со
QO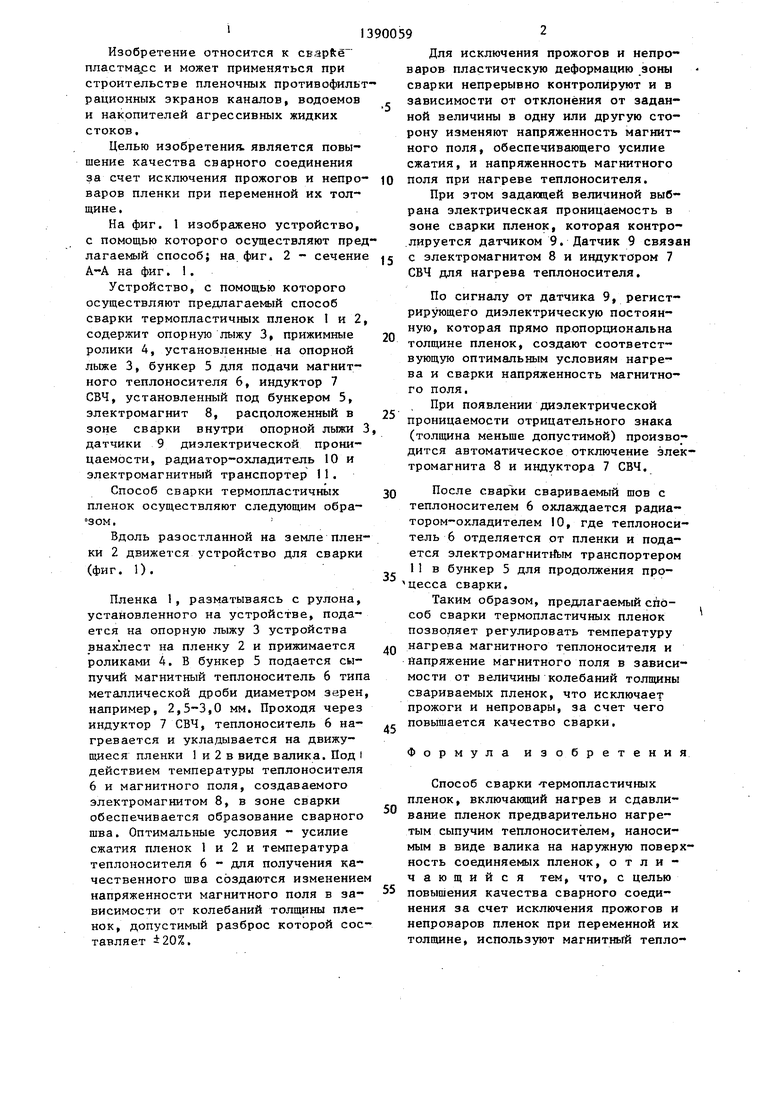
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| Способ сварки термопластичных пленок | 1985 |
|
SU1366418A1 |
| Способ сварки внахлест термопластичных пленок | 1978 |
|
SU729073A1 |
| Способ сварки встык термопластичных материалов | 1984 |
|
SU1184696A1 |
| КАПСУЛА | 2001 |
|
RU2240768C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| Способ сварки термопластичных полимерных материалов | 1989 |
|
SU1699796A1 |
| Способ ультразвуковой консолидации композиционных изделий | 2023 |
|
RU2819289C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| Способ сварки излучением термопластичных полимерных пленок | 1987 |
|
SU1502396A1 |
Изобретение относится к сварке термопластичных пленок и может найти применение в строительстве пленочных противофильтровочных экранов каналов, накопителей агрессивных сред. Цель изобретения - повьппение качества сварного соединения за счет исключения прожогов и непроваров при переменной толщине пленок. Для этого используют магнитный теплоноситель, а нагрев и сдавливание осуществляют магнит1П11М полем, напряженность которого изменяют прямо пропорционально диэлектрической проницаемости пленок в свариваемой зоне. 2 ил.
сл
;о
Изобретение относится к csapfce пластма :с и может применяться при строительстве пленочных противофильт- рационных экранов каналов, водоемов и накопителей агрессивных жидких стоков.
Целью изобретения, является повышение качества сварного соединения за счет исключения прожогов и непро- варов пленки при переменной их толщине ,
На фиг. 1 изображено устройство, с помощью которого осуществляют предлагаемый способ; на фиг. 2 - сечение j с электромагнитом 8 и индуктором 7
А-А на фиг. 1.
Устройство, с помощью которого осуществляют предлагаемый способ сварки термопластичных пленок 1 и 2, содержит опорную лыжу 3, прижимные ролики 4, установленные на опорной лыже 3, бункер 5 для подачи магнитного теплоносителя 6, индуктор 7 СВЧ, установленный под бункером 5, электромагнит 8, расположенный в зоне сварки внутри опорной лыжи 3, датчики 9 диэлектрической проницаемости, радиатор-охладитель 10 и электромагнитный транспортер 11.
