-18
.f
Изобретение относится к автоматизации технологических процессов в машиностроении.
Цель изобретения - повьшение производительности устройства за счет увеличенной емкости накопителя.
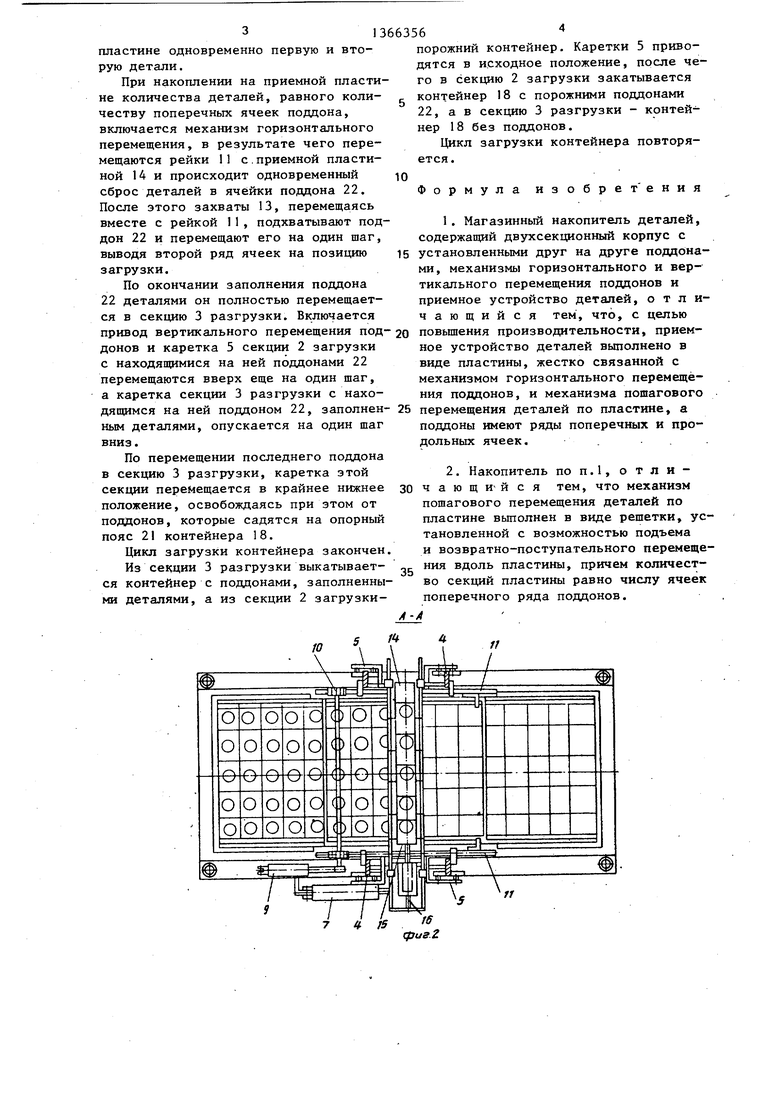
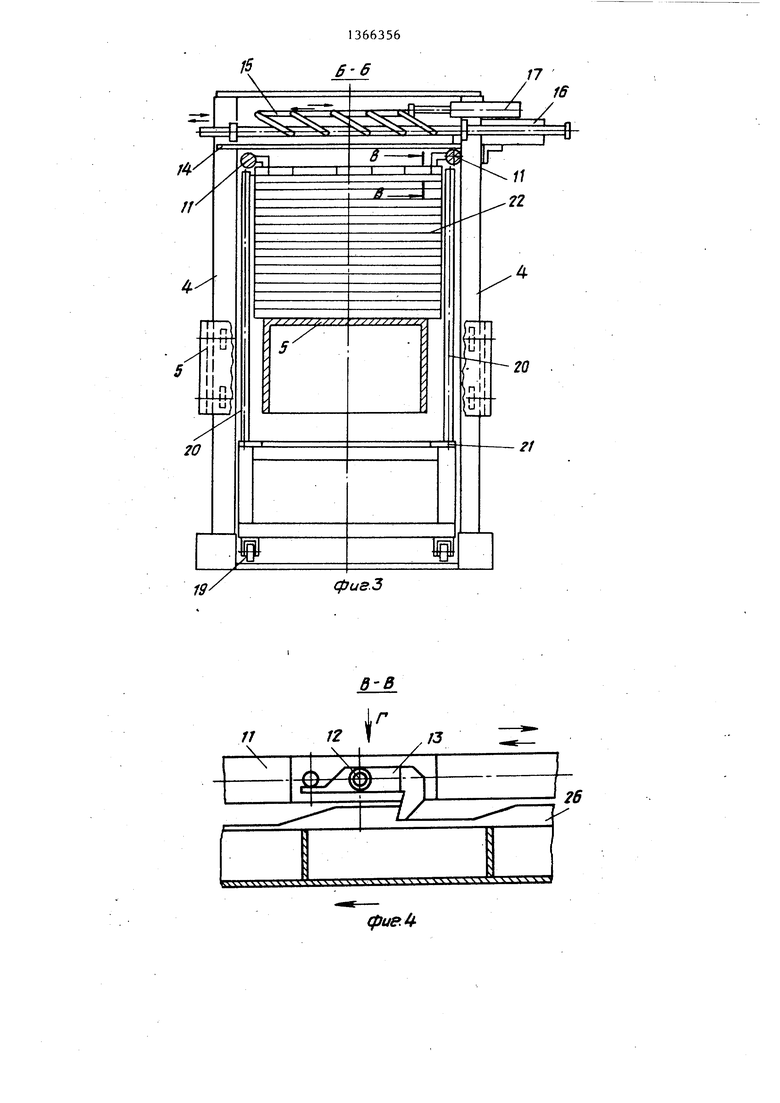
На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.3; на фиг.5 - вид Г на фиг.4.
Магазинный накопитель представляет собой раму 1, внутренний отсек
и поперечными перегородками 23 и направляющими 24, на которых жестко закреплены линейки 25, в которых выполнены зубцы 26, способные взаимодействовать с захватами 13 реек П. Число зубцов соответствует числу поперечных рядов ячеек поддонов.
Магазинный накопитель работает следующим образом.
В секцию 2 загрузки отсека закатывается контейнер 18, заполненный порожними поддонами 22. При этом каретка 5 секции 2 загрузки находится в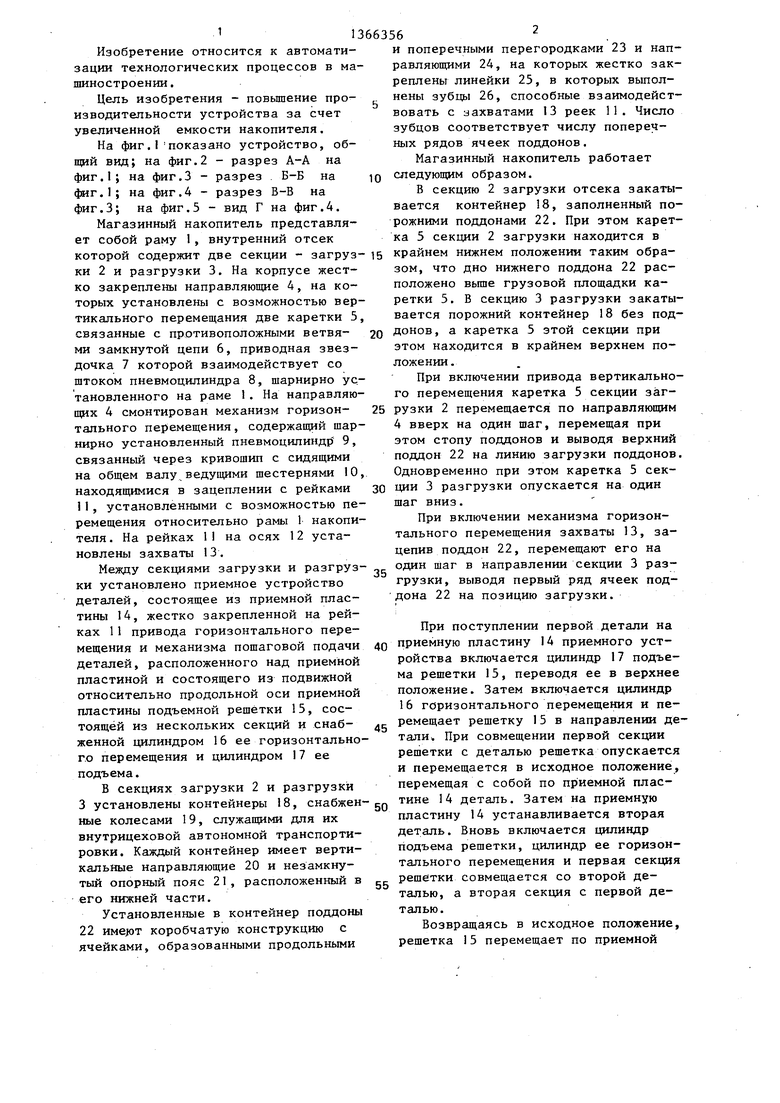
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Устройство для загрузки изделий в тару | 1990 |
|
SU1724519A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для перезаправки шпулярника сновальных машин | 1982 |
|
SU1066927A1 |
| Устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологическую кассету | 1989 |
|
SU1709572A1 |
| Устройство для загрузки радиаторных трубок | 1982 |
|
SU1136873A1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2002 |
|
