Изобретение относится к машиностроению, в частности к автоматизации технологических процессов, и может быть использовано для загрузки металлорежущих станков.
Цель изобретения - повышение надежности устройства в работе.
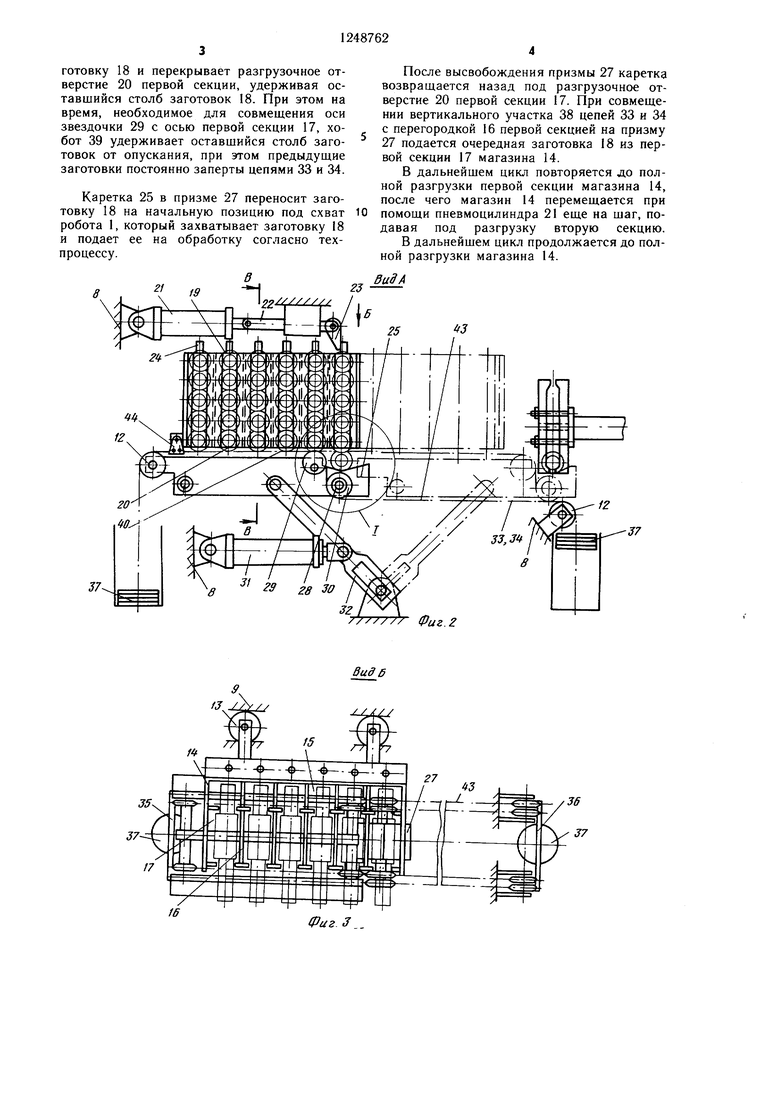
На фиг. 1 показана схе.ма роботизированного комплекса; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - узел I на фиг. 2; на фиг. 6 и 7 - загрузочное устройство в момент выдачи заготовок; на фиг. 8 - сечение Г-Г на фиг. 5.
Загрузочное устройство для загрузки начальной позиции роботизированного комплекса входит в состав комплекса, включающего ряд роботов 1 и 2, обслуживающих металлорежущие станки 3-6, установленные в технологической последовательности. Между роботами 1 и 2 установлены промежуточные передаточные столы 7.
Загрузочное устройство содержит пространственную рамную металлоконструкцию (станину) 8, в которой имеются направляющие 9 и 10, опорно-направляющие пластины 11 и опорные звездочки 12.
В направляющих 9 посредством роликов 13 подвижно установлен магазин 14. Магазин 14 представляет собой вертикальную емкость 15, П-образного сечения, разделенную вертикальными перегородками 16 на секции 17, в которые уложены одна на другую заготовки 18. Секции 17 имеют загрузочные 19 и разгрузочные 20 отверстия.
