DO 9)
эо
Изобретение относится к сварочному производству и может быть использовано для сварки термопластичных пленок при колебаниях температуры нагревательного элемента, скорости сварки и толщины свариваемых пленок относительно их номинальных значений
Цель изобретения - повьшение качества шва при колебаниях температуры нагревательного элемента относительно ее номинального значения.
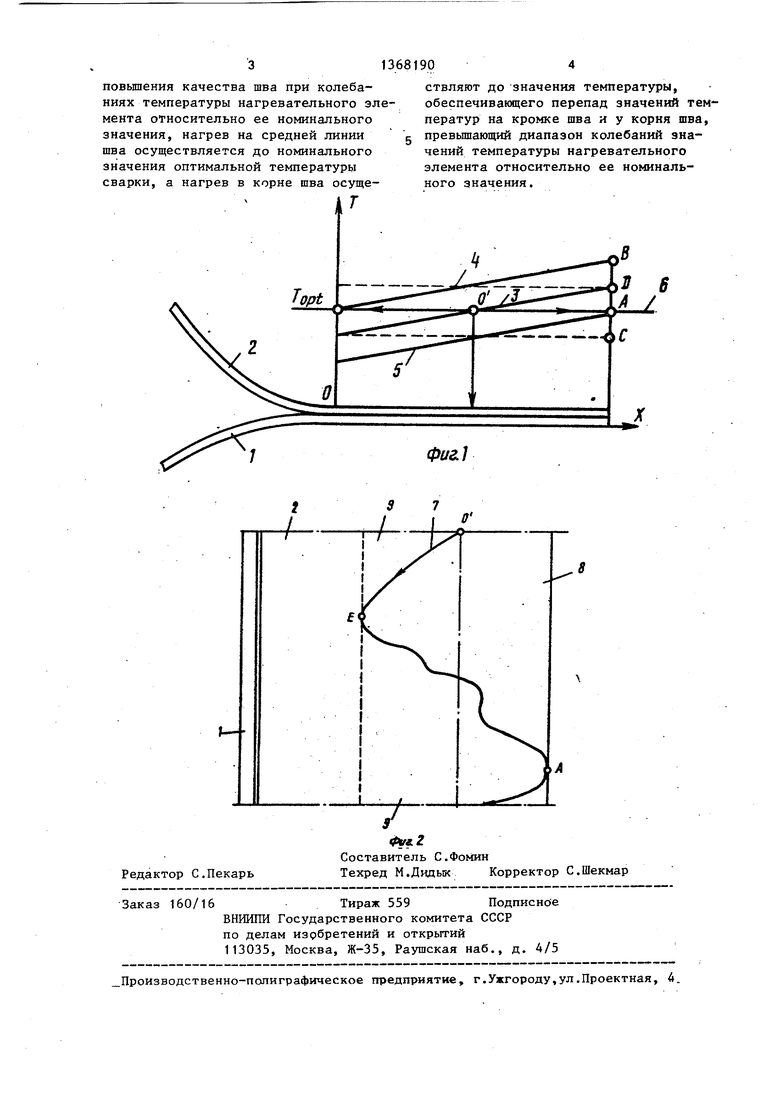
На фиг.1 схематично изображен Т-образный шов с графиками температур; на фиг.2 - шов, вид Сверху.
Способ осуществляют следующим образом.
