С. И. Серов, Б. А. Тихонов, П. А. Щурыгин, В. И. Тишов, В. С. Жуков. В. А. Савельев, В. М. Ворскнн, А. Г. Волков и Д. Е. Бурштейн
АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ШЛАНГОВ
Заявлено 13 августа 1S59 г. за Л 636573;25
в Комитет по делам изобретений п от ГЫтий при С::Вете Министров СССР Опубликовано в «Бюллетене изобретений Л9 6 за 1961 г.
Известны автоматические линии сборки шлангов, состоящие из шагового транспортера и агрегатов шлифования концов шлангов, запрессовки в них ниппелей, надевания на концы шлангсв штуцеров и обжатия их, гидроиспытаиий, продувки шлангов, надевания резиновых муфт на штуцеры и контроля соосности отверстий штуцера и ниппеля после сбор1 и. Однако агрегаты, входяшие в такие линии, сложны по конструкции.
В описываемой автоматической лниим указанный недостаток устранеи тем, что для упрош.ения агрегатоз и повышения производительности прил енены в агрегате шлифования нриглдительно враш аюшийся верх11ИЙ ролик с насечкой и два свободно 15ра1цающи.ся ро.шка. иесуших шланг к инструменту, а в агрегате запрессовки ниппеля - предиарительно входяшая в отверстие шланга игла, по которой свободным перемешепием подается ииппель. В этом агрегате для поштучной выдачи ниннелей црименел отсекатель-выталкиватель со скошенной плоскостью. Правильная ориентация штуцеров при надевании их на концы шлангов осушествляется в агрегате надевания штуцеров иутем вращения вилок, несущих штуцеры.
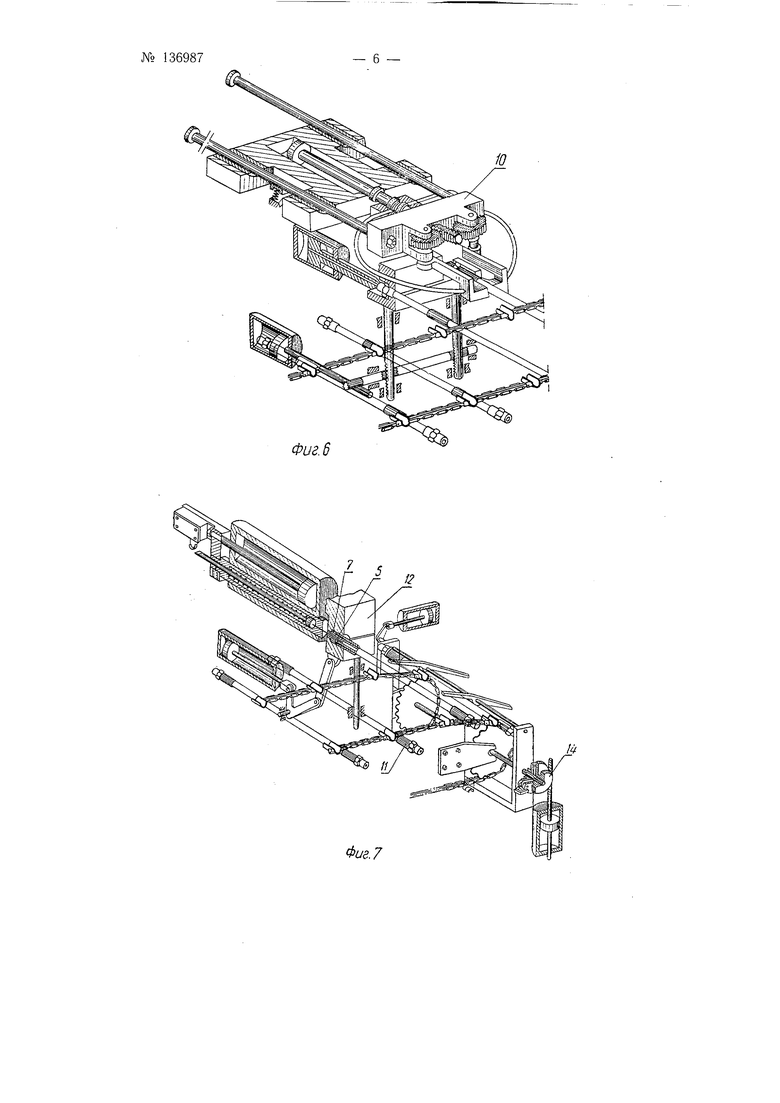
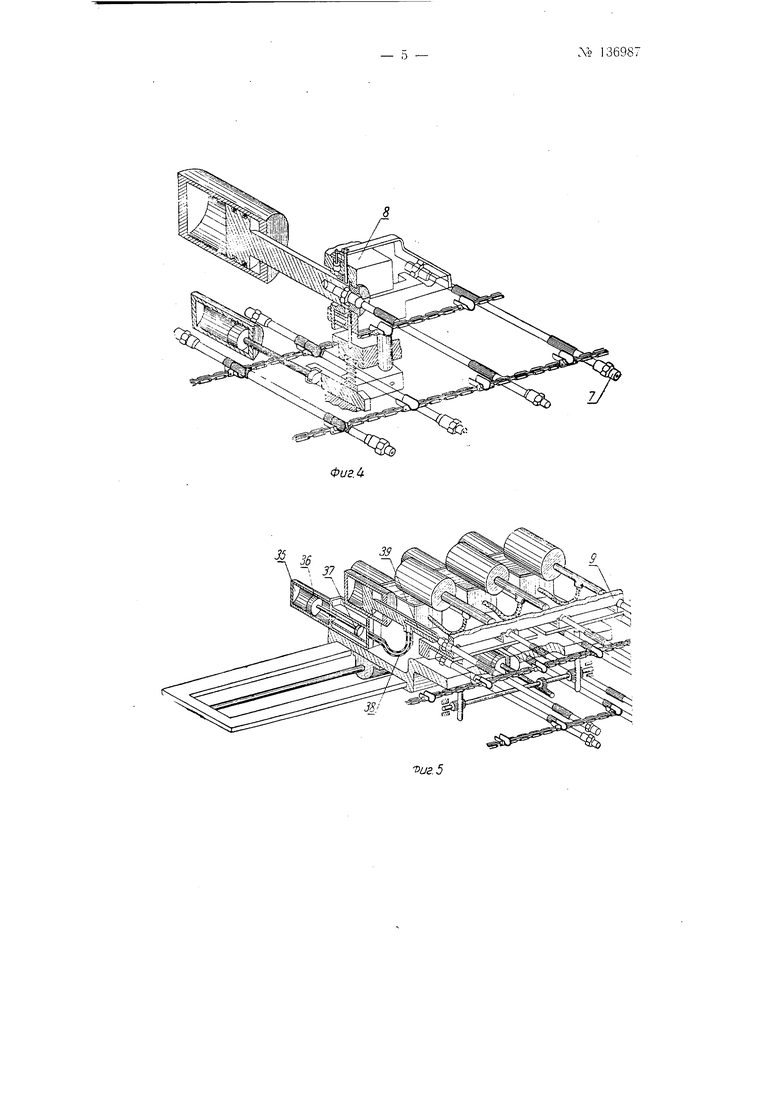
На фиг. 1-7 изображены агрегаты автоматической линии.
Автоматическая линия сборки шлангов состоит из агрегатов: / - шлифования коицов 2 шланга 3; 4 - запрессовки ниппелей 5 в шланг /;; 6 - надевания штуцеров 7 на концы 2 шланга 5; 8 - обжатия штуцеров 7; 9 - гидроиспытаиия шлангов 3; 10 - продувки шлангов 3 и надевания муфт И; 12 - контроля соосности OTBepCTHii штуцера 7 и HSIHпеля 5 и шагового трансиортера 13 с приводом 14.
