... . -. 1 :. Изобретение касается переработки пластмасс в изделия и может быть испОльзовано при формовании стренг с их последующей резкой на гранулы или сматыванием в бобины. .. Известна экструзионная головка с держащая feopnyc и решетку с фор мующи ми отверстиями переменной длины 1. Недостаток известной экструз.ионнрй головки состоит В.ТОМ, что профиль решетки заранее не известен и его получают путем трудоемкой доводки, в.процессе которой возникают неизбежные отклонения от оптимальной . геометрии, что приводит к понижению размерной точности изделий - стренг или гранул. Наиболее близкой по технической сущности к данному изобретению является экструэиойная головка, содержа (цая. корпус с отверстием для подачи расплава пластмассы, размещенный в корпусе цилиндрический коллектор и решетку с формующими отверстиями .2 . Недостаток такой головки - неравномерность выхода расплава из формующих отверстий решетки в результате различного давлен11я расплава в разли ных сечениях коллектора, что снижает размерную точность изделий, а также . . {сложность изготовления и доводки профиля решетки.. Цель изобретения - повышение размерной точности изделий и упрсядение изготовления головки. Достигается.это благодаря тому, что рабочая поверхность решетки выполнена по политропической кривой и имеет профиль, определяемый из соотношения: .. , , . (-1Г to t т где b - расстояние до формующих отверстий, измеряемое по оси ко.ллектора от отверстия для подачи расплава; Et - толщина роиетки на расстояНИИ b от отверстия для подачи расплава ; ц, - толщина решетки в месте расположения торцевого формующего отверстия;В расстояние по оси коллектора от отверстия для подачи расплава до оси хорцевого формующего отверстия;N - число формующих отверстий решетки на участке между отверстием для подачи расплава и торцом ко.ллек- тора; R - радиус коллектора; - радиус формующих отверстий решзтки; п -средний тангенс угла накло- йа Кривой течения перерабатываемой пластмассы в логариф1«мческих координатах. На фиг. 1 схематически изображена головка в разрезе, план; на фиг. 2 - то же, поперечный разрез; на фиг. 3кривая течения перерабатываемой пласт массы (зависимость градиента скорости от напряжения сдвига) в логарифмичесхйх координатах. Экструэионная головка со):1ержит корпус 1, дросселирующую решетку 2, решетку 3 и боковины 4. Канал головки образован отверстием а для noдачи расплава пластмассы, цилиндрическим коллектором,5, переходными участками канала и формующими.отверстйями , выполненными в решетке 3. Решетка 3 спрофилирована по поа формую литропической кривой щие отверстия б имеют переменную длину, уменьшающ.уюся-от ЕС против входного отверстия до 6 против торца коллектора. Головка может иметь как Центральную, так и боковую запитку перерабатываемой пластмассой. -Профиль решетки 3 выбирают из соотношения: . , . .п+1 . в(жу Л if V R У V Б / где Ь, , В, N, R, R , п имеют. указанные значения. , РаботаетЭкструзиойная головка сле дующим образом. .- . Перерабатываемая пластмасса через входное отверстие а подается в коллектор 5, распределяется по ширине 7оловки и выходит через формующие отверстия б переменной длины, образуя стренги, которые после охлаждения режутся на .гранулы или сматываются в бобины. Давление в коллекторе 5 умень шается по мере увеличения расстояния tr от отверотия} а подали расплава Компенсация падения давления в коллек торе достигается профилированием решетки 3 rio политропической кривой, связанной с геометрическими размерами кайаЛа приведенным соотношением. Пример построения профиля ршиетки Необходимоопределить профиль решетки, имеющей толщину в месте располоАенйя торцевого формующего отверстия 1,5 см, расстояние по оси коллектора от отверстия для подачи расплава до оси торцевого формующего отверстия В 13,5 см, число формующих отверстий на участкемежду отверс тием для подачи расплава и торцом кол лектора N 10, радиус коллектора R 1,5 см, радиус формующих отверсти решетки R, 0,25 см. формукяцие отверстия решетки расположены |равномерн Головка должна обеспечитьравномер ность выхода перерабатываемого ударопрочного полистирола марки УПМ-70-3 ЭК. Температура экструзии 210 с-. Кривая течения (зав.