RU2221897C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ШТУЧНЫХ ПРЕДМЕТОВ В ТАРУ | 1971 |
|
SU427887A1 |
| Скороморозильный аппарат для упакованных пищевых продуктов на поддонах | 1985 |
|
SU1330427A1 |
| Линия для изготовления строительных изделий | 1988 |
|
SU1636223A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение при создании межоперационных заделов . Цель изобретения - повышение производительности за счет увеличенной емкости магазинного накопителя. Магазинный накопитель состоит из двух вертикальньпс секций загрузки 2 и разгрузки 3. В секцию загрузки 2 устанавливается сменный контейнер 18 с порожними поддонами 22, а в секцию разгрузки 3 - сменный контейнер 18 без поддонов. Каждый поддон 22 выполнен в виде тары с рядами продольных и поперечных ячеек. Магазинный нако-- питель снабжен каретками 5 для вертикального перемещения поддонов и механизмом горизонтального перемещения поддонов в виде связанных с пневмоци- линдром 9 реек 11 с установленными на осях захватами 13, взаимодействующими с поддонами 22. Между секциями 2 и 3 установлена приемная пластина 14,закрепленная на рейках 11, над которой расположена подъемная решетка 15,состоящая из нескольких секций, количество которых равно количеству поперечного ряда поддона. 1 з.п. 5 ил.
