оо
00 N5 N3
Изобретение бтносится к автоматизации сварочных процессов, а именно к устройствам автоматического управления режимами сварки неповоротных стыков труб.
Целью изобретения является повышение производительности сварочного оборудования и повышение его технологических возможностей за счет удобства перепрог рам- мирования.
На чертеже представлена функциональная схема устройства.
Устройство содержит блок 1 программирования режимов сварки, восьмиканальный выход которого связан с информационным входом первого коммутатора 2. Наборное поле блока 1 программирования режимов сварки при проведении сварки закрывается блокирующей панелью, 3, которая удерживает блокировочный контакт 4 в нажатом состоянии. Блокировочный контакт 4 выполнен в виде кнопки. Его выход связан со счетным входо.м счетчика 5 и первым входом схемы ИЛИ 6. Выход блока 7 пуска связан с управляющим входом первого ключа 8 и вторым входом схемы ИЛИ 6. Выход первого коммутатора 2 связан через первый ключ 8 с управляющим входом регулируемого привода 9 и через второй ключ 10 - с индикатором 1 1 частоты вращения регу- .1ируемо|-о привода 9.
Выход схемы ИЛИ 6 связан с управляющим входом второго коммутатора 12 и че10
сварки представляет собой цифровой индикатор. Первый коммутатор 2 в зависимости от состояния своего управляющего входа подключает один из своих входов на инфор- м,ационный вход первого 8 и второго 10 ключей. Блок 7 пуска представляет собой устройство, формирующее сигнал логической единицы при включении регулируемого привода 9. Блок 1 программирования режимов сварки представляет собой устройство, на котором раз.мещены потенциометры, регулировка которых обеспечивает настройку режима частоты вращения регулируемого привода 9, Количество потенциометров равно восьми и соответствует количеству зон датjr чика 15 углового положения сварочной горелки.
Устройство работает следующим образом.
При открытой блокирующей панели 3
блокировочный контакт 4 свободен, и открыт
доступ к наборному полю блока I програм20 мирования режимов сварки. Счетчик 5 содержит некоторые числа п от двоичного «О до двоичной «7. Поскольку на первый вход схемы ИЛИ 6 поступает логический «О на управляющий вход второго коммутатора 12 также поступает логический «О, обеспечивающий прохождение кода указанного числа п на управляющий вход первого коммутатора 2 и информационный вход третьего ключа 14. Одновременно инвенти- рованный схемой НЕ 13 сигнал открывает
25
рез схемы НЕ 13 -- с управляющими вхо- о третий 14 и второй 10 ключи. Индикатор 17
дами второго ключа 10 и третьего ключа 14. Устройство содержит датчик 15 углового положения сварочной головки. Датчик 15 углового положения - маятниковой конструкции с оптическим кодирующим диском
зоны сварки индицирует число п, соответствующее одной из зон углового положения сварочной головки. Код этого-числа п, поступающий на управляющий вход первого коммутатора 2, инициирует один из задающих
Его выход через преобразователь 16 кода потенциометров наборного поля блока 1
программирования режимов сварки.
Какой из потенциометров подключен - определяется по индикатору 17 зоны сварки. Одновременно на индикаторе 11 частоты вращения регулируемого привода 9 индицируется сигнал, поступающий на управляющий вход регулируемого привода и пропорциональный частоте вращения этого привода. Регулировкой подключенного потенциометра оператор по индикатору II частоты вращесвязан с первым входом второго коммутатора 12, его второй вход связан с выходом счетчика 5, а выход - с управляющим входом первого коммутатора 2 и через третий ключ 14 с индикатором 17 зоны сварки. Счетчик 5 представляет собой двоичный трехразрядный счетчик. Последовательным нажатием на кнопку блокировочного контакта 4 счетчик 5 принимает состояние от I до 8 двоичного кода. Датчик 15 углового
40
положения сварочной головки формирует на дс ния привода задает требуемую частоту его
вращения. При нажатии на блокировочный г%онтакт 4 в счетчик 5 записывается число п + 1. Происходит соответствующая коммутация в первом коммутаторе 2 и настройка очередной зоны. Таким же образом произ- 50 водится контроль задания частоты вращения привода по всем восьми зонам блока 1 программирования режимов сварки. После настройки блока 1 программирования режимов сварки блокирующей панелью закрысвоем выходе, в зависимости от одного из восьми угловых положений относительно вертикали, двоичный код, характеризующий угловое положение сварочной горелки.
Преобразователь 16 кода г фиводит сиг- на,п датчика 15 углового положения сварочной головки к виду, эквивалентному сигналу на выходе счетчика 5.
