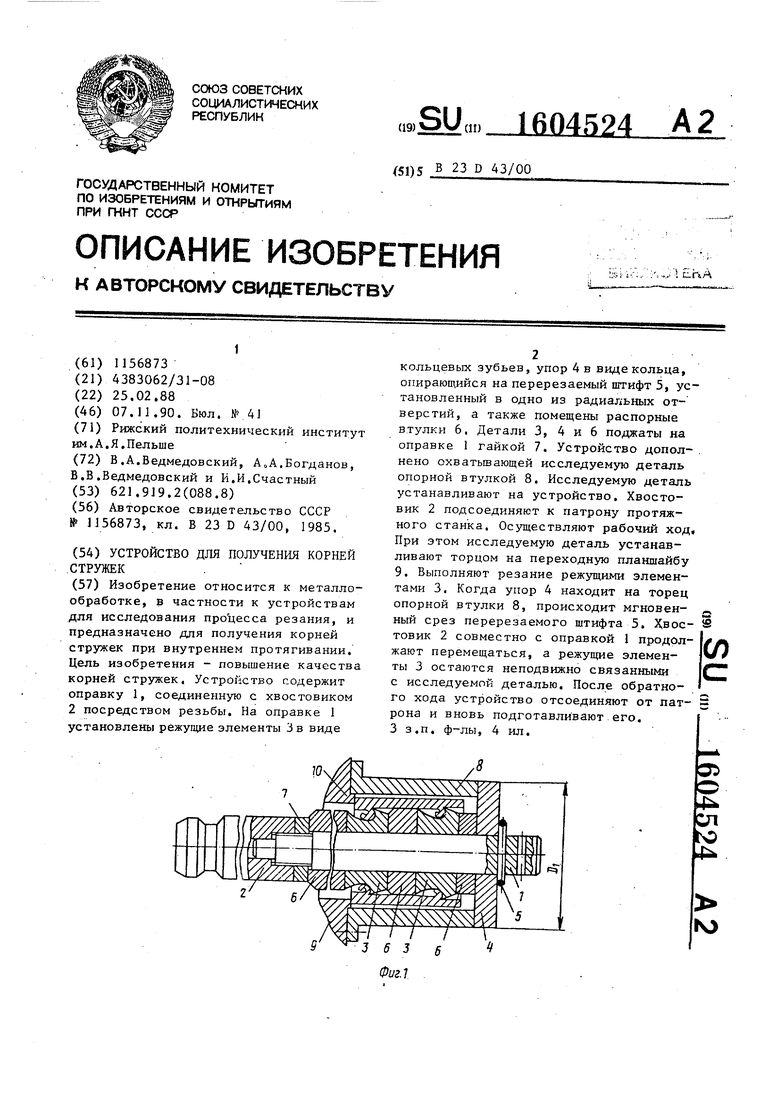
4 СП
Изобретение относится к металлооб- . аботке, предназначено для получения орней стружек при внутреннем протягиании и является усовершенствованием с зобретения по авт.св. № 1156873,
Цель изобретения - повышение каества корней стружек.
На фиг.1 показано предлагаемое уст- ройство, продольньй разрез; на фиг.2- Ю то же, для получения корней стружек . на разрезных деталях, продольный разрез; на фиг.З - то же, с соединением востовика и оправки посредством перерезаемого штифта, продольньй разрез; 15 на фиг.4 - то же, с оправкой и упором, выполненными заодно целое, продольный разрез.
Устройство содержит оправку 1, соединенную с хвостовиком 2 посредством 20 резьбы. На оправке 1 установлены режущие элементы 3 в виде кольцевых зубьев, упор 4 в виде кольца, установленный с возможностью взаимодействия
с перерезаемым штифтом 5, установленным 25 в одно из радиальных отверстий оправки 1 , а также помещены распорные втулки 6. Детали 3, Аи 6 поджаты на оправке 1 гайкой 7. Устройство дополнено охватывающей исследуемую деталь д опорной втулкой 8. Упор 4 выполнен с поперечным размером (диаметром наружной поверхности D,),.обеспечивающим его взаимодейств.ие по торцу с опорной втулкой 8. Исходя из этого, оптималь- ньш диаметр D, может быть равен диа- метру наружной поверхности опорной втулки 8. Между опорной втулкой 8 и исследуемой деталью предусмотрен за-, зор, при этом на планшайбе 9 выполнен центрирующий выступ 10 под опорную втулку 8о Зазор необходим для расширения универсальности устройства, так как он позволяет использовать иссле-. дуемые детали с.отличающимися разме- рами диаметра наружной поверхности.
