со
Од 00
00
1
Изобретение относится к резинотах- ни |ескому производству, в частности к технологическим процессам изготовления профильных резиновых изделий на линиях непрерывной вулканизации.
Целью изобретения является расширение технологических возможностей экструзионной головки.
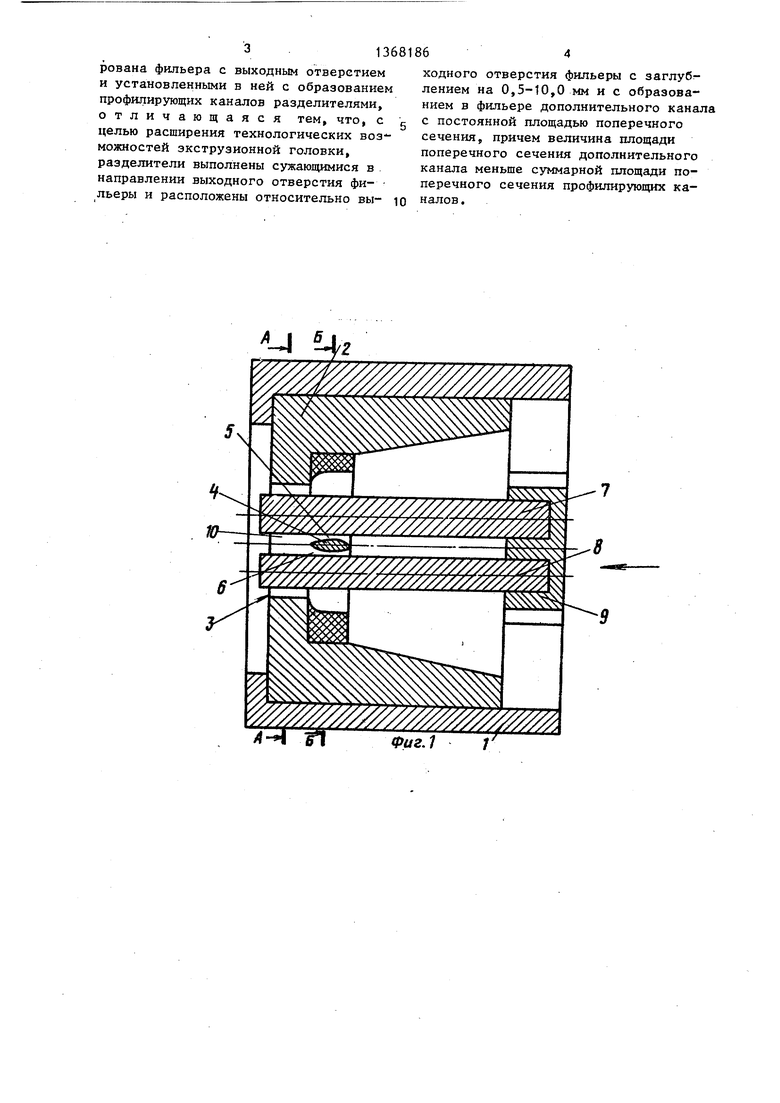
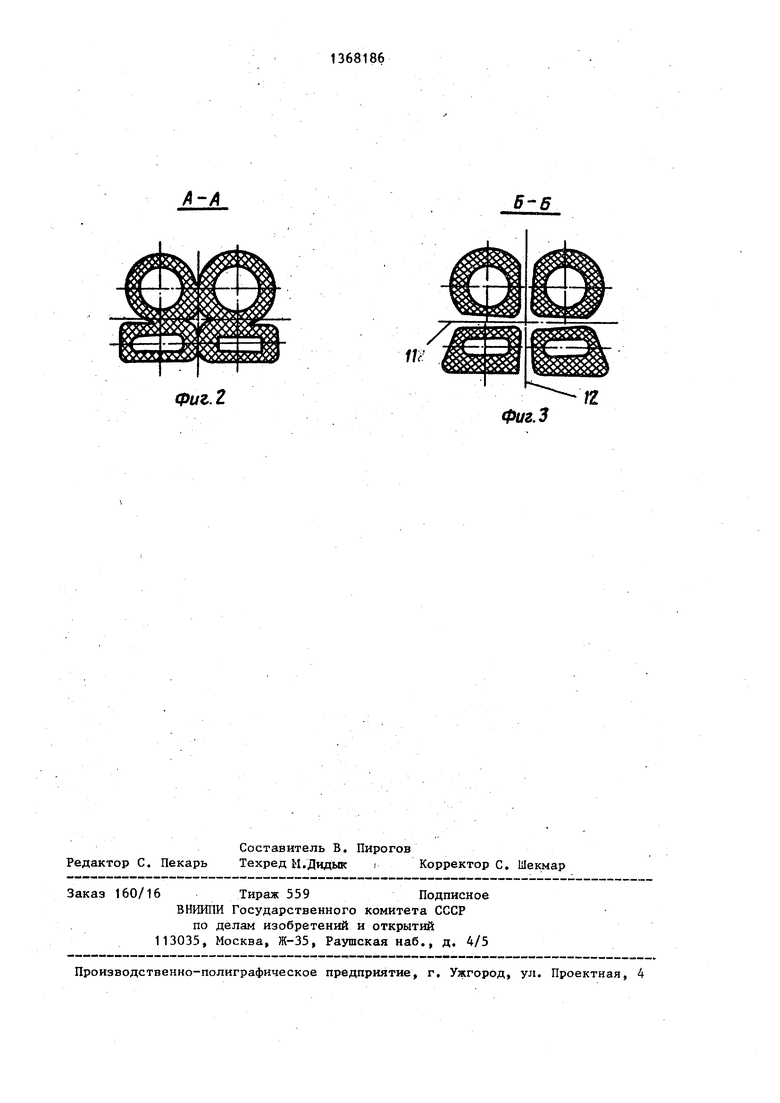
На фиг. 1 показана экструзионная головка, общий вид, продольный разрез; на фиг, 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение В-Б на фиг. 1.