исимость эффективного градиента скорости от напряжения сдвига) полистирола марки УПМ-703 ЭК в рабочем диапазоне скоростей течения и при температуре 210с представлена на фиг, 3 в логарифмических координатах. - Предварительно определяют средний тангенс угла о(. наклона кривой течения, для чего аппроксимируют ее прямой линией (отрезок АС на фиг. 3). Находят, что t,. o,.,,.,,. Длины ДС и АД определяются непосредственно по фиг. 3.. Следует заметить, что кривые течения термопластов, представленные в логарифмических координатах, в широком диапазоне скоростей течения во многих случаях совпадают с прямыми линиями или хорошо аппроксимируются ими.. . Подставляя исходные величины в соотношение размеров, приведен ое в формуле изобретения, получают: е -г -М. b Г Ъ т- ) 1 . г, / ч ц / ( ь Г о,ъ г i.(o . ч 0,3- V 1,5 I V 0,3- V 1,51 vli; / .0,(1-:) ,5 При расчете толщины решетки бь. можно подставлять любые длиныЬ , выбираемые в промежутке от О до В. Поскольку решетка головки имеет естественные привязки, а именно формующие отверстия, величины tзадаются как расстояния от входного отверстия до формующих отверстий. Исходя из условия их равномерного расположения, находят, iVo расстояние, t между любыми соседними отверстиями равно частному от деления расстояния В на число промежутков Между отверстиями , т. е. bi..Расстояние b ДО каждого из отверстий определяют последовательным суммированием величин t. Результаты расчета приведены в таблице. Производя подстановку величин b в уравнение для 6 находят толщину ре;шетки против каждого из отверстий (см. табл.). Приведенные в талице размеры определяют профиль решетки, соответствующий прйнятьш исходным данным,и позволяют выполнить разметку рабочей поверхности решетки при ее изготовле нии. Для головок с центральной пода-, чей. расплава разметку выполняют от центра решетки к ее торцам, при боко вой подаче расплава от отверстия-решетки, примыкающего к входному отвер тию головки, до торцевого,отверстия. Изготовление решетки может быть также выполнено по копиру, профиль которого определен данными таблицы. Данное изобретение обеспечивает равноскрростной перерабатываемой пластмассы из формующих отверстий, вцсокую размерную точность стренг или получаемых из них гранул и устраняет работы по доводке канала головки, что особенно выгодно при использовании экструзионной головки в крупнотоннажных производствах гранул из термопластов. Формула изобретения Экструзионная головка, содержащая корпус с отверстием для подачи распла ва пластмассы, размещенный в корпусе цилиндрический коллектор и решетку с формующими отверстиями, о т л и ч а ю щ а я с я тем, что, с целью повьняени .размерной точности изделий и упрощени изготовления головки, рабочая поверхность решетки выполнена по политропической кривой и имеет профиль, определяемый из соотношения; .3m-t U/ в) где b - расстояние до формующих отверстий, измеряемое по оси коллектора от отверстия для подачи расплава; 6tj - толщина решетки на расстоянии Ь от отверстия для подачи рабплава; 6f - толщина решетки в месте расположения торцевого формующего отверстия; .В - расстояние по оси коллектора от отверстия для подачи расплава до оси торцевого формующего отверстия; N - число формующих отверстий на участке между отверстием для подачи расплава и торцом коллектора; R - радиус коллектора; R - радиус.формующих отверстий решетки; п - средний тангенс угла наклона кривой течения перерабатываемой Пластмассы в логарифмических координатах. Источники информации, принятые во внимание при экспертизе 1.Патент Франции 1359956, кл. В 01 j, 1970. 2.Патент СССР 239160, кл. В 29 F 3/04, 1967.