Образуют Т-образный нахлест пленок 1 и 2. От нагревательного элемента к нахлесту подводят тепловую .энергию с неравномерным распределением ее по ширине нахлест.а. Максималная температура - у кромок нахлеста, минимальная - у основания. Номинальная температура сварки представлена графиком 3 (фиг.1). За счет колебаний температуры в нагревательном элементе (вызванных колебаниями температуры окружающей среды и другими факторами), а также колебаний толщины свариваемых пленок фактическая температура сварки колеблется относительно номинальной как в сторону ее увеличения (график 4), так и в сторону уменьшения (график 5). Путем выбора ширины шва, подвергаемого тепловому воздействию, а также регулировкой крутизны графика 3 добиваются вьтолнения следующего условия - перепад номинальных значений температуры на граничных точках щва (CD) превбш1ает диапазон колеба- НИИ температуры нагревательного элемента относительно ее номинального значения (АВ), CD АВ (для удобства пояснения на фиг. 1 ). Затем производят регулировку температуры нагревательного элемента таким образом, что его ноьтнальная температура в средней точке шва (точка О ) соответствует оптимальной температуре сварки (оптимальная температура сварки представлена линией 6). Вклю 1чив относительное перемещение нагревательного элемента вдоль линии шва и выполняя операции нагрева и сдавливания шва, производят сварку пленок 1 и 2. Если температура нагревательного элемента.соответствует номинальной (график 3), качественная сварка пленки (линия 7) совпадает с центральной линией шва. По правую сторону от линии 7 (зона 8) происходит перегрев и разрушение материала пленки. По левую сторону . линии 7 (зона 9) пленка не сваривается, но и не теряет своего качест- ва. Если температура нагревательно- го элемента отклоняется от номинальной до максимального значения или толщина пленки отклоняется в сторону минимального значения, зона 8 на- Б грева пленки увеличивается, линия 7 смещается к корню шва и при своем максимальном смещении, когда нагревательный элемент будет в режиме, определяемом линией 4, пройдет через 0 граничную точку шва (точка Е). Если температура нагревательного элемента отклоняется от номинальной до мини- значения или толщина свари- ваемых пленок колеблется в сторону 5 своего максимального значения, зона 8 перегрева пленки уменьшается, линия 7 смещается к кромке шва, и при своем максимальном смещении, когда нагревательный элемент будет в 0 режиме, определяемом графиком 5, пройдет через кромку шва (точка А).
Таким образом, при неравномерном нагреве шва с установкой номинального значения оптимальной температу- 5 ры сварки по средней линии и перепаде температур на кромке и у корня шва, превьш1ающем диапазон колебаний значений температуры нагревательного элемента относительно ее номиналь- 0 ного значения, точки Е и А не будут выходить за пределы шва, что обеспечит непрерьшность линии 7, а следовательно и высокое качество шва. Данный способ позволяет получать каче- 45 ственный шов также при колебаниях скорости сварки и толщины свариваемых пленок относительно их номинальных значений.
50 Формула изобретения
Способ сварки внахлест Т-образными швами термопластичных пленок, включаниций неравномерный нагрев по 55 ширине шва, непрерывно уменьшающийся по мере удаления от кромки к корню шва от максимального значения температуры на кромке шва, о т л и- . чающийся тем, что, с целью
повышения качества шва при колебаниях температуры нагревательного элемента относительно ее номинального значения, нагрев на средней линии шва осуществляется до номинального значения оптимальной температуры сварки, а нагрев в корне шва осущеГ
ствлягот до значения температуры, обеспечивающего перепад значений температур на кромке шва и у корня шва, превьш1ающий диапазон колебаний значений температуры нагревательного элемента относительно ее номинального значения.
