Изобретение относится к станкостроению, а именно к оснастке для металлорежущих (фрезерных) станков, и служит для закрепления деталей.
Целью изобретения является расширение технических возможностей устройства за счет увеличения хода прих вата и автоматизации его подвода-отвода.
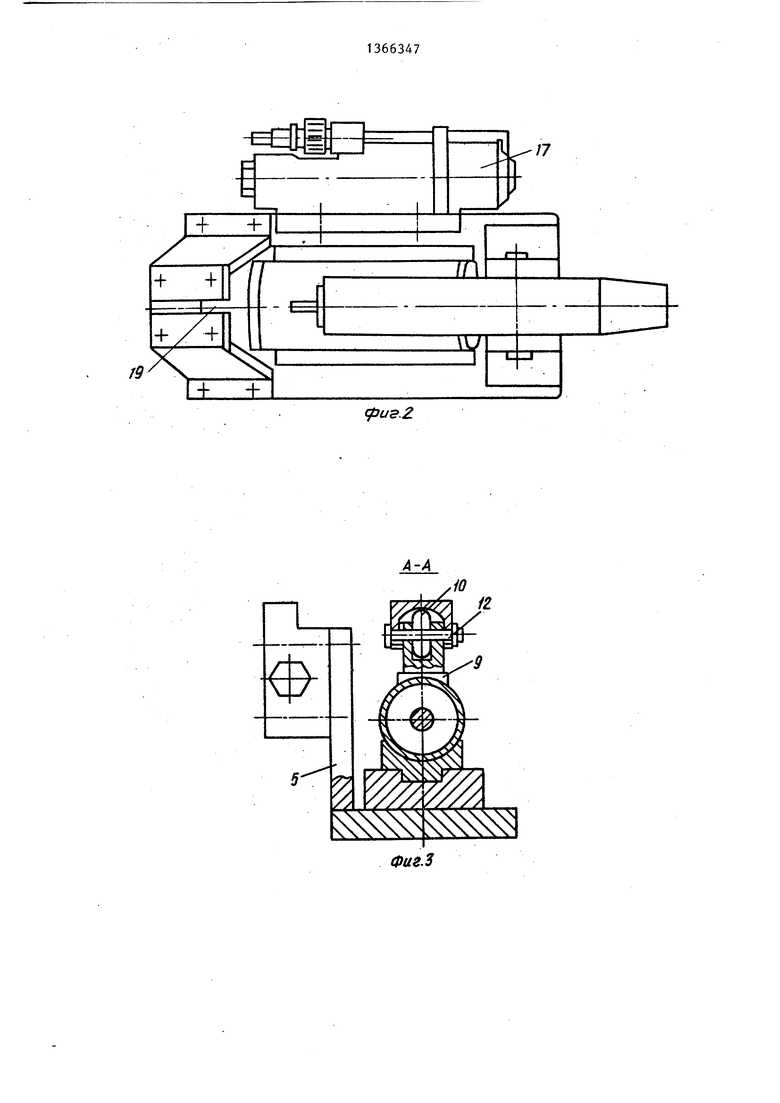
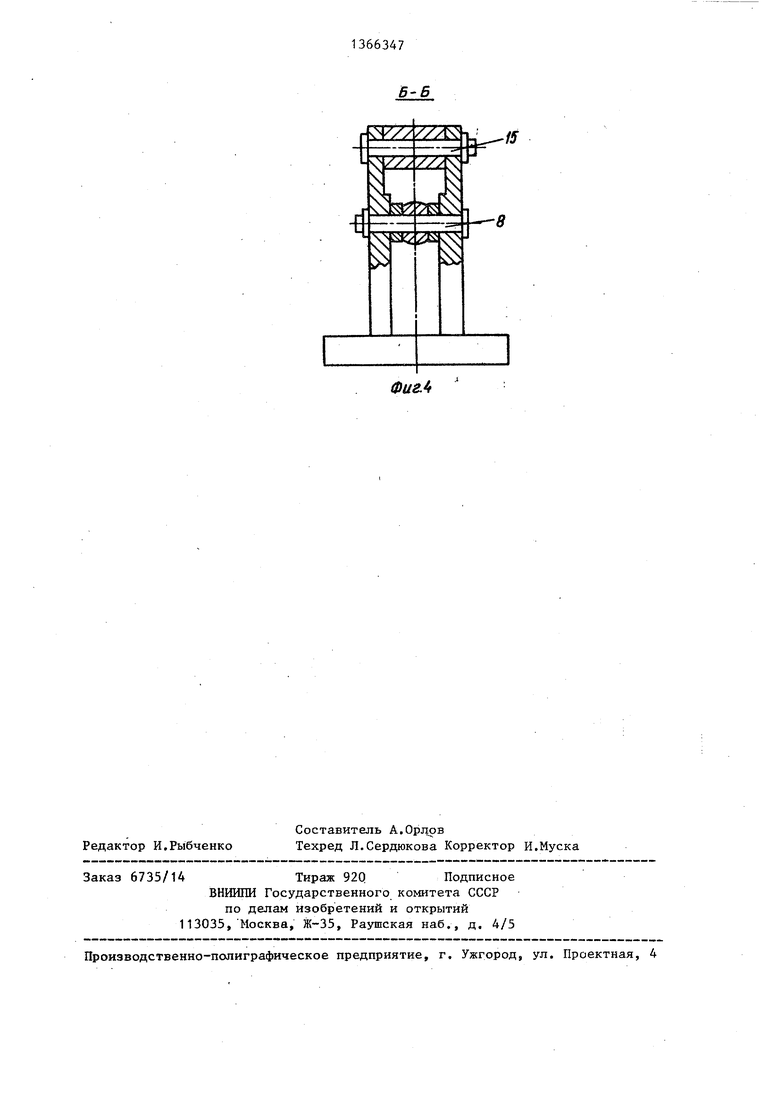
На фиг. 1 изображено предлагаемое устройство на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на ,фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Устройство для крепления деталей состоит из корпуса 1, на котором установлены вилка 2, направляющая 3, кронштейны 4 и 5..На направляющей 3, вьшолненной в виде клина, установлен гидроцилиндр 6, который имеет возможность перемещения по пазу направляющей. Шток 7 гидроцилиндра 6 шарнирно закреплен в вилке 2 с возможностью качайия относительно оси 8. Гидроцилиндр 6 через вилку 9 -и сферический ролик 10 шарнирно связан с прихватом 11 осью 12. Для обеспечения плавности хода прихвата в нем установлена пружина 13, контактирующая с вилкой 9. В прихвате 11 выполнен кулисный паз 14, через который прихват соединен с вилкой 2 осью 15. К задней части прихвата крепится кулачок 16. На кронштейне 5 установлен двухпозицион ный электромагнитньш гидравлический клапан 17. К кронштейну 4 крепится бесконтактный выключатель 18 с пазом 19 .под кулачок 16.
Устройство работает следующим образом.
