со
00
QO
СО
17
20 21
Изобретение относится к кузнечно- штамповочному производству, в частности к конструкции приводов рабочих инструментов ковочной машины.
Цель изобретения - повышение надежности производительности.
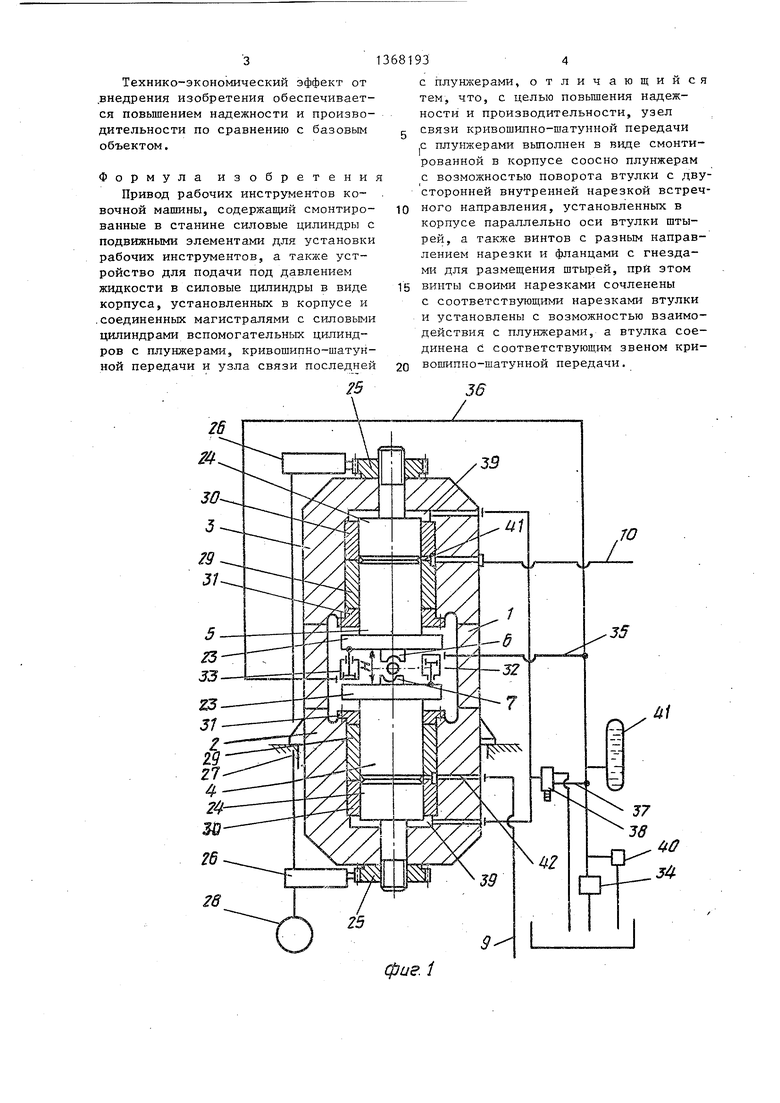
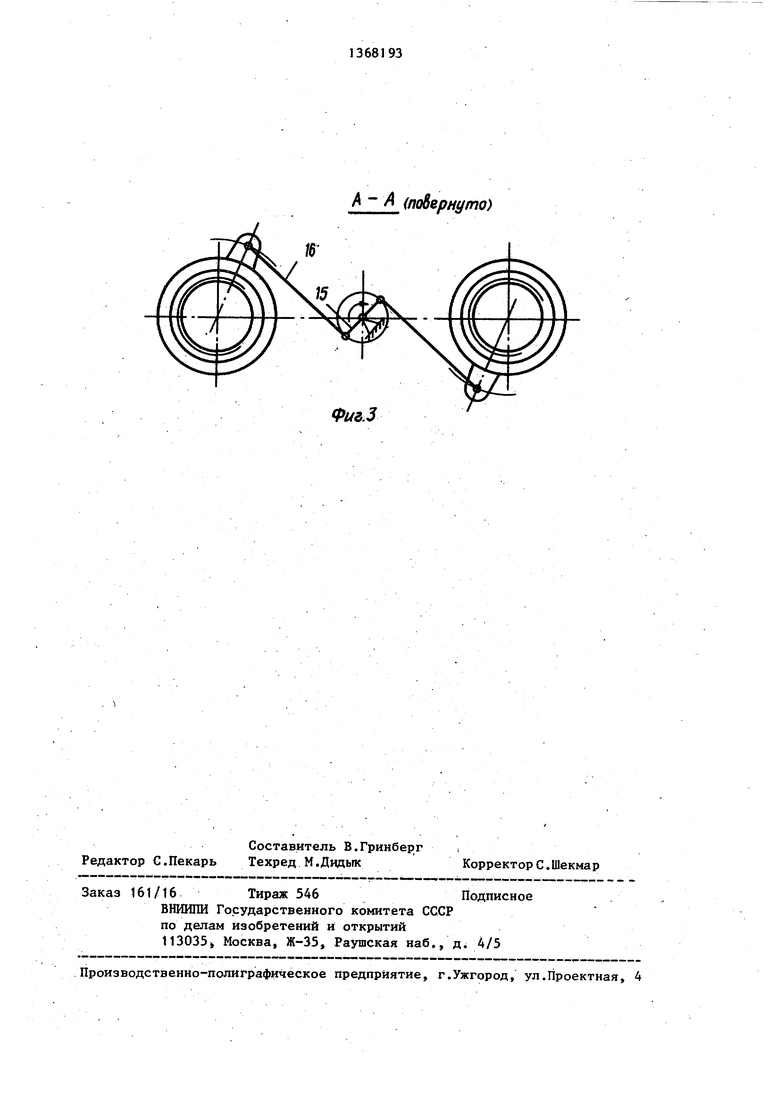
На фиг.1 показан привод рабочих инструментов Ковочной машины, общий ВИД; на фиг.2 - устройство для подачи под давлением жидкости в силовые цилиндры, общий ВИД иа фиг.З - разрез А-А на фиг.2.
Привод содержит смонтированные в станине 1 машины силовые цилиндры 2 и 3 с подвижными элементами 4 и 5 дл установки рабочих инструментов 6 и 7, а также устройство для подачи под давлением жидкости в силовые цилиндв штоковую полость 39 плунжеров- упоров 24.
Лдя предохранения гидросистемы от перегрузки используются предохрани- тельный клапан 40 и аккумулятор 41. Гидравлические полости 42 силовых цилиндров 2 и 3 соединены магистралями 9 и 10 с полостями 43 вспомогательных цилиндров 11 и 12. Привод ковочной машины работает следующим образом.
При включении электродвигателя (не показан) вращается кривошип 15, которьй посредством шатуна 16 передает движение втулке 17. Винты 19 и 20 во втулке 17 вместе с плунжерами 13 и 14 совершают осевое перемещение и жидкость из полостей 43 подается в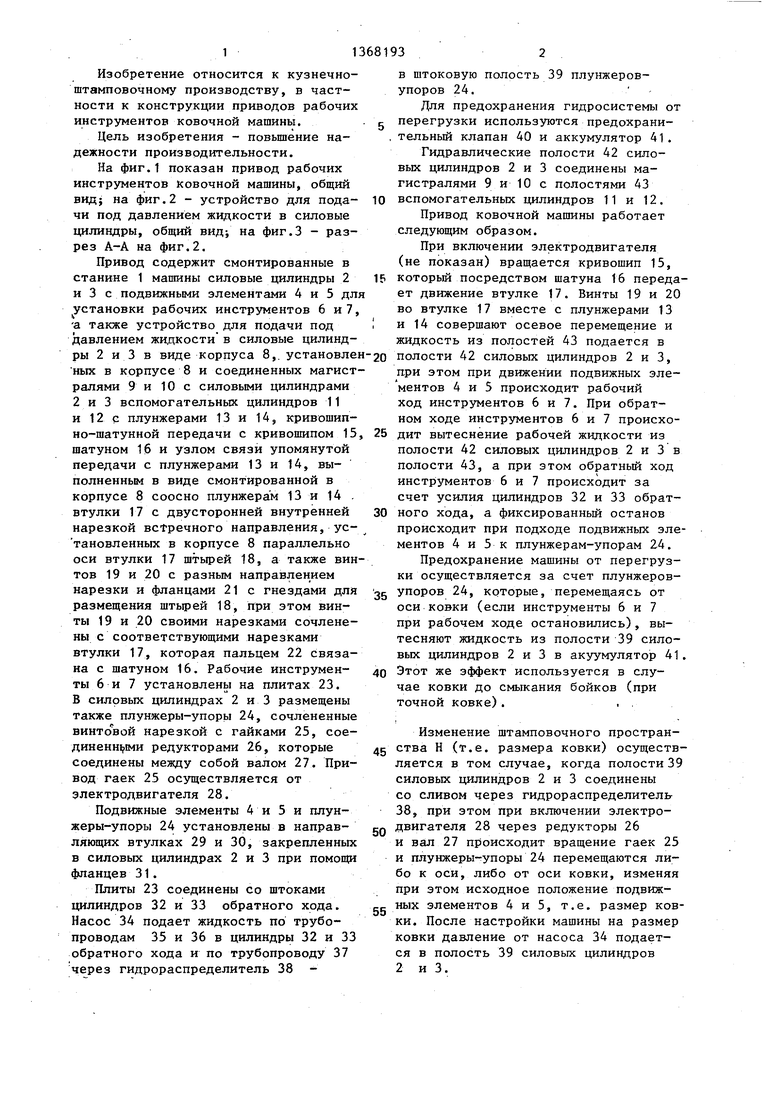
