Х
С t taHSxHyt
WlffffCenf
л
со
О)
ел
1
tifjt trr ЛияиДмжЛмиг
4Я 9 tfent ite
мирующий вход которого поступает сигнал после каждой запрессовки в машине литья под давлением. Поворот платформы 1 осуществляется цилиндром 20, рейкой 21 и шестерней 22 по сигналам из схемы управления, поступающим по трубопроводам к цилинд- РУ 20. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина литья под давлением | 1985 |
|
SU1273210A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2043854C1 |
| Вертикальная машина для центробежного литья | 1978 |
|
SU1011332A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Устройство для охлаждения пресс-поршня машины литья под давлением | 1982 |
|
SU1088874A1 |
| СТЕНД МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ЗУБЧАТЫХ КОЛЕС | 2015 |
|
RU2601295C1 |
| Измеритель интервальной скорости | 1980 |
|
SU911412A1 |
| Устройство для управления пресс-поршнем машины литья под давлением | 1987 |
|
SU1468648A1 |
| Интегрирующий аналого-цифровой преобразователь | 1985 |
|
SU1279069A1 |
| Батарейная система зажигания | 1981 |
|
SU976122A1 |
Изобретент е относится к области литейного производства. Цель изобретения - повышение производительности и уменьшение занимаемой площади. Отливки подаются в одну из емкостей 6,7, установленных в ваннах 4,5 с охлаждающей жидкостью. При накоплении в емкости 11 заданного на задатчике 41 количества отливок производится поворот платформы 1 с накопительными емкостями 6,7. Подсчет количества отливок, поступающих в емкость, осуществляется в счетчике 38, на сум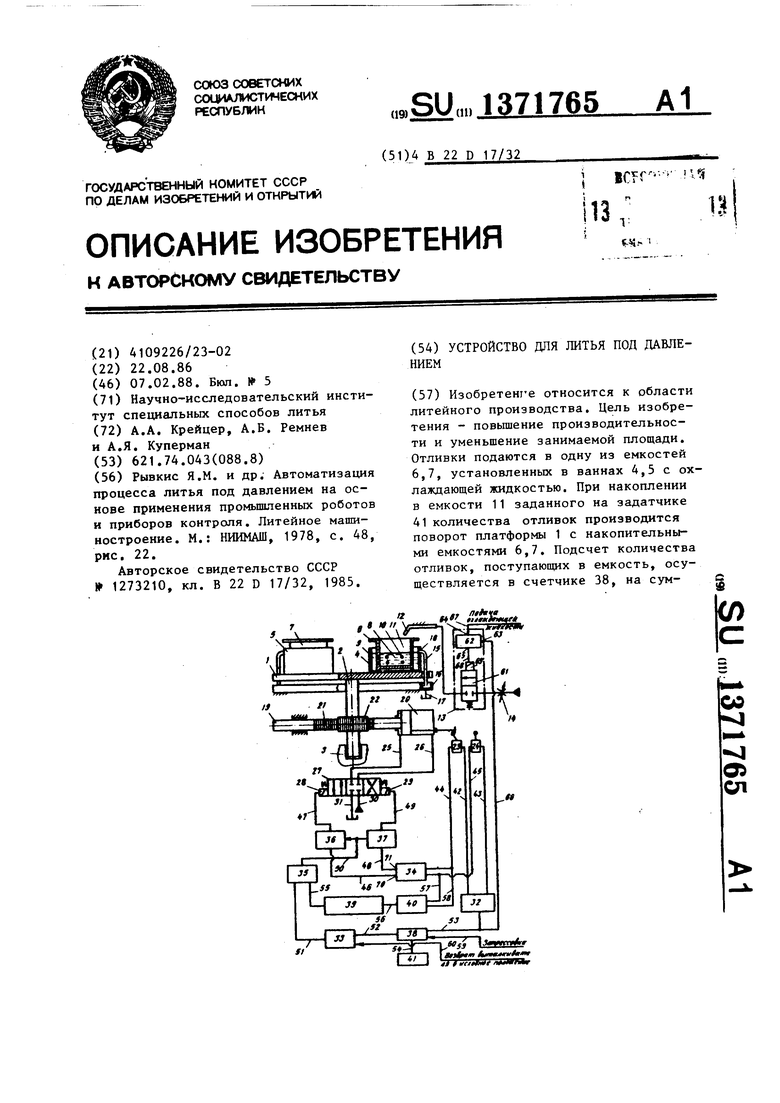
Изобретение относится к области литейного производства, в частности к литью под давлением, и может быть использовано в гибких модулях литья под давлеинем,встраиваемых в гибкие производственные системы (ГПС).