Способ сварки термопластичных пленок осуществляют следующим обра- °зом.Вдоль разостланной на земле пленки 2 движется устройство для сварки (фиг. О.
Пленка 1, разматываясь с рулона, установленного на устройстве, подается на опорную лыжу 3 устройства вназшест на пленку 2 и прижимается роликами 4. В бункер 5 подается сыпучий магнитный теплоноситель 6 типа металлической дроби диаметром зерен, например, 2,5-3,0 мм. Проходя через индуктор 7 СВЧ, теплоноситель 6 нагревается и укладывается на движущиеся пленки 1 и 2 в виде валика. Под i действием температуры теплоносителя 6 и магнитного поля, создаваемого электромагнитом В, в зоне сварки обеспечивается образование сварного шва. Оптимальные условия - усилие сжатия пленок 1 и 2 и температура теплоносителя 6 - для получения качественного шва создаются изменением напряженности магнитного поля в зависимости от колебаний толщины пленок, допустимый разброс которой составляет ±20%.
20
25
30
35
40
45
50
55
СВЧ для нагрева теплоносителя.
По сигналу от датчика 9, регистрирующего диэлектрическую постоянную, которая прямо пропорциональна толщине пленок, создают соответствующую оптимальным условиям нагрева и сварки напряженность магнитного поля.
При появлении диэлектрической проницаемости отрицательного знака (толщина меньше допустимой) произво дится автоматическое отключение эле тромагнита 8 и индуктора 7 СВЧ.
После свар ки свариваемый шов с теплоносителем 6 охлаждается радиатором-охладителем 10, где теплоноси тель 6 отделяется от пленки и подается электромагнитам транспортером 11 в бункер 5 для продолжения про- цесса сварки.
Таким образом, предлагаемый сйо- соб сварки термопластичных пленок позволяет регулировать температуру нагрева магнитного теплоносителя и напряжение магнитного поля в зависи мости от величины колебаний толщины свариваемых пленок, что исключает прожоги и непровары, за счет чего повышается качество сварки.
Формула изобретени
Способ сварки -термопластичных пленок, включающий нагрев и сдавливание пленок предварительно нагретым сыпучим теплоносителем, наносимым в виде валика на наружную повер ность соединяемых пленок, о т л и - чающийся тем, что, с цепью повышения качества сварного соединения за счет исключения прожогов и непроваров пленок при переменной их толщине, используют магнитный тепло
Для исключения прожогов и непро- варов пластическую деформацию эоны сварки непрерывно контролируют и в зависимости от отклонения от заданной величины в одну или другую сторону изменяют напряженность магнитного поля, обеспечивающего усилие сжатия, и напряженность магнитного поля при нагреве теплоносителя.
При этом задающей величиной выбрана электрическая проницаемость в зоне сварки пленок, которая контролируется датчиком 9. Датчик 9 связан
СВЧ для нагрева теплоносителя.
По сигналу от датчика 9, регистрирующего диэлектрическую постоянную, которая прямо пропорциональна толщине пленок, создают соответствующую оптимальным условиям нагрева и сварки напряженность магнитного поля.
При появлении диэлектрической проницаемости отрицательного знака (толщина меньше допустимой) производится автоматическое отключение электромагнита 8 и индуктора 7 СВЧ.
После свар ки свариваемый шов с теплоносителем 6 охлаждается радиатором-охладителем 10, где теплоноситель 6 отделяется от пленки и подается электромагнитам транспортером 11 в бункер 5 для продолжения про- цесса сварки.
Таким образом, предлагаемый сйо- соб сварки термопластичных пленок позволяет регулировать температуру нагрева магнитного теплоносителя и напряжение магнитного поля в зависимости от величины колебаний толщины свариваемых пленок, что исключает прожоги и непровары, за счет чего повышается качество сварки.
Формула изобретения
Способ сварки -термопластичных пленок, включающий нагрев и сдавливание пленок предварительно нагретым сыпучим теплоносителем, наносимым в виде валика на наружную поверхность соединяемых пленок, о т л и - чающийся тем, что, с цепью повышения качества сварного соединения за счет исключения прожогов и непроваров пленок при переменной их толщине, используют магнитный теплоI Н/Н Н HHI
6 ,J т
Xf / // Х х / / / // / / // /// W
Фиг.1
/// /// ///
| Прибор для дополнительной полимеризации труб, изготовленных из низкополимерных пластмассовых материалов | 1959 |
|
SU132398A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ сварки внахлест термопластичных пленок | 1978 |
|
SU729073A1 |
| Солесос | 1922 |
|
SU29A1 |