В исходном положении гидроцилиндр 6 находится в крайнем левом положении. Деталь (не показана) не закреплена. Для закрепления детали по электрическому сигналу с пульта упра ления или программы станка с ЧПУ электромагнитный клапан 17 перепускает масло в полость В гидроцилиндра 6, так как шток 7 гидроцилиндра 6 неподвижен в осевом направлении, гидроцилиндр под действием давления в системе начинает двигаться вправо и вверх, передавая свое движение через вилку 9 и ролик 10 прихвату 11, которьй, кроме движения вправо по кулисному пазу 14, поворачивается от
0
носительно оси 15. Таким образом осуществляется закрепление детали. Усилие закрепления увеличивается за счет использования клинового механизма. После обработки детали по управляющему сигналу масло подается в полость Г гидроцилиндра, который начинает перемещаться влево, отводя прихват с помощью оси 12 и открепляя деталь. После отвода прихват фикси- рует ся в нерабочем положении .бесконтактным выключателем 18, после того как кулачок 16 входит в паз 19 выключателя 18. Фиксация нерабочего положения осуществляется злектричес- КИМ сигналом и предназначена для обеспечения безаварийного функционирования устройства при его работе в автоматическом режиме от программы станка с ЧПУ.
Таким образом, при использовании устройства для закрепления создается возможность независимого автоматического подвода-отвода прихвата, закрепления детали по командам с пульта управления или программы станка с ЧПУ и уменьшения его габаритов.