которой содержит две секции - загруз- 15 крайнем нижнем положении таким обраки 2 и разгрузки 3. На корпусе жестко закреплены направляющие 4, на которых установлены с возможностью вертикального перемещания две каретки 5, связанные с противоположными ветвя- ми замкнутой цепи 6, приводная звездочка 7 которой взаимодействует со штоком пневмоцилиндра 8, шарнирно установленного на раме 1. На направляющих 4 смонтирован механизм горизон- тального перемещения, содержащий шарнирно установленный пневмоцилиндр 9, связанный через кривошип с сидящими на общем валу ведущими шестернями 10, находящимися в зацеплении с рейками II, установленными с возможностью перемещения относительно рамы 1 накопителя. На рейках 11 на осях 12 установлены захваты 13.
Между секциями загрузки и разгруз- один шаг в направлении секции 3 разки установлено приемное устройство деталей, состоящее из приемной пластины 14, жестко закрепленной на рейках 11 привода горизонтального перемещения и механизма пошаговой подачи деталей, расположенного над приемной пластиной и состоящего из подвижной относительно продольной оси приемной пластины подьемной решётки 15, состоящей из нескольких секций и снабженной цилиндром 16 ее горизонтального перемещения и цилиндром 17 ее подъема.
В секциях загрузки 2 и разгрузки 3 установлены контейнеры 18, снабженные колесами 19, служащими для их внутрицеховой автономной транспортировки. Каждый контейнер имеет вертикальные направляющие 20 и незамкнутый опорный пояс 21, расположенный в его нижней части.
