1
Изобретение относится к сварочному оборудованию, преимущественно к устройствам для сварки изделий по плоскому криволинейному контуру, например, при изготовлении канистр, бидонов и баков.
Целью изобретения является повышение качества сварки за счет повышения точности положения сварочной горелки относительно свариваемого шва.
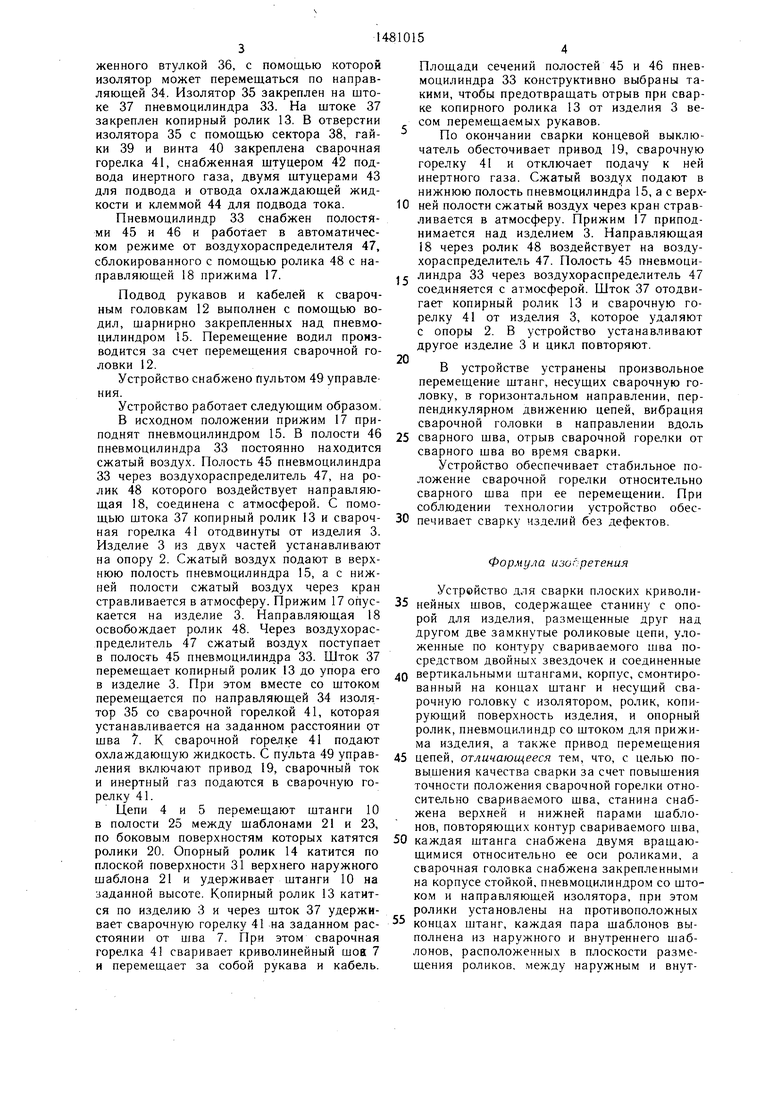
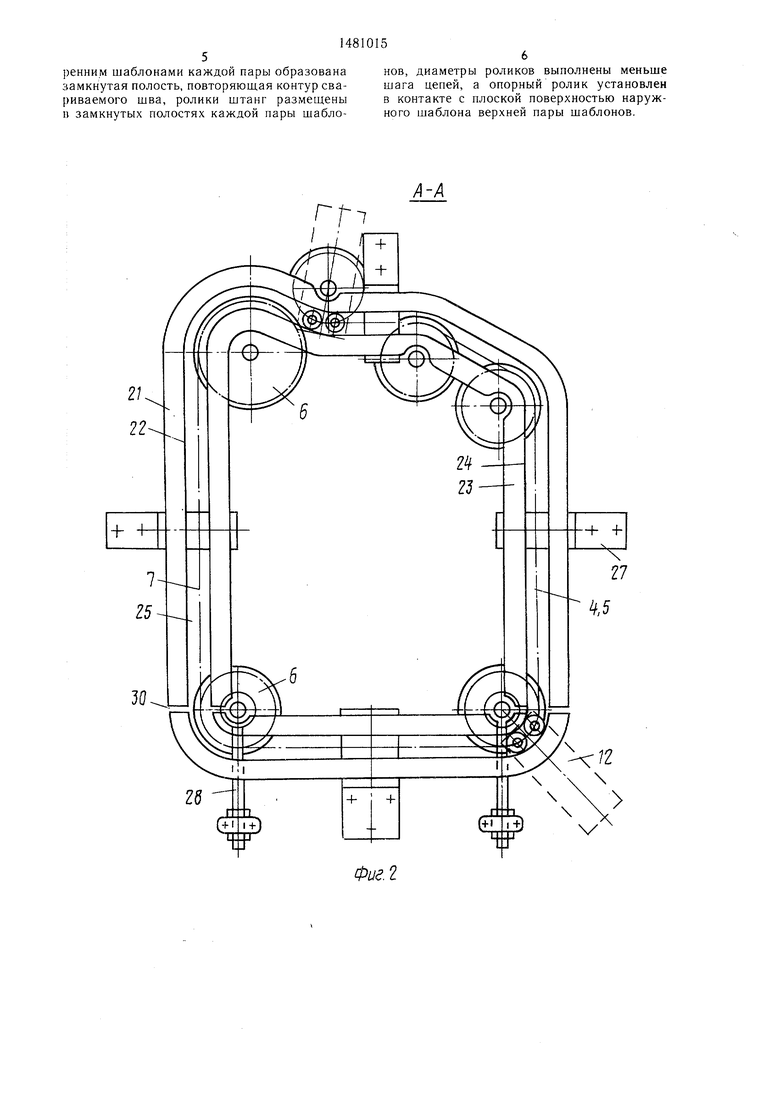
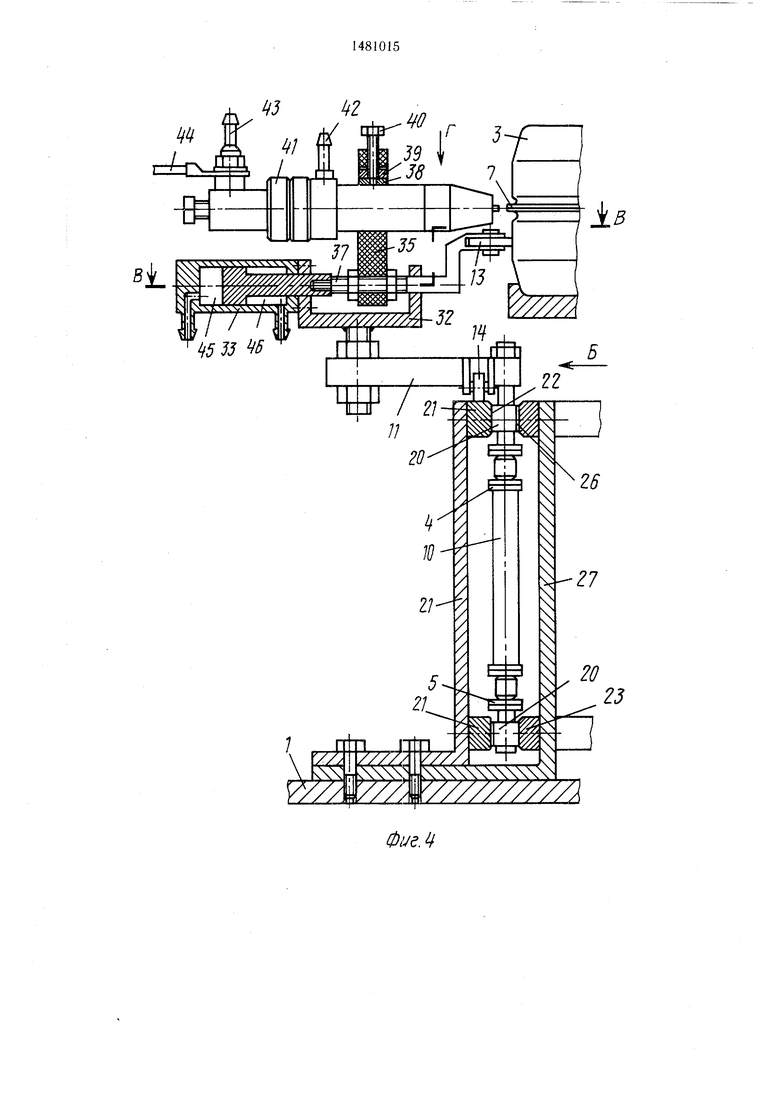
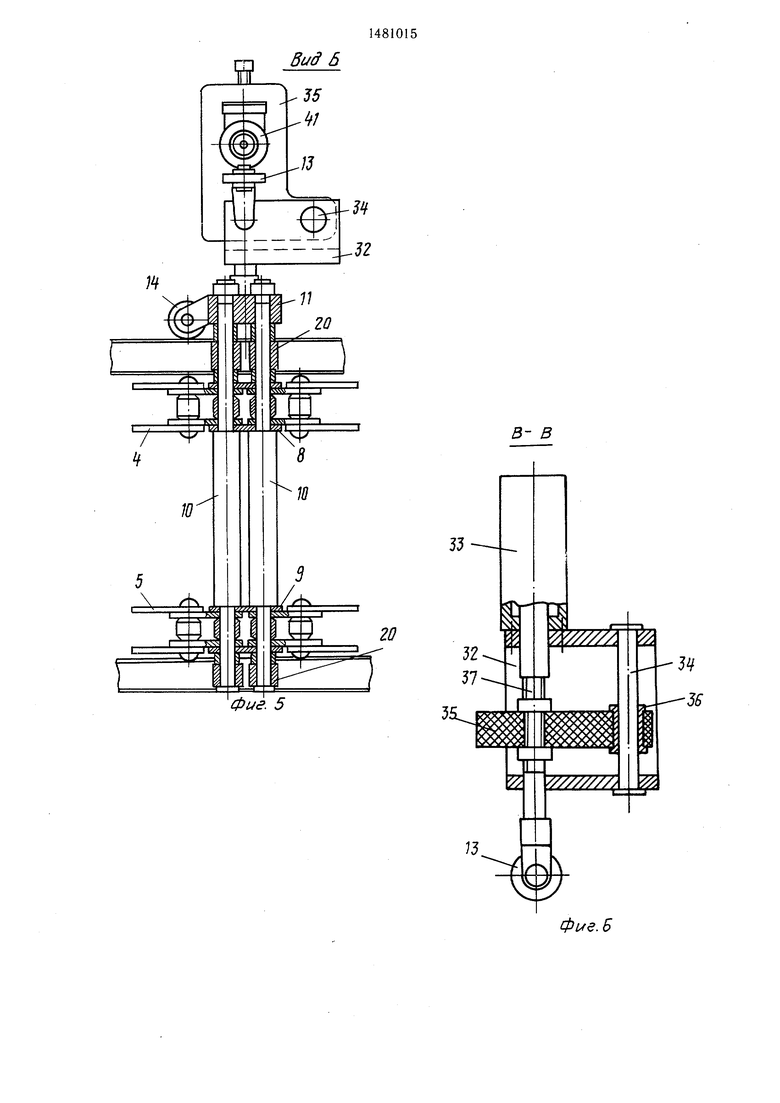
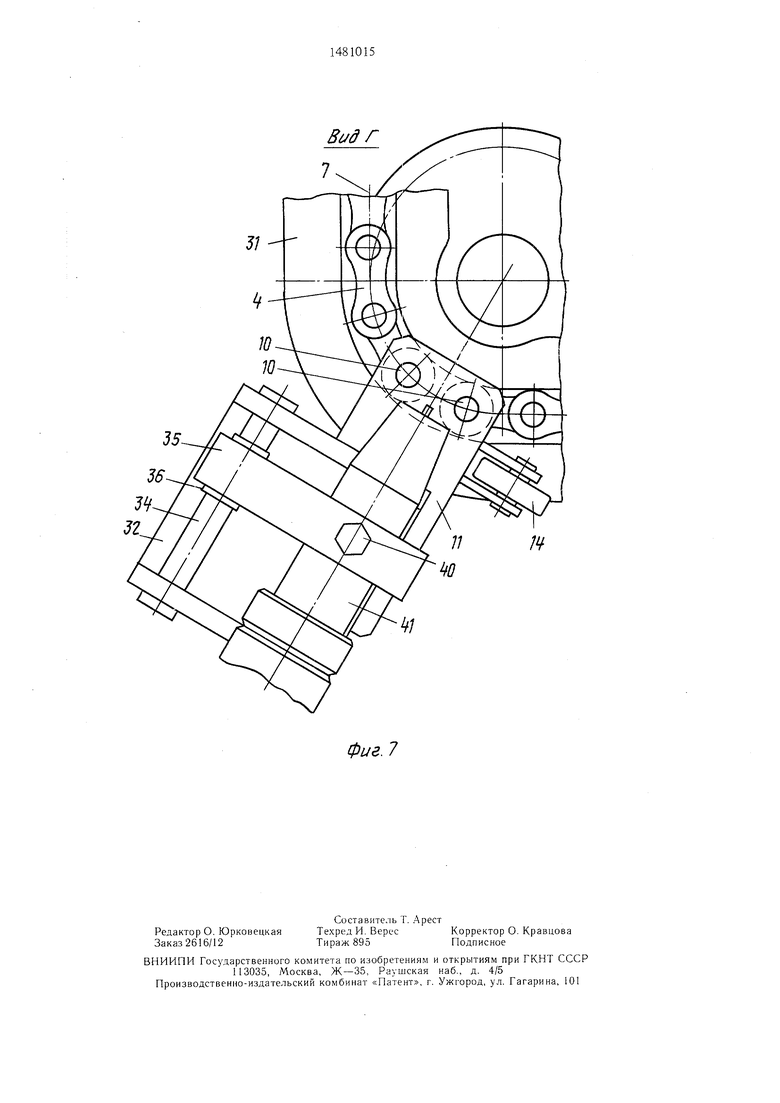
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-Л на фиг. 1 (для изделия типа бидон); на фиг. 3 - то же, для изделия типа канистра; на фиг. 4 - предлагаемое устройство, фрагмент; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 4; на фиг. 7 - вид Г на фиг. 4.