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод рабочих инструментов ковочной машины | 1990 |
|
SU1750832A1 |
| ПРИВОД РАБОЧИХ ИНСТРУМЕНТОВ КОВОЧНОЙ МАШИНЫ | 1990 |
|
RU2015025C1 |
| Привод рабочих инструментов ковочнойМАшиНы | 1978 |
|
SU841764A1 |
| Многофункциональная ковочная установка | 1986 |
|
SU1428591A1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |
| УСТРОЙСТВО ДЛЯ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ МАШИН ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ), СПОСОБ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ МАШИН ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ И СИСТЕМА УПРАВЛЕНИЯ УСТРОЙСТВОМ ДЛЯ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ МАШИН ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2009 |
|
RU2472977C2 |
| СПОСОБ УПРАВЛЕНИЯ ПУЛЬСАТОРНЫМ ГИДРОПРИВОДОМ РАДИАЛЬНО-КОВОЧНОЙ МАШИНЫ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА | 2002 |
|
RU2230622C1 |
| Высокоскоростной молот | 1988 |
|
SU1563832A1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| Гидравлический пресс | 1984 |
|
SU1220806A1 |
Изобретение относится к кузнеч- но-штамповочному производству, в частности к конструкции приводов рабочих , инструментов ковочной машины. Цель изобретения - повьппение надежности привода и производительности. При повороте кривошипа и соответствующем :перемещении шатуна 16 поворачивается втулка 17 с двусторонней внутренней нарезкой встречного направления. Это вызывает осевое перемещение винтов 19 и 20, которые в свою очередь перемещают плунжеры 13 и 14. Последние вытесняют рабочую жидкость под давлением из полостей 42 вспомогательных цилиндров 11 и 12, откуда по магистралям 9 и 10 она передается в силовые цилиндры. Это вызывает перемещение подвижных элементов в последних, т.е. перемещение рабочих инструментов, закрепленных на подвижных элементах.Обратный ход рабочих инструментов осуществляется цилиндрами обратного хода, что вызывает вытеснение жидкости из полостей силовых цилиндров в полости 42. 3 ил. % (П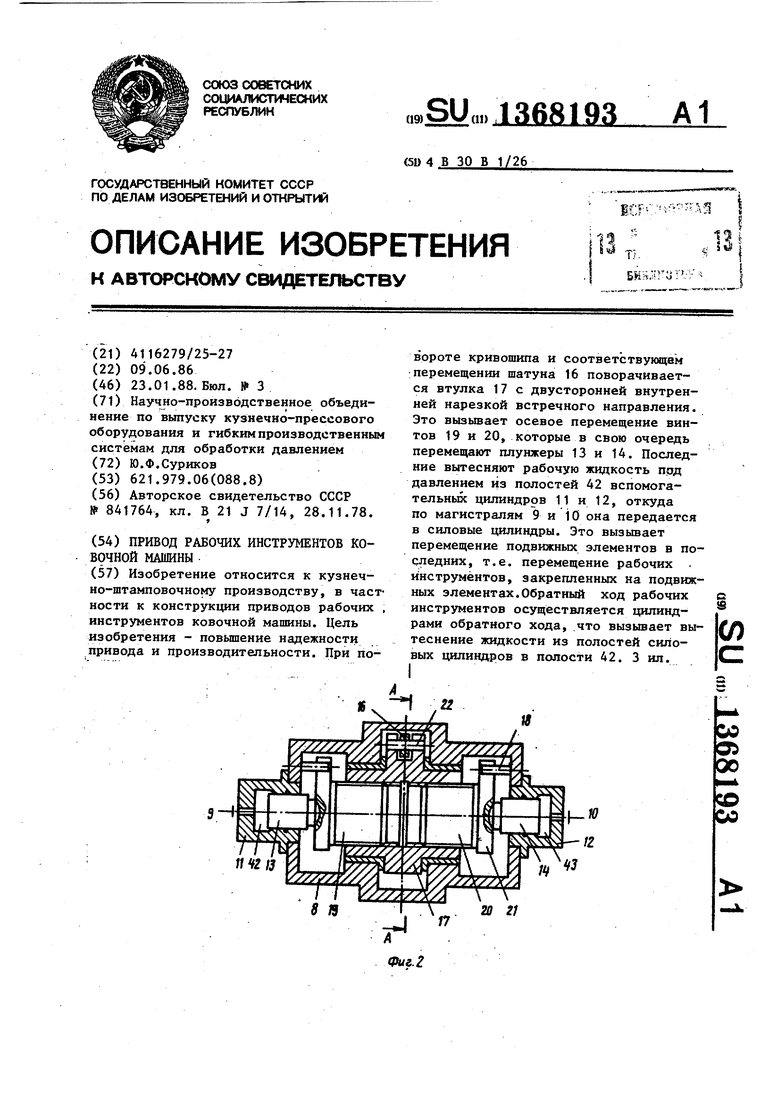
ры 2 и 3 в виде корпуса 8,. установлен-2о полости 42 силовых цилиндров 2 и 3,
ных в корпусе 8 и соединенных магистралями 9 и 10 с силовыми цилиндрами 2 и 3 вспомогательных цилиндров 11 и 12 с плунжерами 13 и 14, кривошип- но-шатунной передачи с кривошипом 15, шатуном 16 и узлом связи упомянутой передачи с плунжерами 13 и 14, выполненным в виде смонтированной в корпусе 8 соосно плунжерам 13 и 14 втулки 17 с двусторонней внутренней нарезкой встречного направления, ус- тановленных в корпусе 8 параллельно оси втулки 17 штырей 18, а