Для шагового перемещения магазина пре дусмотрен пневмоцилиндр 21 и звено 22 с собачкой 23, находящейся в зацеплении с упорами 24, расположенными на расстоянии щага пневмоцилиндра 21, равного расстоянию между вертикальными перегородками 16 магазина 14.
В нижней части магазина 14 расположена каретка 25, содержащая корпус 26 в виде вертикальной пластины, жестко соединенной с призмой 27. На корпусе 26 закреплены транспортные ролики 28, установленные с возможностью перемещения в направлящих 10 станины 8. В передней части каретки 25 по ходу перемещения в начальной позиции установлены две пары обводных звездочек 29 и 30, которые расположены дифферент- но по высоте и так, что их делительные окружности касаются общей вертикальной плоскости, а оси вращения расположены по обе стороны от последней. Перемещение каретки 25 из исходной позиции (положение загрузки) в начальную (под захват робота 2) осуществляется пневмоци- линдром 31 посредством качающегося рычага 32.
В дальнейшем включается пневмоцилиндр 31, который посредством рычага 32
На опорные звездочки 12 уложены две 55 перемещает каретку 25 в правое крайнее
двухрядные роликовые цепи 33 и 34, концы которых подсоединены к траверсам 35 и 36, несущие контргрузы 37 в виде набора дисположение. При перемещении каретки 25 сбегающая со звездочки 29 горизонтальная ветвь 40 цепей 33 и 34 отсекает одну за2
5
0
5
ков. Средние части цепей 33 и 34 за- пассованы в звездочки 29 и 30, между которыми образуются вертикальные участки цепей 38, подвижные вместе с кареткой 25. Каретка 25 снабжена хоботком 39. Набегающие (сбегающие) на звездочки 29 горизонтальные ветви 40 цепей 33 и 34 примыкают к разгрузочным отверстиям 20 секций 17 и частично установлены одним рядом своих роликов 41 на дорожки 42 опорно-направляющих пластин 11. Сбегающая (набегающая) на звездочки 30 горизонтальная ветвь 43 цепей 33 и 34 свободна.
Цепи 33 и 34 соединены посредством пластины 44 с магазином 14 и вместе с ним подвижны. Устройство имеет элементы путевой автоматики (не показаны), обеспечивающие работу в автоматическом режиме.
Устройство работает следующим образом.
Магазин 14 перемещают в крайнее левое положение и заготовки 18 полуосей типа КРН6196 (весом 5 кг каждая) укладываются вручную в секции 17 в количестве (примерно 150 шт), необходимом на программу одной рабочей смены. Каретка 25 отводится также в левое крайнее положение.
Заготовки 18, расположенные в магазине 14, всей своей массой опираются на пластины цепей 33 и 34, которые, в свою очередь роликами 41 контактируют с беговыми дорожками 42 опорно-направляющих пластин 11. Устройство в таком состоянии соответствует исходному положению.
Включается пневмоцилиндр 21, шток кото- торого, выдвигаясь вправо на ход порщня, перемещает магазин 14 на шаг. Цосле этого щток пневмоцилиндра 21 возвращается в на- чальное положение и собачка 23 вступает в зацепление с последующим упором 24.
Во время хода штока пневмоцилиндра магазин 15 перемещает соединенные с ним цепи 33 и 34, которые транспортируют на роликах 41 по беговым дорожкам 42 заготовки 18 к позиции разгрузки. При этом стенки магазина 14 и перегородки 16 удерживают столбы в вертикальном положении.
По окончании хода поршня пневмоцилиндра 21 магазин 14 останавливается и достигает положения, при котором вертикальная перегородка 16 первой секции 17 совмещается с вертикальными участками цепей 33 и 34. Б такой позиции магазина 14 его первая секция 17 подается под разгрузку. При этом вертикальный столб заготовок 18 первой секции спускается на призму 27 каретки 25 (фиг. 6).
В дальнейшем включается пневмоцилиндр 31, который посредством рычага 32
0
5
0
5 перемещает каретку 25 в правое крайнее
перемещает каретку 25 в правое крайнее
положение. При перемещении каретки 25 сбегающая со звездочки 29 горизонтальная ветвь 40 цепей 33 и 34 отсекает одну заготовку 18 и перекрывает разгрузочное отверстие 20 первой секции, удерживая оставшийся столб заготовок 18. При этом на время, необходимое для совмещения оси звездочки 29 с осью первой секции 17, хобот 39 удерживает оставшийся столб заготовок от опускания, при этом предыдущие заготовки постоянно заперты цепями 33 и 34.