Второй коммутатор 12 в зависимости от сигнала на его управляющем входе подключает на свой выход либо сигнал счетчика
вают наборное поле, одновременно нажи- 5, либо сиг нал преобразователя 16 кода. Тре- 55 мая на блокирующий контакт 4. При этом тий ключ 14 обеспечивает вывод информациина управляющий вход второго коммутатора
12 через схему ИЛИ 6 поступает логическая «1 и вход первого коммутатора 2
с выхода второго коммутатора 12 на индикатор 17 зоны сварки. Индикатор 17 зоны
0
сварки представляет собой цифровой индикатор. Первый коммутатор 2 в зависимости от состояния своего управляющего входа подключает один из своих входов на инфор- м,ационный вход первого 8 и второго 10 ключей. Блок 7 пуска представляет собой устройство, формирующее сигнал логической единицы при включении регулируемого привода 9. Блок 1 программирования режимов сварки представляет собой устройство, на котором раз.мещены потенциометры, регулировка которых обеспечивает настройку режима частоты вращения регулируемого привода 9, Количество потенциометров равно восьми и соответствует количеству зон датr чика 15 углового положения сварочной горелки.
Устройство работает следующим образом.
При открытой блокирующей панели 3
блокировочный контакт 4 свободен, и открыт
доступ к наборному полю блока I програм0 мирования режимов сварки. Счетчик 5 содержит некоторые числа п от двоичного «О до двоичной «7. Поскольку на первый вход схемы ИЛИ 6 поступает логический «О на управляющий вход второго коммутатора 12 также поступает логический «О, обеспечивающий прохождение кода указанного числа п на управляющий вход первого коммутатора 2 и информационный вход третьего ключа 14. Одновременно инвенти- рованный схемой НЕ 13 сигнал открывает
5
о третий 14 и второй 10 ключи. Индикатор 17
третий 14 и второй 10 ключи. Индикатор 17
зоны сварки индицирует число п, соответствующее одной из зон углового положения сварочной головки. Код этого-числа п, поступающий на управляющий вход первого коммутатора 2, инициирует один из задающих
подключается через преобразователь 16 кода к выходу датчика 15 углового положения сварочной горелки. В зависимости от реального углового положения сварочной горелки на информационные входы первого 8 и второго 10 ключей поступает сигнал, соответствующий требуемой частоте вращения регулируемого привода 9. В этом состоянии ключи 10 и 14 закрыты, и индикатор 17 зоны сварки и индикатор 11 частоты вращения привода не работают.
При пуске регулируемого привода 9 на выходе блока 7 пуска формируется логическая «1. Ключ 8 подает управляющий сигнал, поступающий от блока 1 программирования режимов сварки через первый коммутатор 2 и первый ключ 8 на вход регулируемого привода 9, реализующего заданную скорость сварки. Проворачиваясь вокруг трубы, датчик 15 углового положения сварочной головки производит последовательную коммутацию потенциометров блока 1 программирования режимов сварки, реализуя заданную программу режима сварки.
Таким образом, по сравнению с известным предлагаемое устройство обеспечивает возможность оперативного программирования режимов сварки по зонам с различным пространственным положением сварочной горелки, что повышает технологические возможности и производительность сварочного оборудования.
Формула изобретения
Устройство для сварки неповоротных стыков труб, содержащее блок пуска, связанный с управляющим входом первого ключа, выход которого подключен к регулируемому приводу, блок программирования режимов сварки, включающий в себя наборное поле из переменных резисторов, связанный с информационным входом первого
коммутатора, датчик углового положения сварочной горелки, индикатор частоты вращения регулируемого привода, отличающееся тем, что с целью повышения производительности сварочного оборудования за счет быстроты програм.мирования устройства
0 оно дополнительно снабжено блокировочным контактом с блокирующей панелью, счетчиком, вторым коммутатором, преобразователем кода, схемой ИЛИ, схемой НЕ, вторым и третьим ключами, индикатором зоны
5 сварки, при этом датчик углового положения сварочной горелки выполнен маятниковым с кодо-импульсным выходом, блокирующая панель при закрытом доступе к наборному полю блока программирования режимов сварки взаимодействует с блоки0 рующим контактом, выходной сигнал которого поступает на первый вход схемы ИЛИ и на вход счетчика, второй вход схемы ИЛИ связан с выходом блока пуска, а выход - с управляющим входом второго коммутатора и через схему НЕ - с управляющими входами второго и третьего ключей, выход датчика углового положения сварочной горелки через преобразователь кода связан с первым входом второго коммутатора, второй вход которого связан с выходом счетчи0 ка, а выход - с управляющим входом первого коммутатора и через третий ключ - с индикатором зоны сварки, выход первого коммутатора через второй ключ связан с индикатором частолы вращения регулируемого привода и с информационным входом первого ключа.
