Изобретение относится к автоматизации дуговой сварки, а именно к автоматизации сварки неповоротных стыков труб неплавящимся электродом, и может быть использовано при сварке трубопроводов.
Цель изобретения - расширение технологических возможностей устройства за счет уменьшения габаритов . сварочной головки.
Поставленная цель достигается тем, что радиальные перемещения электрода осуществляются приводами, вынесенными за пределы планшайбы, на которой установлен сварочный электрод.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - структурная схема; на фиг. 3 - блок-схема контроллера шаговых двигателей; на фиг,4- диагр амма коррекции длины дуги с таблицей значений сигналов на входах элементов в зависимости от углового положения планшайбы.
Устройство содержит модуль 1 сварочной горелки, модуль 2 вращения, модуль 3 перемещения по оси Y, модуль 4 перемещения.по оси X. Модули. 1 - 3 связаны между собой разъемными соединениями. Модуль 1 сварочной горелки содержит поворотную планшайбу 5, в которой размещен электрод и основание 6, жестко связанное с корпусом модуля 2. Последний имеет привод 7 вращения планшайбы. Модуль 3 перемещения по оси Y выполнен в виде механизма винт - гайка и имеет привод 8, модуль 4 перемещения по оси X аналогичный и имеет привод 9. Приводы выполнены на шаговых- электродвигателях.
Устройство также содержит последовательно соединенные источник 10 сварочного тока, блок 11 автоматического регулирования напряжения дуги, контроллер 12, управляющий шаговыми приводами 7-9. Контроллер 12 содержит генераторы 13 и 14 импульсов, коммутаторы 15 - 17 шаговых двигателей, последовательно соединенные делитель 18 частоты, кольцевой счетчик 19, шифратор 20, ключи 21 и 22 и две Схемы ИСКЛЮЧАЮЩЕЕ ИЛИ 23 и 24.
Выход генератора 13 импульсов соединен с входом коммутатора 15 и с входом делителя 18 частоты, выход коммутатора 15 подключен к приводу 7 вращения планшайбы, первый выход шифратора 20 соединен с первым входом
схемы ИСКЛЮЧАЩЕЕ ИЛИ 23, второй его выход - с первым входом схемы ИСКЛЮ- ЧАНЩЕЕ ИЛИ 24, третий и четвертый выходы - с входами управления ключами 21 и 22, вторые входы схемы ИС1ШЮ- ЧАЮЩЕЕ ИЛИ 23 и схемы ИСКЛЮЧАЩЕЕ ИЛИ 24 связаны с выходом блока 11 автоматического регулирования напряжения дуги, сигнальные входы ключей 21 и 22
связалы с выходом генератора 14 импульсов, а сигнальные выходы - с входами коммутаторов 16 и 17, управляющих соответственно приводами 8 и 9 по осям Y, X, выходы схем ИСКЛЮЧАЮЩЕЕ ИЛИ 23 и 2-4 связаны с входами реверса коммутаторов 16 и 17. В качестве источника 10 сварочного тока используется выпрямитель. Блок 11 автоматического регулирования напряжения
дуги выполнен в виде задатчика и датчика напряжения дуги, выходы которых . подключены к входам компаратора. В приводах 7-9 использованы четырехфаз- : ные редукторные шаговые двигатели.
Генераторы 13 и 14 импульсов выполнены регулируемой частоты. Делитель 1о частоты выполнен на основе двоичного счетчика, кольцевой счетчик 19 - в виде 16 регистров сдвига,
соединенных по кольцу. Шифратор 20 на выходе формирует четырехразрядный двоичньй код, управляющий подключением-отключением и реверсом двигателей приводов 8 и 9 модулей 2 и 3. В качестве коммутаторов 15 - 17 шаговых двигателей можно использовать блоки БУ-14Д.
Устройство работает следующим об разом.
Перед сваркой производят установку электрода посредством радиального перемещения относительно планшайбы на заданный диаметр трубы, после чего закрепляют электрод в планшайбе и вращением планшайбы 5 и установочным перемещением модуля 2 по осям X, Y приводят электрод в исходное для сварки положение 1 (фиг. 4).