Целью изобрете.ния является повышение производительности и уменьшение занимаемой площади.
На чертеже показано устройство для литья под давлением.
Устройство содержит двухпозицион- ную платформу 1, связанную с колонной 2, установленной в корпусе 3 с возможностью вращения. На платформе
Iжестко закреплены ванны 4 и 5,
i которых установлены накопительные емкости 6 и 7, предназначенные для сбора и транспортирования отливок, а также их охлаждения путем погружения в охлаждающую жидкость, Охлалщаю щая жидкость заполняет полости 8 и 9 каждой накопительной емкости и ванны которые сообщены между собой через отверстия 10, выполненные в корпусе
IIнакопительной емкости. Подвод 12 охлаждающей жидкости расположен на позиции Сбор отливок над накопительной емкостью, закреплен на машине литья под давлением (не показана) и соединен с блоком 13 отсечки охлаждающей жидкости и вентилем 14 регулирования расхода, которые во время стоянок платформы 1 пропускают охлгикдакицую жидкость для поддержания ее температуры. Кроме того, каждая ванна 4 и 5 снабжена патрубком 15 отвода охлаждающей жидкости, который введен в установленный под платформой 1 неподвижный кольцевой желоб 16, сообщенный со сливом 17. Уровень охлаждающей жидкости в накопительной емкости 6 и 7 определен расположением по высоте места 18 соединения патрубка 15 с ванной 4 и 5,
Устройство, содержит также привод 19 поворота, поворачивающий платфор- му 1 и останавливающий ее, располагая накопительные емкости 6 и 7 поочередно на позициях Сбор отливок и Смена накопительных емкостей. Привод 19 поворота содерзкит цилиндр 20, осуществляющий поворот колонны 2 с платформой 1 посредством рейки
21 и шестерни 22 на 180° поочередно в двух направлениях и переключающий первый и второй конечнце выключатели 23 и 24 в крайних положениях платформы 1„ Полости цилиндра 20 соединены трубопроводами 25 и 26 с распределителем 27. Распределитель 27 снабжен электромагнитами 28 и 29, которые являются его входами, подключен к напорной и сливной магистралям 30 и 31. Система управления привода 19 поворота, кроме того, содержит первый и второй элементы И 32 и 33, первый и второй триггеры 34 и 35, первый и второй нормально разомкнутые ключи 36 и 37, счетчик 38, формирователь 39 импульсов, элемент ИЛИ 40 и задатчик 41, с помощью которого задается количество отливок, собираемых в одной накопительной емкости 6 или 7 . Нормально замкнутые и нормально разомкнутые контакты первого и второго конечных
выключателей 23 и 24 подключены линиями 42-45 соответственно к входам
первого элемента И 32 и первого триг гера 34, соединенного выходами посредством линий 46-49 через нормально разомкнутые ключи 36 и 37 с электромагнитами 28 и 29 привода 19 поворота. Входы управления этих ключей подсоединены линией 50 к нормально разомкнутому выходу второго триггера 35 и далее линиями 51-53 через второй элемент И 33 и счетчик 38 к нормально замкнутому выходу первого элемента И 32. Задатчик 41 подключен лини .13 ей 5А к счетчику 38. Инверсный вход второго триггера 35 подсоединен линиями 55-58 через формирователь 39 импульсов и элемент ИЛИ 40 к нормально разомкнутым выходам конечных выключателей 23 и 24 параллельно входам первого триггера 34. Счетный вход счетчика 38 и разрешающий вход второго элемента И 33 соединены линиями 59 и 60 соответственно с выходами системы управления машины литья под давлением Запрессовка и Возврат выталкивателя в исходное положение „
Поворот платформы 1 выполняется при поступлении в накопительную емкость 6 или 7 заданного (максимально возможного) количества отливок. Для исключения возможности поворота платформы во время сброса отливок выталкивателем машины литья под давлением привод 19 поворота предлагаемого устройства снабжен блокировкой, разрешающей поворот платформы 1 только после получения от системы управления машины литья под давлением сигнала Возврат выталкивателя в исходное положение о Наличие этого сигнала свидетельствует о том, что процесс извлечения отливки из пресс-формы закончен и отливка находится в накопительной емкости 6 или 7.