0
5
30 Формула изобретения
Устройство для крепления деталей, содержащее корпус с расположенным на нем гидроцилиндром, прихват с кулисным пазом, установленный на оси . вилки, и механизм подвода-отвода прихвата, отличающееся
0
5
0
5
тем, что, с целью расширения тех- нических возможностей за счет увеличения хода прихвата, и автоматизации его подвода-отвода, устройство снабжено расположенным на торце прихвата кулачком, а на наружной поверхности гидроцилиндра - опорой с роликом, предназначенным для взаимодействия с прихватом, при этом шток гидроцилиндра шарнирно связан с корпусом, в котором выполнена наклонная направляющая, причем гидроцилиндр установлен с возможностью перемещения по указанной направляю-. щей, а механизм отвода-подвода снабжен двухпозиционным гидравлическим электромагнитным клапаном управлени я и кронштейном с бесконтактным выключателем, в котором выполнен паз под указанный кулачок, предназначенный для взаимодействия с выключателем.
ffiue.Z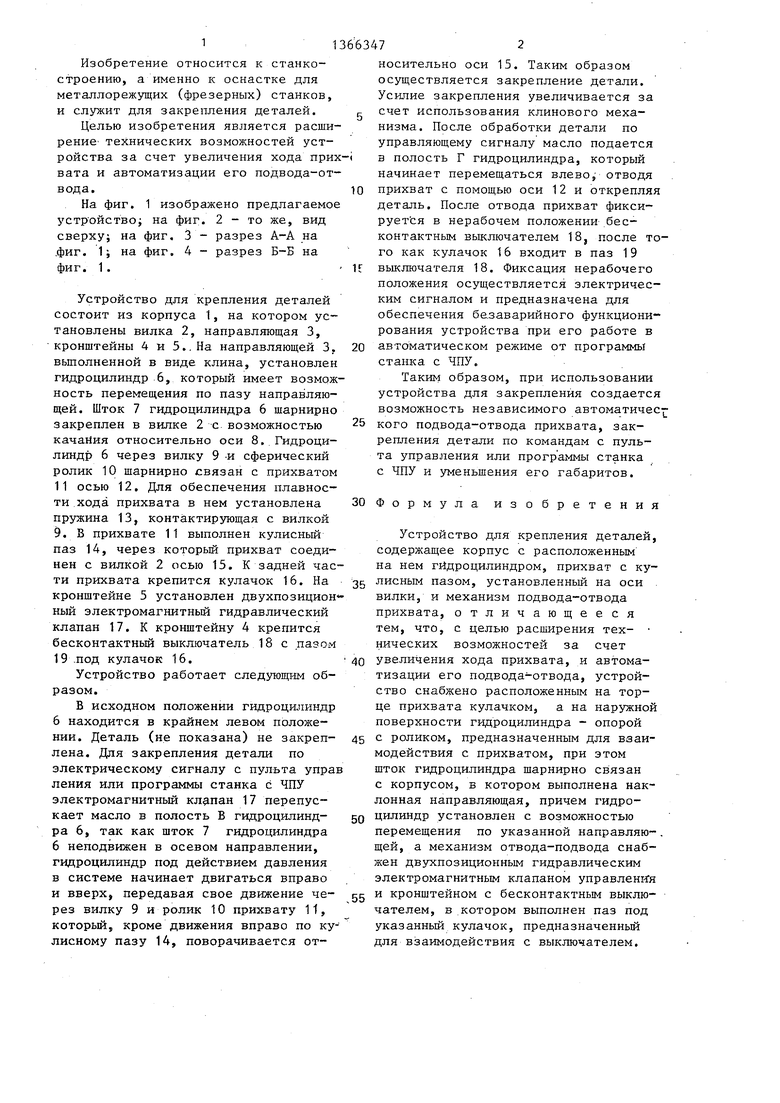
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей к параллельно-работающим станкам | 1972 |
|
SU443742A1 |
| Устройство для закрепления деталей | 1985 |
|
SU1296352A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| ПОВОРОТНОЕ УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЛИНИИ | 2011 |
|
RU2492987C2 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Задняя бабка металлорежущего станка | 1981 |
|
SU975218A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Зажимное устройство | 1990 |
|
SU1759596A1 |
| Устройство для зажима деталей | 1986 |
|
SU1313625A1 |
| Зажимное устройство | 1986 |
|