После включения источника 10 сварочного тока планшайба 5 с электродом приводится во вращение приводом 7 и последовательно в процессе сварки занимает положения 1-16 относительно основания 6 модуля 1 (относительно координатной системы XYZ, жестко связанной со свариваемьтм неповоротным изделием), В процессе поворота планшайбы блок 11 автоматического регулирования напряжения дуги непрерывно формирует сигнал управления приводами 8 и 9. которые перемещают модуль 2 приблизительно в радиальном направлении относительно трубы, приводя сигнал рассогласования между заданным и измеряемым напряжением дуги к нулю. Согласованная работа приводов 8 и 9 перемещения модулей 3 и 4 по осях X,
что позволяет минимизировать ошибку отклонения электрода от положения нормали к поверхности трубы при максимально простом алгоритме управления приводами коррекции (ошибка зависит от величины отношения эксцентриситета расположения трубы к ее .диаметру и несущественно влияет на качество сварки при отклонениях угла наклона
Y обеспечивается контроллером 12 ша- оэлектрода к изделию до 15°). На участ- говых приводов. Вращение планшайбыках 1-2, 3-4, 5-6,...,15-16 либо осуществляется приводом 7 по сигналамодин, либо оба ключа 21 и 22 открыты генератора 13 импульсов, которые по-и отработка возмущения произ водится ступают через коммутатор 15 (блоклибо одним (когда электрод занимает управления шаговым двигателем) на ша- jfположение одной из осей X, Y±11,25°), говый двигатель привода 7. Второй ге-либо двумя двигателями идентичных нератор 14 импульсов синхронизируетприводов 8 и 9 одповременно (когда отработку возмущения по напряжениюэлектрод занимает промежуточное поло- дуги приводами 8 и 9, которые управ-жение с одинаковым шагом по осям X,Y). ляются коммутаторами 16 и 17 и ключа-20Например, в положении электрода 7-8 ми 21 и 22. Последние определяют дискретный по времени режим отработки приводами В и 9 возмущения по напряпри на выходе блока 11 автоматического регулирования устанавдхива- ется сигнал логической единицы, который поступает на входы элементов ИСжению дуги.
Делитель 18 частоты черезопреде- 25 КЛЮЧАЮЩЕЕ ИЛИ 23 и 24, на вторые вхо- ленное число импульсов (при угловом ды поступает код, соответствующий по- перемещении планшайбы на 22,5 и шаге 1,5° через 15 импульсов) формирует на входе кольцевого счетчика 19
тактовьй импульс сдвига. Шифратор 20 ЗО а входе коммутатора 16 формируется ставит в соответствие с выходным сиг-, сигнал 1, а на входе коммутатора 17 - налом единицы в одном из разрядов О, что соответствует перемещению мо- шестнадцатиразрядного входа шифрато- дуля 2 в положительном направлении Y ра выходной -четырехразрядный код, приводом 8, и одновременно в отрица- два разряда которого определяют сое- тельном направлгнии по .оси X приво- тояние ключей 21 и 22, а другие два дом 9. Отработка возмущения по напря- разряда - состояние элементов ИСКЛЮ- ЧАЩЕЕ ИЛИ 23 и 24, по которому в зависимости от знака отклонения напряжения дуги производится или не про- 40 изводится реверс двигателей приводов 8 и 9. В случае превышения напряжения дуги заданного компаратором блока 11 автоматического регулирования напряжения дуги формирует сигнал логичес- 45 стабилизировать длину дуги пере- кой единицы, который поступает на мещением основания модуля 1 сварочной
та ИСКЛЮЧА1001ЕЕ ИЛИ 23 поступает 1, на вход элемента 24 - О, соответственно
жению дуги производится,с автоколебаниями относительно положения модуля 2, соответствующего , что однако при малом шаге перемещения по осям X, Y (0,02 мм) не оказывает существенного влияния на процесс сварки.
Таким образом, устройство позволя-
вторые входы элементов ИСКЛЮЧАМЦЕЕ ИЛИ 23 и 24 (при U.-iUg компаратор формирует выходной сигнал, соответствующий логическому нулю).
Ключи 21 и 22 закрыты на участках положения электрода 2-3, 4-5, 6-7 и т.д., т.е. через участок (через 15 тактовых импульсов генератора 13 импульсов или через тактовый импульс делителя 18 частоты). Таким образом, коррекция длины дуги приводами 8 и 9 производится дискретно по времени.