Шланги 3 вручную загружаются на транспортер 13, который подает их к агрегату /, подъемник 15 которого направляет конец 2 шланга 3 на ролики 16. Шланг 5 приводится во вращательное движение верхним роликом 17. Круг 18 прошлифовывает конец 2, после чего шланг 3 ностуцает на занрессовку ниппелей о на агрегате 4.
17
Фиг I

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1950 |
|
SU92435A1 |
| Автоматический станок для штамповки изделий из листового материала | 1949 |
|
SU84445A1 |
| Автоматическая линия сборки рукавов высокого давления | 1989 |
|
SU1742023A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ КАНАЛОВ НАПРАВЛЯЮЩИХ ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2152090C1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| УСТАНОВКА ГИДРОКАВИТАЦИОННОГО РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ И РЕГЕНЕРАЦИИ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2001 |
|
RU2195630C1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
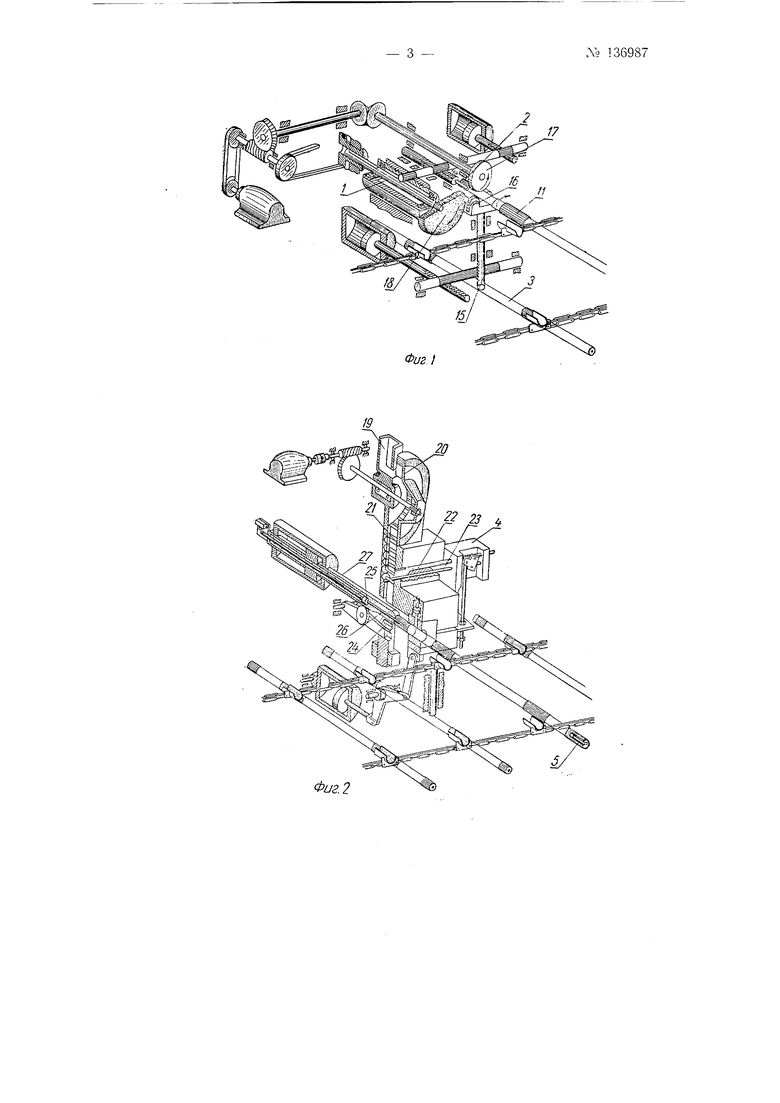
Фиг. 2
20
Фиг. 6
12
Фие.7