также винтов 19 и 20 с разным направлением нарезки и фланцами 21 с гнездами для размещения штырей 18, при этом винты 19 и 20 своими нарезками сочленены с соответствующими нарезками втулки 17, которая пальцем 22 связана с шатуном 16. Рабочие инструменты 6 и 7 установлены на плитах 23. В силовых цилиндрах 2 и 3 размещены также плунжеры-упоры 24, сочлененные винтовой нарезкой с гайками 25, сое- диненн 1ми редукторами 26, которые соединены между собой валом 27. Привод гаек 25 осуществляется от электродвигателя 28.
Подвижные элементы 4 и 5 и плунжеры-упоры 24 установлены в направляющих втулках 29 и 30, закрепленных в силовых цилиндрах 2 и 3 при помощи фланцев 31.
Плиты 23 соединены со штоками цилиндров 32 и 33 обратного хода. Насос 34 подает жидкость по трубопроводам 35 и 36 в цилиндры 32 и 33 обратного хода и по трубопроводу 37 через гидрораспределитель 38 25
30
35
40
45
50
55
при этом при движении подвижных эле- ментов 4 и 5 происходит рабочий ход инструментов 6 и 7. При обратном ходе инструментов 6 и 7 происходит вытеснение рабочей жидкости из полости 42 силовых цилиндров 2 и 3 в полости 43, а при этом обратный ход инструментов 6 и 7 происходит за счет усилия цилиндров 32 и 33 обратного хода, а фиксированный останов происходит при подходе подвижных эле ментов 4 и 5 к плунжерам-упорам 24.
