i (Л
tf
Од
о
00
00 to
Изобретение относится к шовной сварке и может быть использовано в машиностроении-при сварке по замкнутому контуру изделий типа баков, канистр, имеюпщх отбортовку.
Цель изобретения - упрощение настойки ;..при износе сварочных роликов.
На чертеже изображено предлагаемо устройство, общий вид.
Устройство для сварки по криволинейному контуру содержит двухшарнир- ную руку 1, смонтированную в корпусе 2. На свободном конце наружного плеча двухшарнирной руки 1 в-расточке установлен на валу 3 держатель 4 свариваемых деталей 5, выполненный ; совместно с втулкой 6 с внутренней резьбой и криволинейной направляющей 7, со смонтированными на ней зажимными элементами 8, выполненными в виде разрезных втулок с эксцентриками. Планшайба 9, на которой размещаются свариваемые детали 5, установлена с возможностью вертикального перемещения на винте 10. Винт 10 взаимодействует с внутренней резьбой втулки 11 с рукояткой 12. На наружной поверхности втулки 11 выполнена противоположно направленная резьба, с которой взаимодействует втулка 6 с внутренней резьбой.
При перемещении планшайба 9 настраивается по высоте относительно сварочного ролика 13.
Согласно держателю 4 с возможностью вращения на штоке пневмоци- линдра установлен прижим 14, содержащий регулировочные элементы 15.
Для фиксации определенного положения планшайбы 9 относительно криволинейной направляющей 7 выполнены направляющие колонны 16, установленные с возможностью вертикального перемещения во втулках зажимных элементов 8. Криволинейная направляющая 7 располагается между рядом ограничительных роликов 17 и копирным роликом 18, установленнь1х на линейке 19. Ряд роликов 17 предотвращает колебания деталей 5 при сварке прямого участка сварочного шва.
Устройство работает следующим образом.
Детали 5 помещаются на планшайбу 9, опускается прижим 14, край деталей 5 устанавливается на. нижний сварочный ролик 13 контактной сварочной
2
Затем опускается верхний роэлектрод, подается сварочный
ток, включается вращение роликовых
электродов, начинается сварка.
По мере износа сварочного ролика 13 производится настройка по высоте свариваемых деталей 5 относительно рабочей поверхности сварочного ролика 13 путем перемещения планшайбы .9 вниз на величину износа. Поворотом рукояток эксцентриковых зажимных элементов 8 освобождаются направляющие колонки 16, при этом планшайба 9
получает возможность вертикального перемещения. Рукояткой 12 начинают вращать втулку 11 влево, при этом ., винт 10 опускается по внутренней резьбе втулки 11, а втулка 11 в это
9ремя перемещается вниз по втулке 6. При этом планшайба 9 получает суммар-- ное перемещение вниз, равное сумме шагов резьб втулки 11, так как резьбы имеют взаимно .обратное направление. После достижения уровня рабочей поверхности сварочного ролика 13 поворотом рукояток эксцентриковых зажимных элементов 8 фиксируется настроенное положение деталей 5.
I
Таким образом, устройство позволяет упростить настройку при износе или замене сварочных роликов при минимальной затрате времени за счет ускоренного движения планшайбы.
Формула изо б р е т е н и я
Устройство для шовной сварки замкнутых криволинейных швов, содержащее шарнирно установленный в корпусе с возможностью поворота от сварочных роликов держатель свариваемых деталей с жестко закрепленной на нем криволинейной направляющей, копирньй ролик, смонтированньй на линейке с возможностью взаимодействия с наружной стороной криволинейной направляющей, отличающееся тем, что,
с целью повьш1ения точности настройки свариваемых деталей по высоте по ме-, ре износа сварочных роликов, оно снабжено планшайбойj установленной на держателе свариваемых деталей с воз-
можностью фиксируемого возвратно-поступательного перемещения относительно криволинейной направляющей вдоль оси поворота держателя.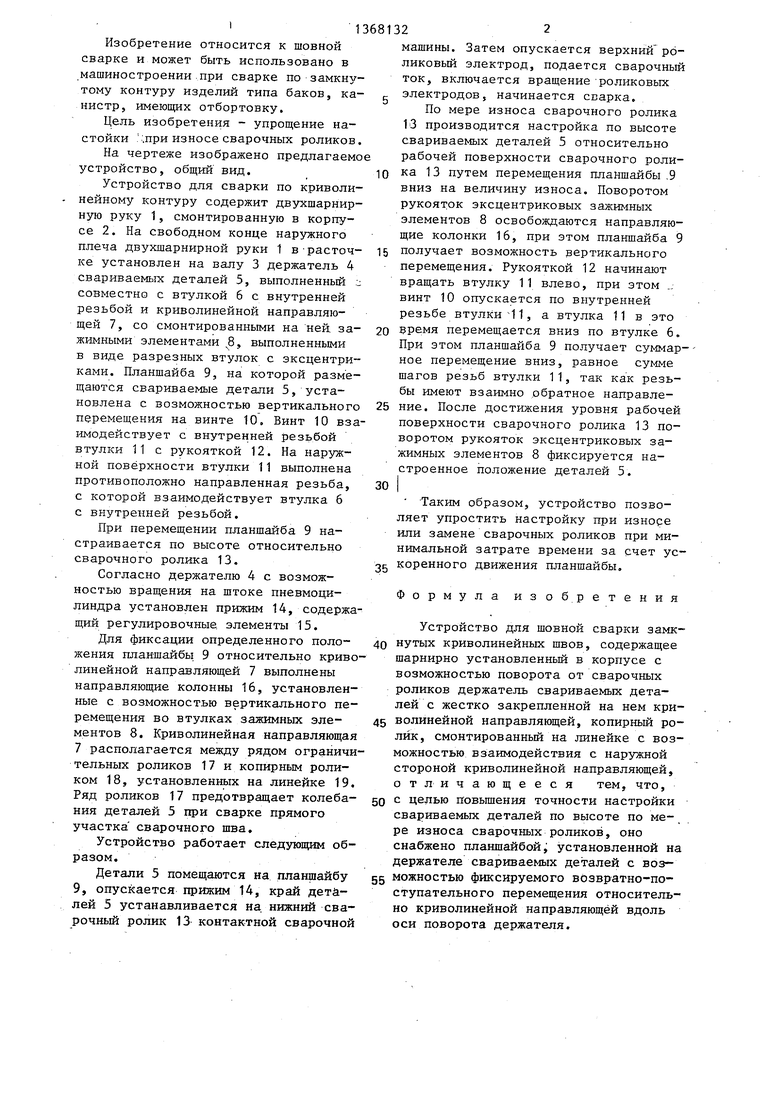
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для сварки плоских криволинейных швов | 1987 |
|
SU1481015A1 |
| Устройство для автоматической сварки криволинейных швов | 1976 |
|
SU607684A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство для сварки криволинейных швов с автоматическим копированием | 1990 |
|
SU1731516A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
Изобретение относится к шовной сварке и может быть использовано при сварке по замкнутому контуру изделий типа баков, канистр, имеющих отбор- товку. Для упрощения настройки свариваемых деталей 5 по высоте по мере износа сварочных роликов 13 планшайба 9 установлена с возможностью вертикального перемещения и фиксации на винте 10. Винт 10 взаимодействует через втулку 11, имеющую наружную и внутреннюю разнонаправленные резьбы, с держателем 4 свариваемых деталей 5, 1 ил.
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
