Изобретение относится к области машиностроения и может быть использовано для получения трубчатых заготовок с дном, в частности, для изготовления заготовок тяг стеклоочистителей из листовой заготовки.
Известен способ изготовления трубчатых заготовок с дном из листовых заготовок с отношением длины получаемой заготовки к ее диаметру 22-25, включающий в себя вырубку круглой заготовки, комбинированную вытяжку и протяжку в одном штампе, вытяжку без утолщения стенки и последующую протяжку во втором штампе, комбинированную вытяжку и последующую протяжку в третьем штампе и окончательную вытяжку без утонения стенки и последующую протяжку в четвертом [1].
Однако из-за большого количества операций комбинированной вытяжки и протяжки и вытяжке без утонения толщина получаемой заготовки по впадинам и фестонам в меридиональном и диаметральном сечениях неодинакова, особенно уменьшаемая толщина трубчатой заготовки в месте перехода стенки в дно. Кроме того, при получении заготовок с отношением длины к диаметру 22-25 на последнем переходе, т.е. при вытяжке без утонения и последующей протяжке, длина вытяжного пуансона достигает отношения длины к диаметру 38-40 (с учетом высоты исходной заготовки, высоты вытяжной матрицы и матрицы для протяжки, высоты съемника и высоты получаемой заготовки) [1].
При этом жесткость пуансона на последней операции при таком отношении длины к диаметру невелика, что приводит к значительной разнотолщинности получаемой заготовки.
Наиболее близким является способ обжима заготовок, полученных вытяжкой, по всей длине с последующим выталкиванием заготовки из матрицы. При этом пуансон давит на дно заготовок, заталкивая ее в коническое отверстие матрицы [2] . При обжиме деформация по толщине заготовки приводит к увеличению толщины стенки, что позволяет изготовить трубчатые заготовки с минимальной разнотолщинностью. Кроме того, пуансон при обжиме имеет диаметр, равный наружному диаметру заготовки под обжим, и длину, равную высоте исходной заготовки, что значительно увеличивает его жесткость и уменьшает разнотолщинность заготовки при обжиме.
Однако применять этот способ на окончательной операции при получении трубчатых деталей с дном и отношением длины к диаметру 23-25 трудно, т.к. возникает проблема выталкивания обжатой заготовки из матрицы, потому что длина толкателя равна 23-25 его диаметров, что в свою очередь уменьшает его жесткость и увеличивает габариты штамповой оснастки, что ухудшает условия ее работы (необходимо наличие пневмоподушки с большим ходом, пресса с увеличенным ходом ползуна и увеличенной закрытой высотой). Кроме того, необходима дополнительная операция для превращения конического торца трубчатой заготовки в цилиндрический.
Задачей предлагаемого изобретения является создание способа обжима трубчатой заготовки на окончательной стадии ее изготовления, исключающего все вышеперечисленные недостатки.
Поставленная задача решается за счет того, что способ включает в себя вырубку круглой заготовки в первом штампе, комбинированную вытяжку и протяжку во втором штампе, вытяжку без утонения стенки и последующую протяжку в третьем штампе, комбинированную вытяжку и последующую протяжку в четвертом штампе и окончательный обжим в пятом штампе, при этом пуансон для окончательного обжима имеет цилиндрический выступ, диаметр которого равен диаметру комбинирующей части матрицы, по высоте равный высоте заходной и комбинирующей части матрицы.
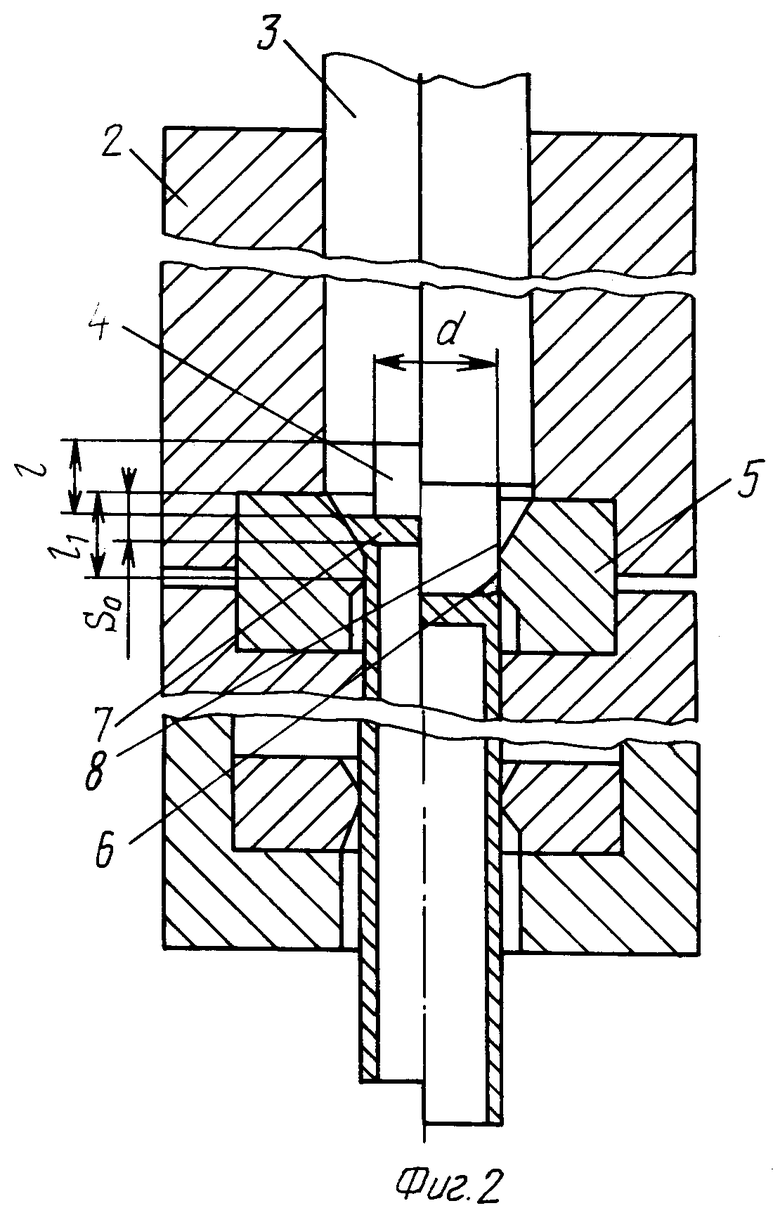
На фиг.1 и 2 показаны стадии обжима напровал.