Предохранение машины от перегрузки осуществляется за счет плунжеров- упоров 24, которые, перемещаясь от оси ковки (если инструменты 6 и 7 при рабочем ходе остановились), вытесняют жидкость из полости 39 силовых цилиндров 2 и 3 в акуумулятор 4 Этот же эффект используется в случае ковки до смыкания бойков (при точной ковке).. .
Изменение штамповочного пространства Н (т.е. размера ковки) осуществ ляется в том случае, когда полости 3 силовых цилиндров 2 и 3 соединены со сливом через гидрораспределитель 38, при этом при включении электродвигателя 28 через редукторы 26 и вал 27 происходит вращение гаек 25 и плунжеры-упоры 24 перемещаются либо к оси, либо от оси ковки, изменяя при этом исходное положение подвижных элементов 4 и 5, т.е. размер ков ки. После настройки машины на размер ковки давление от насоса 34 подается в полость 39 силовых цилиндров 2 и 3.
5
0
5
0
5
0
5
при этом при движении подвижных эле- ментов 4 и 5 происходит рабочий ход инструментов 6 и 7. При обратном ходе инструментов 6 и 7 происходит вытеснение рабочей жидкости из полости 42 силовых цилиндров 2 и 3 в полости 43, а при этом обратный ход инструментов 6 и 7 происходит за счет усилия цилиндров 32 и 33 обратного хода, а фиксированный останов происходит при подходе подвижных элементов 4 и 5 к плунжерам-упорам 24.
Предохранение машины от перегрузки осуществляется за счет плунжеров- упоров 24, которые, перемещаясь от оси ковки (если инструменты 6 и 7 при рабочем ходе остановились), вытесняют жидкость из полости 39 силовых цилиндров 2 и 3 в акуумулятор 41. Этот же эффект используется в случае ковки до смыкания бойков (при точной ковке).. .
Изменение штамповочного пространства Н (т.е. размера ковки) осуществляется в том случае, когда полости 39 силовых цилиндров 2 и 3 соединены со сливом через гидрораспределитель 38, при этом при включении электродвигателя 28 через редукторы 26 и вал 27 происходит вращение гаек 25 и плунжеры-упоры 24 перемещаются либо к оси, либо от оси ковки, изменяя при этом исходное положение подвижных элементов 4 и 5, т.е. размер ковки. После настройки машины на размер ковки давление от насоса 34 подается в полость 39 силовых цилиндров 2 и 3.
Технико-экономический эффект от внедрения изобретения обеспечивается повьшением надежности и производительности по сравнению с базовым объектом.
Формула изобретени Привод рабочих инструментов ко- вочной машины, содержащий смонтированные в станине силовые цилиндры с подвижными элементами для установки рабочих инстрз ментов, а также устройство для подачи под давлением жидкости в силовые цилиндры в виде корпуса, установленных в корпусе и .соединенных магистралями с силовыми цилиндрами вспомогательных цилиндров с плунжерами, кривошипно-шатун- ной передачи и узла связи последней
26
24
с плунлсерами, отличающийся тем, что, с целью повьшения надежности и производительности, узел связи кривошиино-шатунной передачи
с плунжерами выполнен в виде смонтированной в корпусе соосно плунжерам с возможностью поворота втулки с двусторонней внутренней нарезкой встречного направления, установленных в корпусе параллельно оси втулки штырей, а также винтов с разным направлением нарезки и фланцами с гнездами для размещения штырей, при этом
винты своими нарезками сочленены с cooтвeтcтвyющи fи нарезками втулки и установлены с возможностью взаимодействия с плунжерами, а втулка соединена С соответствующим звеном кривошипно-шатунной передачи.
фиг. 1
Фиг.З
А (подернуто)
| Привод рабочих инструментов ковочнойМАшиНы | 1978 |
|
SU841764A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