5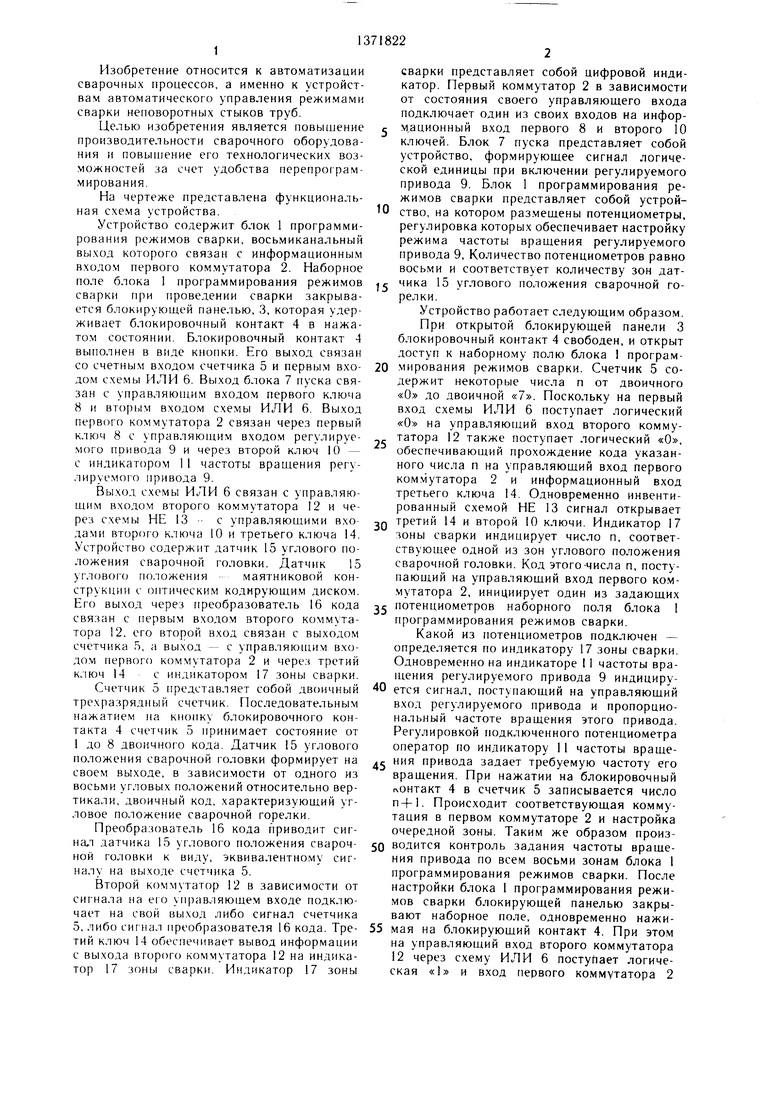
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Устройство для перемещения и колебаний сварочной горелки | 1988 |
|
SU1547995A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Тренажер для обучения навыкам ведения сварки | 1985 |
|
SU1295434A1 |
| Устройство для дуговой сварки с поперечными колебаниями сварочной горелки | 1983 |
|
SU1133059A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1301607A1 |
| Двухкоординатное устройство дляпРОгРАММНОгО упРАВлЕНия | 1977 |
|
SU807218A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Устройство для программного управления скоростью сварки | 1985 |
|
SU1287109A1 |
Изобретение относится к области автоматизации сварочных процессов, а именно к устройствам автоматического управления режимами сварки неповоротных стыков труб. Целью изобретения является повышение технологических возможностей устройства за счет удобства его перепрограммирования. Для достижения поставленной цели устройство для сварки неповоротных стыков труб содержит блок 1 программирования, два коммутатора 2 и 12, блокирующую панель 3 с блокировочным контактом 4, счетчик 5, схему ИЛИ 6, блок пуска 7, три ключа 8, 10 и 14, регулируемый привод 9, индикатор 11 частоты, схему НЕ 13, датчик углового положения 15, преобразователь кода 16 и индикатор зоны сварки 17. Перед сваркой оперативно устанавливают нужную скорост.ь движения горелки во всех восьми зонах. Для этого нажимают блокировочный контакт 4 и вращают соответствующий потенциометр наборного поля блока 1. Контроль задаваемой скорости ведут по индикатору II. После настройки всех восьми потенциометров установки блокирующей панели 3 начинают процесс сварки. 1 ил. S (Л
| Устройство для управления режимами сварки неповоротных стыков труб | 1980 |
|
SU903013A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Львов Н | |||
| С., Гладков Э | |||
| А | |||
| Автоматика и автоматизация сварочных процессов | |||
| - М.: Машиностроение, 1982, с | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