Каретка 25 в призме 27 переносит заготовку 18 на начальную позицию под охват робота 1, который захватывает заготовку 18 и подает ее на обработку согласно техпроцессу.
После высвобождения призмы 27 каретка возвращается назад под разгрузочное отверстие 20 первой секции 17. При совмещении вертикального участка 38 цепей 33 и 34 с перегородкой 16 первой секцией на призму 27 подается очередная заготовка 18 из первой секции 17 магазина 14.
В дальнейшем цикл повторяется до полной разгрузки первой секции магазина 14, после чего магазин 14 перемещается при помощи пневмоцилиндра 21 еще иа шаг, подавая под разгрузку вторую секцию.
В дальнейшем цикл продолжается до полной разгрузки магазина 14.
видА
///////
Фиг.г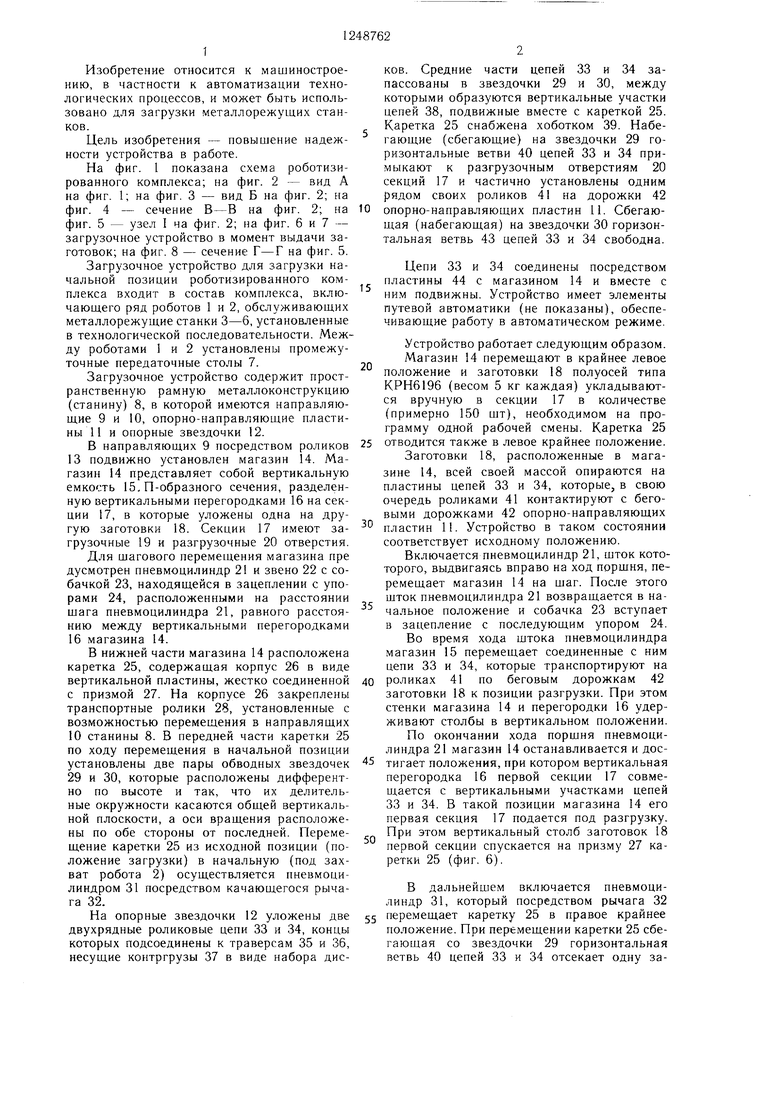
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Вертикально-замкнутый пластинчатый конвейер | 1975 |
|
SU601210A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Робот к листоштамповочному прессу | 1988 |
|
SU1542672A1 |




/J
Фиг 3
в-в
ФигЛ
2
//
18
11
30
| Загрузочное устройство | 1977 |
|
SU749631A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