Блок 13 отсечки охлаждающей жидкости содержит клапан 61 и третий нормально замкнутый ключ 62. Вход 63 управления, вход 64 и выход 65 третьего нормально замкнутого ключа 62 соединены соответственно линиями 66-68 с нормально замкнутым выходом первого элемента И 32, выходом Подача охлаждающей жидкости системы управления машины литья под давлением и входом управления клапана 61, выполненного в виде электромагнита 69.
Устройство работает следующим образом
В исходном положении предлагаемого устройства нажат один из двух конечных выключателей 23 или 24, платформа 1 с накопительными емкостями 6 и 7 занимает одно из двух крайних положений. Клапан 61 открыт, пропускает охлаждающую жидкость в полости ванны 4 и накопительной емкости 6, избыток ее стекает через патрубок 15 отвода охлаждающей жидкости и кольцевой желоб 16 в слив 17„ При
765
этом на выходе 70 или 71 первого триггера 34 имеется сигнал, которьй запирается нормально разомкнутым ключом 36 или 37„ В конце очередного процесса заполнения пресс-формы машины литья под давлением расплавленным металлом на выходе системы управления этой машины появляется сиг0 нал Запрессовка которьй по линии 59 поступает на счетный вход счетчика 38. От счетчика 38 сигнал поступает по линии 52 на вход второго элемента И 33 только по завершении .
5 серии запрессовок, достаточной для заполнения накопительной емкости отливками. Количество запрессовок в серии определяется вместимостью накопительной емкости, размерами и
0 формой отливки и задается посредством задатчика 41. Второй элемент И 33 задерживает полученный по линии 52 сигнал до появления на другом своем входе по линии 60 разрешающе5 го сигнала от машины литья под давлением Возврат выталкивателя в исходное положение, свидетельствует о том, что выталкивание отливки произошло и она находится в накопи0 тельной емкости.
При наличии сигналов на обоих входах второго элемента И 33 на выходе второго триггера 35 появляется сигнал, который по линии 50 поступает на входы.управления нормально разомкнутых ключей 36 и 37, замыкает эти ключи. В зависимости от того, на входе какого из двух ключей имеется сигнал от первого триггера 34,
Q включается соответствующий электромагнит 28 или 29. Как следствие срабатывает цилиндр 20, производя поворот платформы 1 с накопительными емкостями 6 и 7. При этом освобождается конечный выключатель 23 или 24. Допустим, опорожненная накопительная емкость 7 находится на позиции Смена накопительных емкостей, рейка 21 цилиндра 20 занимает крайнее левое положение и нажат первый конечный выключатель 23 При этом в начале процесса поворота Платформы 1 освобождается первый конечный выключатель 23 и два нормально-замкнутых выхода конечных выключателей 23 и 24 по линиям 42 и 43 подают команду череэ первый элемент И 32 на сброс счетчика 38. Одновременно команда поступает по линии 66
5
5
на вход 63 управления третьего нормально замкнутого ключа 62. В резултате обесточивается электромагнит 69, клапан 61 закрывается и прекращается подача охлаждающей жидкости в-полости накопительной емкости 6 и ванны 4. При сбросе счетчика 38 cнимaetcя сигнал с его выхода и с входа второго элемента И 33. Второй триггер 35 продолжает сохранять со- стояние, при котором нормально разокнутые ключи 36 и 37 замкнуты, платформа 1 завершает ранее начатое движение. При подходе платформы 1 в крайнее положение нажимается вто- рой конечный выключатель 24, происходит переключение первого триггера 34 и одновременно через элемент ИЛИ 40 и формирователь 39 импульсов переключение второго триггера 35, кото- рый размыкает нормально разомкнутые ключи 36 и 37, обесточиваются электромагниты 28 и 29, чем исключается поворот платформы 1 в обратном направлении. В результате поворота платформы 1 пустая накопительная