Устройство содержит станину 1 с опорой 2 для свариваемого из двух частей изделия 3, две замкнутые роликовые цепи 4 и 5, расположенные одна над другой и уложенные с помощью двойных звездочек 6 по контуру плоского криволинейного сварного шва 7, расположенного в горизонтальной плоскости. Две оси звена 8 верхней цепи 4 и две оси звена 9 нижней цепи 5 заменены двумя штангами 10, соединяющими цепи 4 и 5 и закрепленными выше цепи 4 в корпусе И, на котором размещены сварочная головка 12 с копирным роликом 13, контактирующим с изделием 3, и опорный ролик 14. На станине 1 закреплен пневмо- цилиндр 15, шток 16 которого снабжен прижимом 17 для изделия 3. Прижим 17 снабжен двумя направляющими 18, контактирующими с отверстиями в станине 1.
Устройство снабжено приводом 19, соединенным двойным шарниром Гука с двойной звездочкой 6 для перемещения цепей 4 и 5 со сварочной головкой 12 вдоль контура шва 7.
Каждая штанга 10 снабжена двумя роликами 20, расположенными выше верхней
цепи 4 и ниже нижней цепи 5 со сварочной головкой 12 вдоль контура шва 7.
Каждая штанга 10 снабжена двумя роликами 20, расположенными выше верхней
цепи 4 и ниже нижней цепи 5 с возможностью вращения относительно оси штанги. Ролики 20 с одной стороны охвачены двумя наружными шаблонами 21 с эквидистантной контуру шва 7 внутренней бокоQ вой поверхностью 22, а с другой стороны охвачены двумя внутренними шаблонами 23 с эквидистантной контуру шва 7 наружной боковой поверхностью 24. Между наружными 21 и внутренними 23 шаблонами образована замкнутая полость 25, эквидис5 тантная криволинейному контуру шва 7. В полости 25 расположены штанги 10, с помощью роликов 20 контактирующие с боковыми поверхностями 22 и 24 шаблонов. Вращение роликов 20 на штангах 10
п обеспечено зазором 26 между роликами и шаблонами 21 или 23. Диаметры роликов 20 выполнены меньше шага цепей 4 и 5, т. е. меньше расстояния между осями штанг 10. Например, при шаге цепей 25,4 мм диаметры роликов составляют 20 мм.
5 Шаблоны 21 и 23 с помощью стоек 27 попарно закреплены выше верхней цепи 4 и ниже нижней цепи 5 на основании 1.
Натяжение цепей 4 и 5 производят двумя винтами 28, взаимодействующими с
0 корпусами 29 двойных звездочек 6. В шаблонах 21 и 23 выполнено по два разреза 30, расположенные по осям звездочек 6. Опорный ролик 14 контактирует с плоской поверхностью 31 верхнего шаблона 21, расположенной перпендикулярно штангам 10
5 и параллельно контуру шва 7.