- i A.- tf- ... i
653124
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ГРАНУЛИРОВАНИЯ ИЗМЕЛЬЧЕННЫХ ВТОРИЧНЫХ ПОЛИМЕРОВ | 2007 |
|
RU2350466C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ГРАНУЛИРОВАНИЯ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205104C1 |
| Плоскощелевая экструзионная головка | 1972 |
|
SU519336A1 |
| Многоручьевая экструзионная головка | 1980 |
|
SU1004140A1 |
| Экструзионная головка для изготовления многоцветных изделий из полимернных материалов | 1972 |
|
SU438544A1 |
| НАНОКОМПОЗИТ С НИЗКОЙ ГАЗОПРОНИЦАЕМОСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2461515C2 |
| Фильтр к экструдеру | 1977 |
|
SU630088A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕССМАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592795C1 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НЕПРЕРЫВНОГО НАЛОЖЕНИЯ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ НА ТОКОПРОВОДЯЩИЕ ЖИЛЫ СЕКТОРНОЙ ФОРМЫ | 2004 |
|
RU2254630C1 |
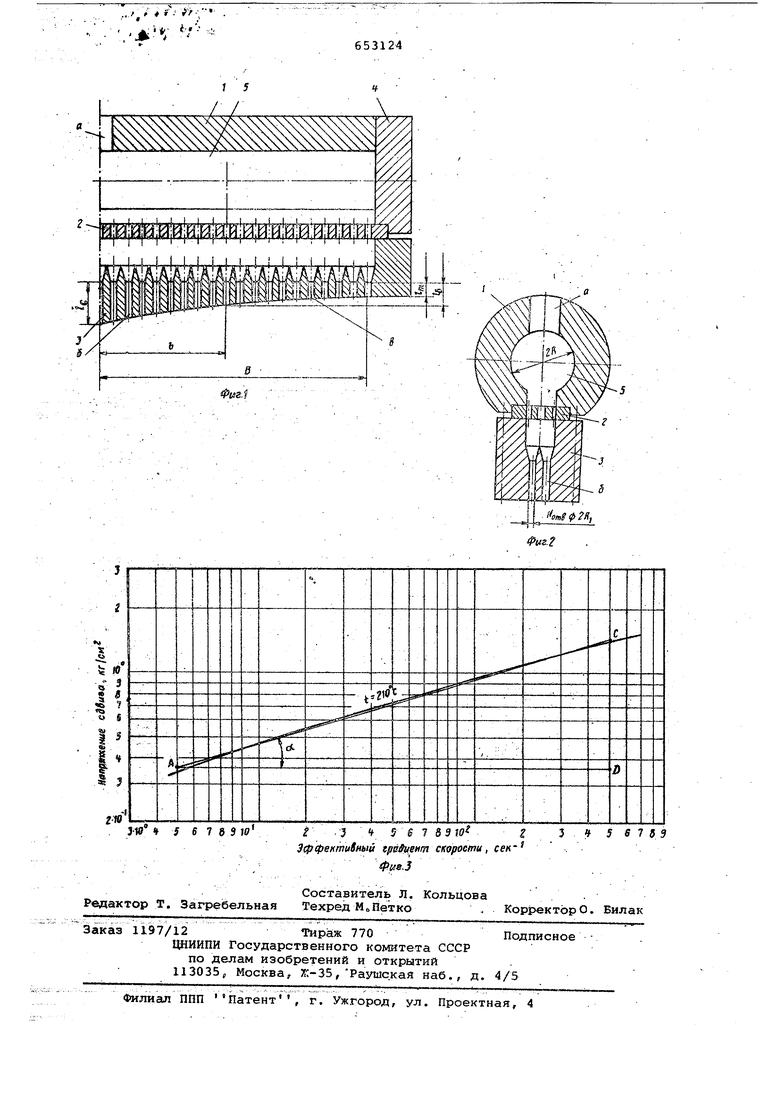
Фиг.1
.. -4-k