SU1399056A1 |
Изобретение относится к области станкостроения, а именно к оснастке для металлорежущих станков. Целью изобретения является расширение технических возможностей устройства за счет увеличения хода прихвата и автоматизации его подвода - отвода. Для достижения этой цели в устройстве с меха.низацией подвода - отвода прихвата, содержащем корпус 1 с располо- женньм на нем гидроцилиндром 6, прих18 раМ.: 2, Асти ке ю ехза втоля риоло- рихват 11с кулисным пазом 14, установленный на оси вилки, корпус имеет направляющую для перемещения гидроцилиндра, выполненную в виде клина, при этом шток гидроцилиндра шарнирно закреплен в вилке, неподвижно установленной на корпусе, а гидроцилинДр 6 имеет шарнирно связанную с прихватом 11 вилку со сферическим роликом для передачи воздействия на прихват. Для автоматизации подвода - отвода прихвата на корпусе установлен двух- позиционный электромагнитный гидравлический клапан, управляющий перепуском масла в полости гидроцилиндра. С целью контроля хода прихвата и фиксации его крайнего положения на торце прихвата закреплен кулачок, а на корпусе установлен кронштейн с бесконтактным выключателем, имеющим паз под этот кулачок. Повьшхение производительности достигается за счет сокращения вспомогательного времени на переналадку прихвата. 4 ил. с- о (Л с ОС о: о: СА: v t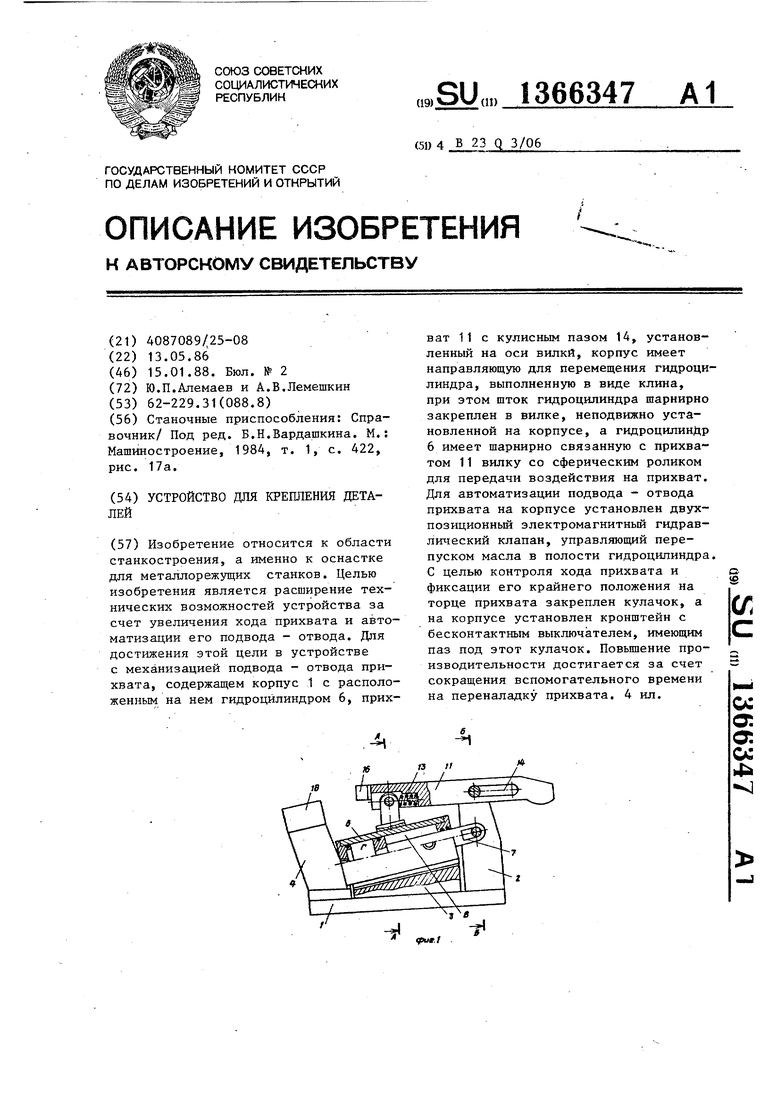
$$$
Фие.2
Фиг.
| Станочные приспособления: Справочник/ Под ред | |||
| Б.Н.Вардашкина | |||
| М.: Машиностроение, 1984, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стрелочный контрольный замок | 1924 |
|
SU422A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