Заготовка 1 устанавливается в контейнер 2. Пуансон 3 своим выступом 4, имеющим диаметр d, равный диаметру калибрующей части матрицы 5, и высоту 1, равную высоте заходной и калибрующей частей 1 матрицы, давит на дно исходной заготовки, толщина которого S = 2-4 толщинам стенки исходной заготовки Sn в результате нескольких операций комбинированной вытяжки и протяжки. Из-за того, что дно исходной заготовки в 2-4 раза толще стенок, деформации дна не происходит, а нижний торец заготовки начинает обжиматься в калибрующей части матрицы 6, фиг. 1 левая часть. После того, как дно заготовки 7 достигло заходной части матрицы 8, начинается процесс деформации толстого дна заготовки, который можно рассматривать как толстый диск - фиг.1 правая часть. При дальнейшем ходе пуансона 3 выступ 4 проталкивает утолщенное дно заготовки 7 через заходную часть 8 матрицы 5, где оно подвергается редуцированию с умеренными степенями деформации - левая часть фиг.2. В заключительной фазе выступ 4 проталкивает утолщенное дно 7 через калибрующую часть 6 матрицы 5 и заготовка всей своей длиной проходит через калибрующую часть матрицы 5.
Пример.
На первом переходе вырубали круглую заготовку диаметром 88 мм и толщиной 2,5 мм из стали 08Ю. На втором переходе производили комбинированную вытяжку на двухконусной матрице и дальнейшую протяжку. Параметры получаемой заготовки: диаметр по средней линии 39,6 мм, толщина стенки 1,75 мм, коэффициент вытяжки md = 39,6/0,88 = 0,45 и коэффициент утонения ms = 1,75/2,5 = 0,7. На третьем переходе производили вытяжку без утонения стенки и последующую протяжку. Параметры получаемой заготовки: диаметр по средней линии 24,5 мм, толщина стенки 1,31 мм. Коэффициент вытяжки md = 0,62, коэффициент утонения ms = 0,75. На четвертом переходе производили комбинированную вытяжку и последующую протяжку. Параметры получаемой заготовки: диаметр по средней линии 18,6 мм, толщина стенки 0,98 мм, высота заготовки 235 мм. Коэффициент вытяжки md = 0,76, коэффициент утонения ms = 0,75.
На пятом переходе проводили обжим заготовки по предлагаемому изобретению. Параметры получаемой заготовки: диаметр по средней линии 14 мм, толщина стенки 0,98 мм, получаемая длина заготовки 330 мм.
Коэффициент обжима: 14/18,6=0,75
Отношение толщины дна к толщине стенки: 2,5/0,98=2,55
Разнотолщинность не превышала 0,1 мм. При этом проводили отжиг, фосфотирование и омыливание после второго и после третьего переходов.
Источники информации
1. С. А.Валиев. Комбинированная глубокая вытяжка листовых материалов. - М.: Машиностроение, 1973.