Для условий получения корней стружек на разрезных деталях с конической наружной поверхностью опорная втулка- 8 (фиг,2) вьшолнена с ответной кони- ческой внутренней поверхностью И. Исследуемые детали обычно-составлены из двух частей, при этом разрез выполнен в продольной плоскости, проходящей
40
через ось. Для улучшения предварительного центрирования исследуемой разрез-, ной детали в опорной втулке 8 на резьбе установлено нажимное кольцо 12. Для исключения контакта поверхности среза
55
0
,
5
перерезаемого штифта 5 с внутренней посадочной поверхностью режущих элементов 3 оправка 1 выполнена ступенчатой, при этом режущие элементы 3 расположены на ступени большего диаметра D , а перерезаемый штифт - на ступени меньшего диаметра D . Разность 3 обеспечена с учетом вероятного возвышения поверхности среза перерезаемого штифта 5 над поверхностью диа- метра DJ. Оправка 1 может быть соединена с хвостовиком посредством перерезаемого штифта 5 (фиг.З).-При этом в хвостовике 2 выполнена расточка, а в нее установлена закрепленная перере- заемым. штифтом 5 оправка I. Для данно- го случая упор 4 контактирует с гайкой 13 непосредственно или между ним и гайкой 13 помещена промежуточная втулка 14. Для получения корня стружки в требуемой зоне на детали опорная втулка 8 может быть выполнена регулируемой по высоте, например, за счет резьбового соединения (фиг.З). Оправка 1 и упор 4 могут быть выполнены заодно целое (фиг.4).
Устройство работает следующим образом.
Исследуемую деталь устанавливают на. устройство. Хвостовик 2 подсоединяют к патрону протяжного станка. Осуществ-, ляют рабочий ход. При этом исследуемая деталь устанавливается своим торцом на планшайбе 9. Выполняется резание режуЙ1ими элементами 3. Когда упор 4 находит на торец опорной втулки 8, происходит мгновенный срез перерезаемого штифта 5. Хвостовик 2 совместно с оправкой 1 продолжают перемещаться, а режущие элементы 3 .остаются неподвижно связанными с исследуемой деталью. После обратного хода устройство отсоединяют от патрона и вновь подготавливают его. В дальнейшем на основе исследуемой детали приготавливают микрошлифы по известной технологии.
I.
Если используют устройство (фиг.2),. то после осуществления операции полу-. чения корней стружек опорную втулку 8 разбирают, вывинчивая из нее нажимное кольцо 12 и удаляя обе части исследуемой детали. При использовании устройства (фиг.З) после срезания перерезаемого штифта 5 хвостовик 2 продолжает- перемещение, а оправка 1 с деталями 3,
4, 6, 13 и 14 остаются неподвижными. В дальнейшем из нее удаляют остаток перерезаемого штифта 5, а саму оправку 1 вынимают из. режущих элементов 3.
Предлагаемое устройство может быть использовано при скоростях резания, которые обеспечивают современные протяжные станки. Например, устройство используют для получения корней стружек во втулках из Ст.20, размер которых следующий: диаметр наружной not- верхности 50 мм, диаметр внутренней
2,Устройство по п,1, отличающееся тем, что, с целью получе-
поверхности 42 мм, длина 70 мм. В уст-,5 кия корней стружек на разрезных дета-г
ройстве (фиг.З) используют режущие )и, элементы 3 из Ст. Р6М5. Корни получают на горизонтально-протяжном станке 7Б520 при скорости протягивания 1, 3, 5 и 10 м/мин и подачах на зуб 0,03; 20 0,05; 0,15 и 0,2 мм. В дальнейшем выполняют разрезку исследуемой втулки совместно с режущими элементами 3 (методом .электроэрозии), корни укла- дьшают в корпуса, заливают эпоксидной 25 смолой, приготавливают по известной технологии (прошлифовьшают мелкозернистой наждачной бумагой, отполировывают и протравливают 5%-ной азотной кислотой). Предлагаемое устройство30
обеспечивает высокое качество корней стружек.
лях с наружной конической поверхност тью, опорная втулка выполнена с конической внутренней поверхностью и с ци линдрической расточкой со стороны упо ра, причем в указанной расточке установлено на резьбе нажимное кольцо, дополнительно введенное в устройство.
4524
Формула изобретения
1,Устройство для получения корней стружек по авт.св. № 1156873, о т , личающееся тем, что, с целью повышения качества корней стружек, в него введена опорная втулка, охватывающая режущий элемент и распорную втулку и предназначенная для закрепле- 10 ния одним торцом на планшайбе станка и взаимодействия другим торцом с упором.2,Устройство по п,1, отличающееся тем, что, с целью получе- i
,5 кия корней стружек на разрезных дета-г
лях с наружной конической поверхност тью, опорная втулка выполнена с конической внутренней поверхностью и с цилиндрической расточкой со стороны упора, причем в указанной расточке установлено на резьбе нажимное кольцо, дополнительно введенное в устройство.
5 3 ff ;2
N 1 Фие.2
5 5
/
5 If
75