Сварочная головка 12 снабжена закрепленной на корпусе 11 стойкой 32, на которой закреплены пневмоцилиндр 33 и направляющая 34 для изолятора 35, снабженного втулкой 36, с помощью которой изолятор может перемещаться по направляющей 34. Изолятор 35 закреплен на штоке 37 пневмоцилиндра 33. На штоке 37 закреплен копирный ролик 13. В отверстии изолятора 35 с помощью сектора 38, гайки 39 и винта 40 закреплена сварочная горелка 41, снабженная штуцером 42 подвода инертного газа, двумя штуцерами 43 для подвода и отвода охлаждающей жидкости и клеммой 44 для подвода тока.
Пневмоцилиндр 33 снабжен полостями 45 и 46 и работает в автоматическом режиме от воздухораспределителя 47, сблокированного с помощью ролика 48 с направляющей 18 прижима 17.
Подвод рукавов и кабелей к сварочным головкам 12 выполнен с помощью водил, шарнирно закрепленных над пневмо- цилиндром 15. Перемещение водил производится за счет перемещения сварочной головки 12.
Устройство снабжено пультом 49 управления.
Устройство работает следующим образом.
В исходном положении прижим 17 приПлощади сечений полостей 45 и 46 пневмоцилиндра 33 конструктивно выбраны такими, чтобы предотвращать отрыв при сварке копирного ролика 13 от изделия 3 весом перемещаемых рукавов.
По окончании сварки концевой выключатель обесточивает привод 19, сварочную горелку 41 и отключает подачу к ней инертного газа. Сжатый воздух подают в нижнюю полость пневмоцилиндра 15, а с верх10 ней полости сжатый воздух через кран стравливается в атмосферу. Прижим 17 приподнимается над изделием 3. Направляющая 18 через ролик 48 воздействует на воздухораспределитель 47. Полость 45 гтневмоци4 с линдра 33 через воздухораспределитель 47 соединяется с атмосферой. Шток 37 отодвигает копирный ролик 13 и сварочную горелку 41 от изделия 3, которое удаляют с опоры 2. В устройство устанавливают другое изделие 3 и цикл повторяют.
20 п
В устройстве устранены произвольное
перемещение штанг, несущих сварочную головку, в горизонтальном направлении, перпендикулярном движению цепей, вибрация
сварочной головки в направлении вдоль поднят пневмоцилиндром 15. В полости 46 25 сварного шва, отрыв сварочной горелки от пневмоцилиндра 33 постоянно находитсясварного шва во время сварки,
сжатый воздух. Полость 45 пневмоцилиндраУстройство обеспечивает стабильное по33 через воздухораспределитель 47, на ро-ложение сварочной горелки относительно
лик 48 которого воздействует направляю-сварного шва при ее перемещении. При
щая 18, соединена с атмосферой. С помо-соблюдении технологии устройство обесщью штока 37 копирный ролик 13 и свароч- 30 печивает сварку изделий без дефектов, ная горелка 41 отодвинуты от изделия 3. Изделие 3 из двух частей устанавливают на опору 2. Сжатый воздух подают в верхнюю полость пневмоцилиндра 15, а с нижней полости сжатый воздух через кран стравливается в атмосферу. Прижим 17 опускается на изделие 3. Направляющая 18 освобождает ролик 48. Через воздухораспределитель 47 сжатый воздух поступает в полость 45 пневмоцилиндра 33. Шток 37
35
Формула изо; ретения
Устройство для сварки плоских криволинейных швов, содержащее станину с опорой для изделия, размещенные друг над другом две замкнутые роликовые цепи, уложенные по контуру свариваемого шва посредством двойных звездочек и соединенные перемещает копирный ролик 13 до упора его 4Q вертикальными штангами, корпус, смонтиро- в изделие 3. При этом вместе со штокомванный на концах штанг и несущий сваперемещается по направляющей 34 изоля-рочную головку с изолятором, ролик, копитор 35 со сварочной горелкой 41, котораярующий поверхность изделия, и опорный
устанавливается на заданном расстоянии отролик, пневмоцилиндр со штоком для прижишва 7. К сварочной горелке 41 подаютма изделия, а также привод перемещения
охлаждающую жидкость. С пульта 49 управ- 45 цепей, отличающееся тем, что, с целью по- ления включают привод 19, сварочный токвышения качества сварки за счет повышения
и инертный газ подаются в сварочную го-точности положения сварочной горелки отнорелку 41.сительно свариваемого шва, станина снабЦепи 4 и 5 перемещают штанги 10жена верхней и нижней парами шаблов полости 25 между шаблонами 21 и 23, нов, повторяющих контур свариваемого шва, по боковым поверхностям которых катятся 50 каждая штанга снабжена двумя вращаю- ролики 20. Опорный ролик 14 катится пощимися относительно ее оси роликами, а
сварочная головка снабжена закрепленными на корпусе стойкой, пневмоцилиндром со штоком и направляющей изолятора, при этом ролики установлены на противоположных концах штанг, каждая пара шаблонов выполнена из наружного и внутреннего шаблонов, расположенных в плоскости размещения роликов, между наружным и внутплоской поверхности 31 верхнего наружного шаблона 21 и удерживает штанги 10 на заданной высоте. Копирный ролик 13 катится по изделию 3 и через шток 37 удерживает сварочную горелку 41 на заданном расстоянии от шва 7. При этом сварочная горелка 41 сваривает криволинейный шов 7 и перемещает за собой рукава и кабель.