2. Г. А.Смирнов-Аляев, Д.А.Вайнтрауб. Холодная штамповка в приборостроении. - Машгиз, 1963, с.218, рис. 103 а,б.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МНОГОГРАННЫХ ЗАГОТОВОК | 1997 |
|
RU2135319C1 |
| СПОСОБ ВЫТЯЖКИ ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2176572C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ КОЛЛЕКТОРА | 1998 |
|
RU2148288C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА ИЗ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2327538C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КВАДРАТНЫХ ЗАГОТОВОК | 2005 |
|
RU2317170C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| СПОСОБ РАЗДАЧИ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2209701C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2003 |
|
RU2284873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2001 |
|
RU2209697C2 |
Изобретение относится к области машиностроения и может быть использовано для получения трубчатых заготовок с дном из листовых заготовок. В первом штампе вырубают круглую заготовку, которую подвергают комбинированной вытяжке и последующей протяжке во втором штампе. В третьем штампе производят вытяжку без утонения стенки и последующую протяжку. В четвертом штампе осуществляют комбинированную вытяжку и последующую протяжку. Затем в пятом штампе производят окончательный обжим заготовки посредством пуансона с цилиндрическим выступом и матрицы с заходной и калибрующей частями. Диаметр цилиндрического выступа пуансона равен диаметру калибрующей части матрицы, а высота упомянутого выступа равна высоте заходной и калибрующей частей матрицы. В результате повышается качество получаемых заготовок и обеспечивается улучшение условий работы штамповой оснастки. 2 ил.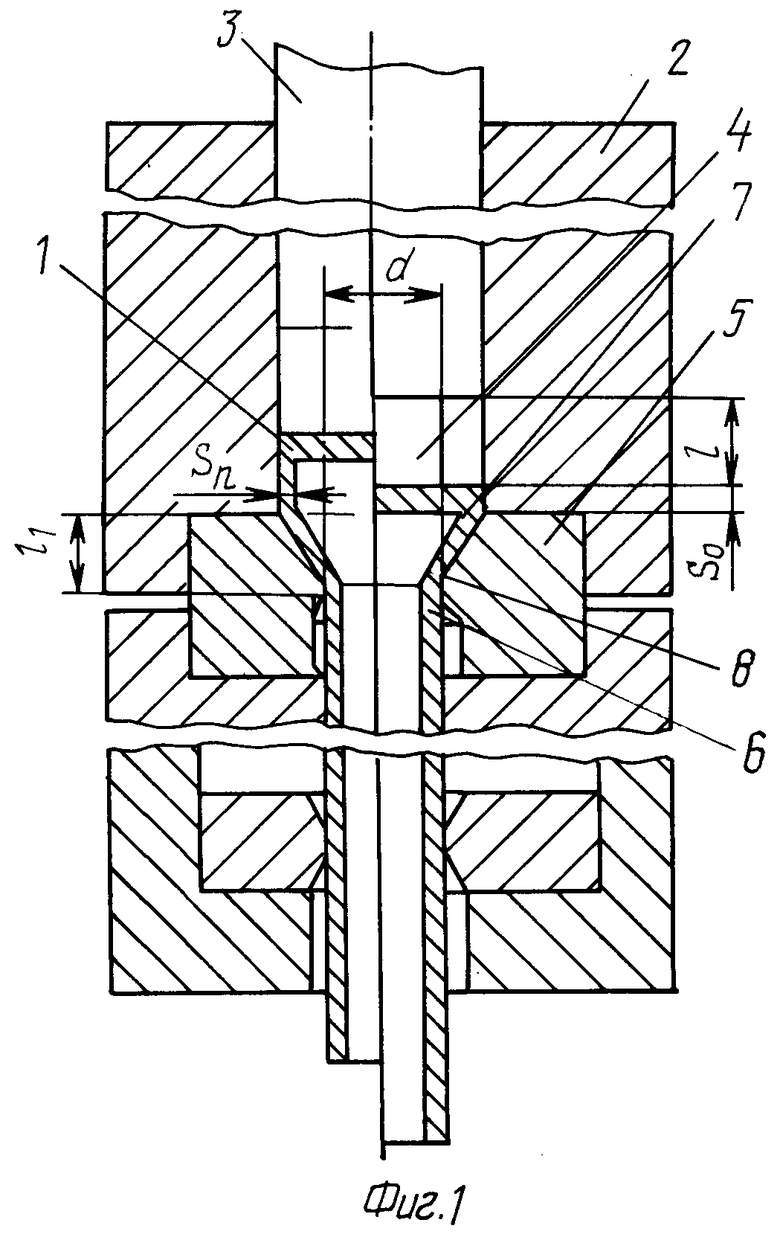
Способ изготовления трубчатых заготовок с дном, в частности, тяг стеклоочистителей, включающий вырубку круглой заготовки в первом штампе, комбинированную вытяжку и последующую протяжку во втором штампе, вытяжку без утонения стенки и последующую протяжку в третьем штампе и комбинированную вытяжку и последующую протяжку в четвертом штампе, отличающийся тем, что осуществляют окончательный обжим в пятом штампе, при этом пуансон для окончательного обжима имеет цилиндрический выступ, диаметр которого равен диаметру калибрующей части матрицы, а по высоте равный высоте заходной и калибрующей частей матрицы.
| ВАЛИЕВ С.А | |||
| Комбинированная глубокая вытяжка листовых материалов | |||
| - М.: Машиностроение, 1973, с.114 и 115, табл.20 | |||
| Способ изготовления цилиндрических изделий | 1973 |
|
SU498068A1 |
| Способ изготовления цилиндрических изделий | 1974 |
|
SU603325A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПОЛЫХ ДЕТАЛЕЙ | 1991 |
|
RU2028851C1 |
| US 3457761, 29.07.1969. | |||

