Известны спосОбы изготовления tpoiiHHKOB штамиовкоГ из трубчатых заготовок с боковыми отверстиями, в которых боковой иатрубок получают иутем выдавливания я отбортовки материала заготовлИ. Однако этот .способ технологически громоздкий и ие обеспечивает равиомерность стенок тройника.
Отличительной особенностью Одтисываемого способа является то, что при отбортовке заготовку одиовременио обжимают по диаметру на всей длине, выдавливая материал в зону бокового отверстия заготовки, после чего отверстие бокового патрубка калибруется с повторным отжимом всей заготовки.
Это сокращает число технологических операций и повышает качество (равномерность) изготовления стенок тройника.
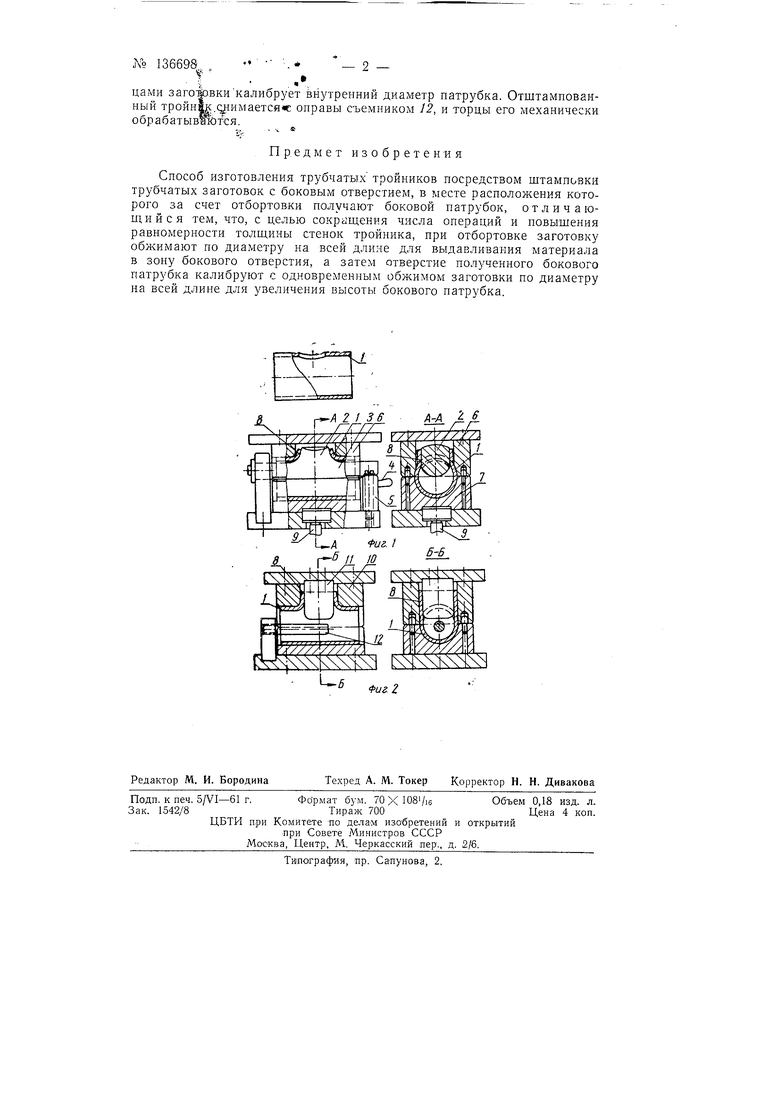
На фиг. 1 изображена заготовка, вид сбоку, и устройСтво для совмещенного выдавливания и отбортовки бокового патрубка (вид сбоку) с сечением по А-А; на фиг. 2-калибровка с одновременным отжимом заготовки, вид сбоку и сечение по Б-Б.
Заготовка / устанавливается па иуапсон 2, укрепленный на перекладиие 3, под которую рукояткой 4 подводится поворотная опора 5. При давлении пресса заготовка / обжимается матрицами 6, 7, уменьшаясь по диаметру. При этом, часть объема выдавливается в полость верхней матрицы 6 и отбортовывается пуансоиом 2. Степень деформации при отбортовке принимается небольшой для получения малого утопчения стенки трубы, а деформация обжима принимается максимально допустимой, что увеличивает высоту бокового патрубка 8. Снятие заготовки / с пуансона 2 осуществляется выталкивателем 9 после возвращения верхней матрицы 6 ползуном пресса в исходное положение.
Дальнейшее увеличение высоты бокового патрубка 8 достигается последующим обжатием трубной заготовки до требуемого диаметра корпуса тройника.
При движении матрицы 10 вниз патрубок 8 надевается горловиной на оправу 11, которая в период повторного обжима разъемными матрицами загофвкикалибрует внзтренний диаметр патрубка. Отштампованный тройн.у1имается с оправы съемником }2, и торцы его механически обрабатывшЬтся.
;.,
Предмет изобретения
Способ изготовления трубчатых тройников посредством штамповки трубчатых заготовок с боковым отверстием, в месте расположения которого за счет отбортовки получают боковой патрубок, отличающийся тем, что, с целью сокр щения числа операций и повышения равномерности толщины стенок тройника, при отбортовке заготовку обжимают по диаметру на всей длине для выдавливания материала в зону бокового отверстия, а затем отверстие полученного бокового патрубка калибруют с одновременным обжимом заготовки по диаметру на всей длине для увеличения высоты бокового патрубка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК С ДНОМ, В ЧАСТНОСТИ, ТЯГ СТЕКЛООЧИСТИТЕЛЕЙ | 2000 |
|
RU2196018C2 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ДЛЯ ШАРОВЫХ КРАНОВ | 2021 |
|
RU2757334C1 |
А 2 / 3ff
г. / г П W
:.Г-, /-
lvvbbU k
Фиг2