Экструзионная головка содержит корпус 1, в котором смонтирована фильера 2 с выполненным в ней выходным отверстием 3 и разделителями 4. , Разделители 4 установлены с образованием между ними и фильерой 2 профилирующих каналов 5 и 6. При изготовлении резинотехнических изделий с полым профилем экструзионная головка может быть дополнительно снабжена дорнами 7 и 8, прикрепленными к фильере 2 посредством дорнодержате- ля 9. Разделители 4 выполнены сужающимися в направлении выходного отверстия 3 и расположены относительно него с заглублением на 0,5-10,0 мм и с образованием в фильере 2 дополнительного канала 10. Площадь поперечного сечения дополнительного канала 10 постоянна по всей его длине, но меньше суммарной площади поперечного сечения профилирующих каналов 5 и 6.
Экструзионная головка работает следующим образом.
Резиновая смесь от внешнего устройства, например червячного экстру- дера (не показан), под давлением подается в фильеру 2, где проходит по профилирующим каналам 5 и 6 и дополнительному каналу 10, после чего экструдируется через выходное отверстие 3 в виде изделия заданной формы, например изделия-заготовки со сложным профилем. Благодаря выполнению разделителей 4 сужающимися в направлении выходного отверстия 3 фильеры 2, расположению разделителей 4 относительно выходного отверстия 3 .с заглублением, постоянству величины площади поперечного сечения дополнительного канала 10 и превьш1ению суммарной площади поперечного сечения профилирующих каналов 5 и 6 относительно величины площади поперечного сечения дополни13681862
тельного канала 10 в пограничных зонах составных частей экструдируемого изделия-заготовки, т.е. в зонах слияt- ния по осям 11 и 12 расплава полимера при обтекании разделителей 4, оно формируется с сохраняющимся при вулканизации механическим ослаблением. За счет такого ослабления изделие10 заготовку можно разъединить по осям 11 и 12 непосредственно после вулканизации. При этом усилие разъема и качество получаемых поверхностей в местах разъема определяется положе-
If нием разделителей 4 относительно выходного отверстия 3. В частности, при величине заглубления, близкой к меньшему пределу (0,5 мм), достигается наименьшая шероховатость поверх20 ностей изделий при разъему изделия- заготовки. Такие изделия удовлетворяют техническим требованиям по товарному виду, например уплотнителей из губчатой резины с видовой поверх25 ностью, применяемых в автомобильной промьш1ленности. При величине заглубления, близкой к верхнему пределу (10,0 мм), достигается максимальная шероховатость поверхностей изделий.
30 Такие изделия:пригодны для использования при изготовлении клеедых конструкций.
Увеличение величины заглубления CBbmie 10,0 мм приводит к образованию
- изотропного вулканизата при экструди- ровании изделия-заготовки, разъеди- . нить который по заданным плоскостям невозможно.
Уменьшение величины заглубления
40 ниже 0,5 мм приведет к тому, что потоки резиновой смеси могут разъединиться при вулканизации или образуются ;пазовые полости по плоскостям соединения .
.g Данная экструзионная г-оловка характеризуется расширением технологических возможностей также тем, что ее использование исключает операцию шерохования поверхностей для приклеивания резиновых
изделий, а, также позволяет изготов- лять бесстыковый профиль с переменным сечением. В этом случае разъединение изделия-заготовки осуществляется не по всей длине изделия, а на участках заданной длины.