емкость 7 оказывается установленной на позиции Сбор отливок, а заполненная отливками накопительная емкость 6 - на позиции Смена накопи- тельных емкостей. При этом снимается сигнал с входа 63 управления третьего нормально замкнутого ключа 62, включается электромагнит 69 клапана 61, который открывается, пропус кая охлалсдающую жидкость в полости накопительной емкости 7 и ванны 5 на позиции Сбор отливок. Накопительная емкость 7 начинает заполняться отливками. На позиции Смена накопительных емкостей с помощью цехового транспортного средства поднимают накопительную емкость 6 с отливками над ванной 4, охлаждающая жидкость стекает через отверстия 10 накопительной емкости в ванну 4, после чего накопительная емкость 6 увозится для выгрузки отливок.
Преимущество предлагаемого устройства, в сравнении с известным, состоит в том, что оно увеличивает коэффициент его использования. Это достигается за счет выполнения предлагаемым устройством дополнительной операции Охлаждение отливок, совмещенной по времени с выполнением операций Сбор и транспортирование отливок. При этом введение допо нительной операции не требует применения дополнительного устройства для транспортирования и погружения отливок в охлаждающую жидкость, а следовательно, не требуется переналадка такого устройства при переходе на выпуск отливок других наименований, что важно для гибких производств литья под давлением, предполагающих частую и быструю смену пресс-форм на мащинах.
Преимуществом предлагаемого устройства является и то, что оно позволяет экономить занимаемую площадь благодаря совмещению площадей, занимаемых машиной литья под давлением, ванной и накопительной емкостью.
Формула изобретения
Устройство для литья под давлением, содержащее платформу с накопительными емкостями, с отверстиями в корпусах, привод поворота платформы с конечными выключателями для определения крайних положений платформы, два элемента И, два триггера, два нормально разомкнутых ключа, счетчик, формирователь импульсов, элемент ИЛИ и задатчик, причем выходы нормально замкнут их и нормально разомкнутых контактов первого и второго конечных выключателей подсоединены соответственно к входам первого элемента И и первого триггера, соединенного выходами с входами привода поворота платформы через нормально разомкнутые ключи, входы управления которых подсоединены через второй триггер, второй элемент И и счетчик к выходу первого элемента И, другой вход йторого триггера через формирователь импульсов и элемент ИЛИ подсоединен к входам первого триггера, а входы счетчика и второго элемента И соединены соответственно с выходами системы управления Запрессовка и Возврат выталкивателя в исходное положение третий вход счетчика соединен с выходом задатчика, отличающееся тем, что, с целью повы- щения производительности и уменьшения занимаемой площади, оно снабжено ваннами и установленным под платформой неподвижным кольцевым желобом. Соединенным со сливом, и Оло- ком отсечки охлаждающей жидкости, содержащим клапан и третий нормально замкнутый ключ, причем патрубки
1371765
отвода охлаждающей жидкости введены И, выходом Подача охлаждающей жид- в кольцевой желоб, а вход управления, кости и входом управления клапана, вход и выход третьего нормально зам- а наполнительные емкости установле- кнутого ключа соединены соответ- ны в ваннах, жестко закрепленных на ственно с выходом первого элемента платформе.
| Рывкис Я.М | |||
| и др | |||
| Автоматизация процесса литья под давлением на основе применения промьшшенных роботов и приборов контроля | |||
| Литейное машиностроение | |||
| М.: НИИМАШ, 1978, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина литья под давлением | 1985 |
|
SU1273210A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