Фиг.1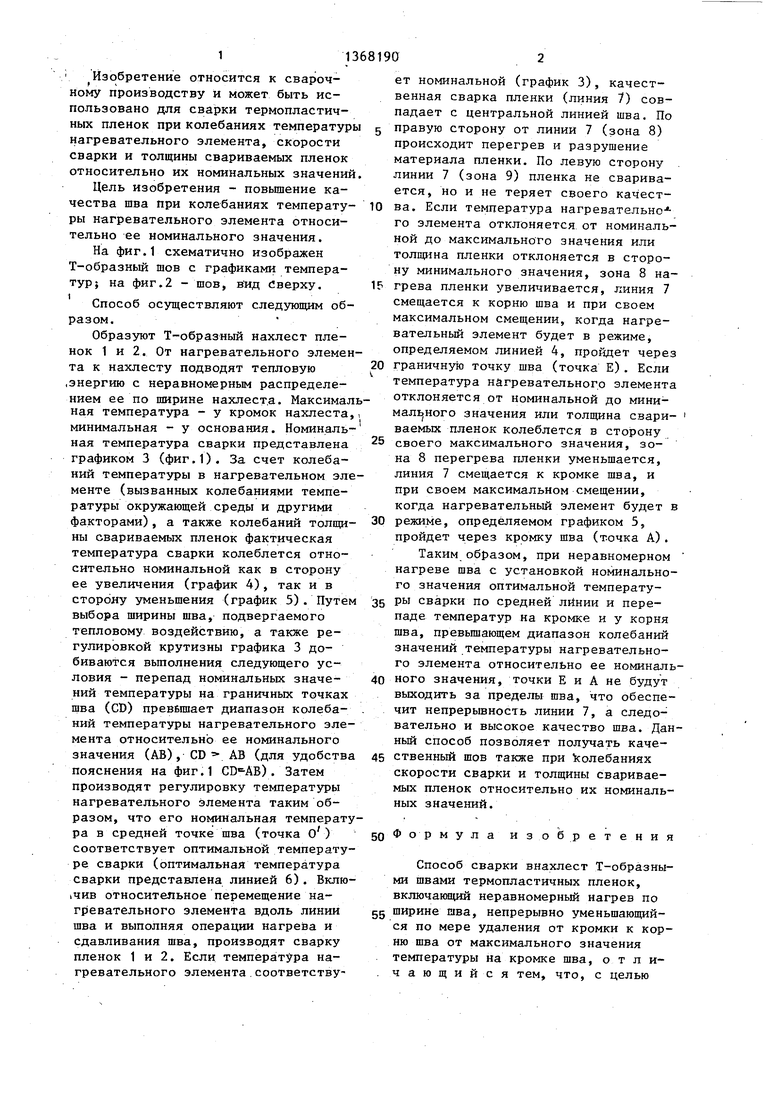
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластичных пленок | 1977 |
|
SU663150A1 |
| Способ сварки полимерных материалов | 1979 |
|
SU870162A1 |
| СПОСОБ СВАРКИ ПРИ ИЗГОТОВЛЕНИИ СПИРАЛЬНОНАВИТОЙ ТРУБЫ И СВАРОЧНАЯ ГОЛОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2105671C1 |
| Способ сварки термопластичных пленок | 1986 |
|
SU1390059A1 |
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ | 2006 |
|
RU2314184C1 |
| Способ сварки термопластичных полимерных материалов | 1989 |
|
SU1699796A1 |
| Устройство для непрерывной сварки полимерных пленок | 1980 |
|
SU903158A1 |
| Электрод для сварки термопластичных полимерных пленок | 1990 |
|
SU1745558A1 |
| Нагревательный элемент для сварки пакетов из термопластичных материалов | 1980 |
|
SU905143A1 |
Изобретение касается сварки термопластичных пленок Т-образньми швами нагретым инструментом. Целью изобретения является повьппение качества сварного шва при колебаниях температуры нагревательного элемента относительно ее номинального значения. Способ сварки заключается в неравномерном нагреве шва по ширине, непрерывно уменьшающемся по мере удаления от кромки к корню шва от максимального значения на кромке шва, причем нагрев средней линии шва осуществляют до номинального значения оптимальной температуры сварки, а корня шв а - до значения температуры, обеспечивающего перепад значений температур на кромке шва и у корня шва, превьшгающий диапазон колебаний значений температуры нагревательного эле-о Sg мента относительно ее номинального значения. 2 ил. (Л
| Способ сварки внахлест | 1971 |
|
SU456741A1 |
| Солесос | 1922 |
|
SU29A1 |