Установленные в контейнер поддоны 22 коробчатую конструкцию с ячейками, образованными продольными
40
45
50
55
грузки, выводя первый ряд ячеек поддона 22 на позицию загрузки.
При поступлении первой детали на приемную пластину 14 приемного устройства включается цилиндр 17 подъема решетки 15, переводя ее в верхнее положение. Затем включается цилиндр 16 горизонтального перемещения и перемещает решетку 15 в направлении де тали При совмещении первой секции решетки с деталью решетка опускается и перемещается в исходное положение, перемещая с собой по приемной пластине 14 деталь. Затем на приемную пластину 14 устанавливается вторая деталь. Вновь включается цилиндр подъема решетки, цилиндр ее горизонтального перемещения и первая секция решетки совмещается со второй деталью, а вторая секция с первой деталью.
Возвращаясь в исходное положение, решетка 15 перемещает по приемной
зом, что дно нижнего поддона 22 расположено вьш1е грузовой площадки каретки 5. В секцию 3 разгрузки закатывается порожний контейнер 18 без поддонов, а каретка 5 этой секции при этом находится в крайнем верхнем положении.
При включении привода вертикального перемещения каретка 5 секции загрузки 2 перемещается по направляющим 4 вверх на один шаг, перемещая при этом стопу поддонов и выводя верхний поддон 22 на линию загрузки поддонов. Одновременно при этом каретка 5 секции 3 разгрузки опускается на один шаг вниз.
При включении механизма горизонтального перемещения захваты 13, зацепив поддон 22, перемещают его на
один шаг в направлении секции 3 раз
грузки, выводя первый ряд ячеек поддона 22 на позицию загрузки.
При поступлении первой детали на приемную пластину 14 приемного устройства включается цилиндр 17 подъема решетки 15, переводя ее в верхнее положение. Затем включается цилиндр 16 горизонтального перемещения и перемещает решетку 15 в направлении детали При совмещении первой секции решетки с деталью решетка опускается и перемещается в исходное положение, перемещая с собой по приемной пластине 14 деталь. Затем на приемную пластину 14 устанавливается вторая деталь. Вновь включается цилиндр подъема решетки, цилиндр ее горизонтального перемещения и первая секция решетки совмещается со второй деталью, а вторая секция с первой деталью.
Возвращаясь в исходное положение, решетка 15 перемещает по приемной
пластине одновременно первую и вторую детали.
При накоплении на приемной пластине количества деталей, равного количеству поперечных ячеек поддона, включается механизм горизонтального перемещения, в результате чего перемещаются рейки 11 с.приемной пластиной 14 и происходит одновременный сброс деталей в ячейки поддона 22. После этого захваты 13, перемещаясь вместе с рейкой 11, подхватывают поддон 22 и перемещают его на один шаг, выводя второй ряд ячеек на позицию загрузки.
По окончании заполнения поддона 22 деталями он полностью перемещается в секцию 3 разгрузки. Включается
10
порожний контейнер. Каретки 5 приводятся в исходное положение, после чего в секцию 2 загрузки закатывается контейнер 18 с порожними поддонами 22, а в секцию 3 разгрузки - контейнер 18 без поддонов.
Цикл загрузки контейнера повторяется.
Формула изобрет ения
ным деталями, опускается на один шаг вниз.
По перемещении последнего поддона в секцию 3 разгрузки, каретка этой секции перемещается в крайнее нижнее положение, освобождаясь при этом от поддонов, которые садятся на опорный пояс 21 контейнера 18.
Цикл загрузки контейнера закончен.
Из секции 3 разгрузки выкатывается контейнер с поддонами, заполненными деталями, а из секции 2 загрузки30
35
поддоны имеют ряды поперечш,1х и продольных ячеек. . . .
порожний контейнер. Каретки 5 приводятся в исходное положение, после чего в секцию 2 загрузки закатывается контейнер 18 с порожними поддонами 22, а в секцию 3 разгрузки - контейнер 18 без поддонов.
Цикл загрузки контейнера повторяется.
Формула изобрет ения
35
поддоны имеют ряды поперечш,1х и продольных ячеек. . . .
S
Buffr Г2
13
/4
фигЗ
| Магазинный накопитель деталей | 1974 |
|
SU590131A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