Площади сечений полостей 45 и 46 пневмоцилиндра 33 конструктивно выбраны такими, чтобы предотвращать отрыв при сварке копирного ролика 13 от изделия 3 весом перемещаемых рукавов.
По окончании сварки концевой выключатель обесточивает привод 19, сварочную горелку 41 и отключает подачу к ней инертного газа. Сжатый воздух подают в нижнюю полость пневмоцилиндра 15, а с верх0 ней полости сжатый воздух через кран стравливается в атмосферу. Прижим 17 приподнимается над изделием 3. Направляющая 18 через ролик 48 воздействует на воздухораспределитель 47. Полость 45 гтневмоцис линдра 33 через воздухораспределитель 47 соединяется с атмосферой. Шток 37 отодвигает копирный ролик 13 и сварочную горелку 41 от изделия 3, которое удаляют с опоры 2. В устройство устанавливают другое изделие 3 и цикл повторяют.
0 п
В устройстве устранены произвольное
перемещение штанг, несущих сварочную головку, в горизонтальном направлении, перпендикулярном движению цепей, вибрация
30
35
4Q
ренним шаблонами каждой пары образована замкнутая полость, повторяющая контур свариваемого шва, ролики штанг размещены и замкнутых полостях каждой пары шаблонов, диаметры роликов выполнены меньше шага цепей, а опорный ролик установлен в контакте с плоской поверхностью наружного шаблона верхней пары шаблонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Устройство для сварки изделий с замкнутыми криволинейными швами | 1975 |
|
SU604645A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для автоматической сварки | 1960 |
|
SU138679A1 |
| Устройство для сварки криволинейных поверхностей | 1986 |
|
SU1411111A1 |
| Установка для автоматической сварки прямоугольных изделий с закругленными углами | 1986 |
|
SU1454623A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
Изобретение относится к сварочному оборудованию, преимущественно к устройствам для сварки изделий по плоскому криволинейному контуру, например, при изготовлении канистр, бидонов и баков. Цель - повышение качества сварки за счет повышения точности положения сварочной горелки относительно свариваемого шва. Устройство содержит станину 1 с опорой 2 для изделия 3, которое сваривают головками 12 при их обкатывании по контуру изделия посредством цепей 4 и 5, перемещаемых вращением звездочек 6. Цепи 4 и 5 соединены штангами 10 с роликами, обкатывающимися между верхней парой шаблонов 21 и 23 и нижней парой шаблонов 21 и 23 по замкнутым полостям между шаблонами. На штангах 10 установлены корпусы 11 со сварочными головками 12, радиальные корректировки которых выполняют за счет автоматических пневматических узлов, управляемых воздухораспределителем 47 с роликом 48. Цепи перемещают за счет привода 19. Изделие 3 закрепляют на опоре 2 с помощью пневмоцилиндра 15 со штоком 16 и прижимом 17. Шаблоны 21 и 23 закреплены на станине 1 стойками 27. Удерживание штанг 10 на заданной высоте при перемещении цепей 4 и 5 осуществляется за счет обкатывания опорного ролика 14 по плоской поверхности шаблона 21 верхней пары шаблонов. Устройство обеспечивает стабильное положение сварочной горелки относительно шва при перемещении цепей как в радиальном, так и в поперечном направлениях. 7 ил.
гг-
за
А-А
V
Фиг. г
21 1L
-3ш
г
ге
Щ
-t +
23 24
{
-+-+27
ч4Щ
Фиг.З
////////77,
NX
9IOI8tI
Вид 6
фие. 5
в- в
33
13
Фие.6
Bt/дГ
V
фиг. 7
14
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки изделий с замкнутыми криволинейными швами | 1975 |
|
SU604645A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