55
Формула изобретения ЭкГструзионная головка для изготовления профильных резиновых изделий, содержащая корпус, в котором смонтиФормула изобретения ЭкГструзионная головка для изготовления профильных резиновых изделий, содержащая корпус, в котором смонти313681
рована фильера с выходным отверстием и установленными в ней с образованием профилирующих каналов разделителями, отличающаяся тем, что, с g целью расширения технологических воз- можностей экструзионной головки, разделители выполнены сужающимися в направлении выходного отверстия фильеры и расположены относительно вы- ю
64
ходного отверстия фильеры с заглубт- лением на 0,5-10,0 мм и с образованием в фильере дополнительного канала с постоянной площадью поперечного сечения, причем величина площади поперечного сечения дополнительного канала меньше суммарной площади поперечного сечения профилирующих каналов .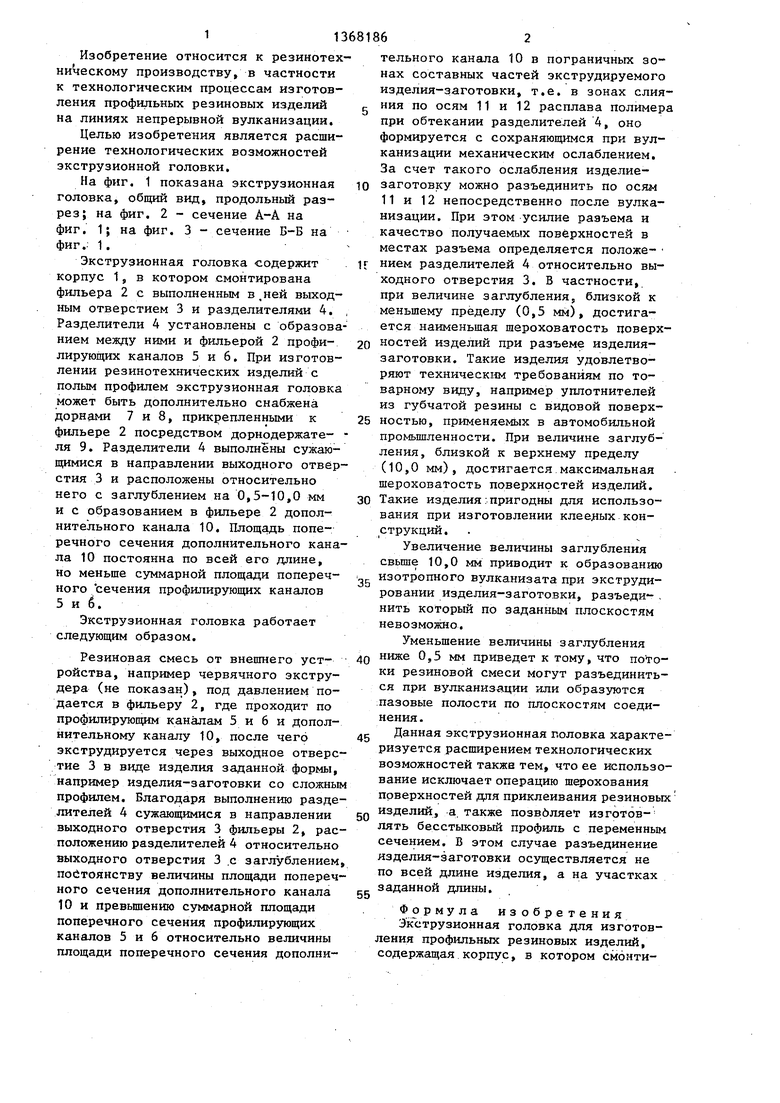
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| Устройство для формования изделий из полимерных материалов | 1980 |
|
SU891464A1 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| ОТКИДНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОФИЛЕЙ ИЗ РАЗЛИЧНЫХ РЕЗИНОВЫХ СМЕСЕЙ | 1999 |
|
RU2179110C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Способ получения длинномерных резиновых изделий | 1981 |
|
SU979158A1 |
| Экструзионная головка для изготовления трубчатых полимерных изделий | 1978 |
|
SU722777A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах | 2015 |
|
RU2618067C2 |
Изобретение относится к реэино- техническому производству,- в частности к процессам изготовлений профильных вулканизированных изделий. Целью изобретения является расширение .технологических возможностей устройства. Головка содержит фильеру с профилирующими и дополнительными каналами, а также разделители, заглубленные относительно выходного отверстия фильеры на 0,5-10,0 мм. Поперечное сечение дополнительного канала меньше суммарного поперечного сечения профилирующих каналов. При прохождении расплава полимера через профили- руняцие и дополнительный каналы экст- рудируется изделие-заготовка, в которой вследствие прохождения расплава через разделители образуются зоны с механическим ослаблением. По границам этих зон полученные изделия-заготовки могут быть разъединены на изделия заданной формы;и с заданной . шероховатостью по плоскостям разъема. 3 ил. I сл
-Л Цг
е- г
У/////////////////////// Л
f(-A
Фиг. 2
5-6
Фиг.З
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| Солесос | 1922 |
|
SU29A1 |
| Экструзионная головка | 1975 |
|
SU653124A1 |
| Солесос | 1922 |
|
SU29A1 |