что позволяет минимизировать ошибку отклонения электрода от положения нормали к поверхности трубы при максимально простом алгоритме управления приводами коррекции (ошибка зависит от величины отношения эксцентриситета расположения трубы к ее .диаметру и несущественно влияет на качество сварки при отклонениях угла наклона
электрода к изделию до 15°). На участ- ках 1-2, 3-4, 5-6,...,15-16 либо один, либо оба ключа 21 и 22 открыты и отработка возмущения произ водится либо одним (когда электрод занимает положение одной из осей X, Y±11,25°), либо двумя двигателями идентичных приводов 8 и 9 одповременно (когда электрод занимает промежуточное поло- жение с одинаковым шагом по осям X,Y) Например, в положении электрода 7-8
электрода к изделию до 15°). На участ- ках 1-2, 3-4, 5-6,...,15-16 либо один, либо оба ключа 21 и 22 открыты и отработка возмущения произ водится либо одним (когда электрод занимает положение одной из осей X, Y±11,25°), либо двумя двигателями идентичных приводов 8 и 9 одповременно (когда электрод занимает промежуточное поло- жение с одинаковым шагом по осям X,Y) Например, в положении электрода 7-8
при на выходе блока 11 автоматического регулирования устанавдхива- ется сигнал логической единицы, который поступает на входы элементов ИСКЛЮЧАЮЩЕЕ ИЛИ 23 и 24, на вторые вхо- ды поступает код, соответствующий по-
та ИСКЛЮЧА1001ЕЕ ИЛИ 23 поступает 1, на вход элемента 24 - О, соответственно
а входе коммутатора 16 формируется сигнал 1, а на входе коммутатора 17 - О, что соответствует перемещению мо- дуля 2 в положительном направлении Y приводом 8, и одновременно в отрица- тельном направлгнии по .оси X приво- дом 9. Отработка возмущения по напря- стабилизировать длину дуги пере- мещением основания модуля 1 сварочной
жению дуги производится,с автоколебаниями относительно положения модуля 2, соответствующего , что однако при малом шаге перемещения по осям X, Y (0,02 мм) не оказывает существенного влияния на процесс сварки.
Таким образом, устройство позволя-
горелки по дискретным направлениям в дискретные интервалы времени.
Модульная конструкция устройства позв оляет уменьшить диаметр основания 6 в 1,5-2 раза по сравнению с известным устройством и значительно упростить при 3VOM модуль 1 сварочной горелки. Это дает возможность использовать устройство в стесненных условиях, например, при сварке коллекторов с близко расположенными отводящими трубками.
Формула изобретения
Устройство для автоматической сварки неповоротнык стыков труб, содержащее сварочную горелку, установ- ленную на планшайбе, привод вращения планшайбы относительно основания блок автоматического регулирования напряжения дуги, вход которого связан с выходом источника сварочного тока, отл, ичающее ся тем, что, с целью расширения технологических возможностей за счет уменьшения габаритов сварочной головки, оно дополнительно снабжено двумя привода Ми поступательного перемещения основания по взаимно перпендикулярным осям и контроллером приводов, вход которого подключен к выходу блока автоматического регулирования на- пряжения дуги, а выходы подключены к при-водам устройства, при этом контроллер приводов содерлшт два генератора импульсов, три коммутатора, два ключа, два элемента ИСКЛЮЧАЮЩЕЕ ИЛИ, делитель частоты, кольцевой счетчик и шифратор, причем выход первого генератора импульсов через первый коммутатор связан с приводом вращения планшайбы, относительно основания и через последовательно соединенные делитель частоты и кольцевой счетчик с входом шифратора, первый и второй выходы шифратора связаны с первыми входами соответственно первого и второго элемента ИСКЛЮЧАЮЩЕЕ ИЛИ, третий и четгертый выходы дешифратора связаны с управляющими входами соответственно первого и второго ключа, вторые входы первого и второго элементов ИСКЛЮЧАЮЩЕЕ ИЛИ связаны с выходом блока автоматического регулирования напряжения дуги, выход второго генератора импульсов через первый и второй ключи связан с первыми входами второго и третьего коммутаторов, второй вход второго коммутатора связан с выходом первого элемента ИСКЛЮЧАЮЩЕЕ ИЛИ, а его выход связан с входом первого привода поступательного перемещения основания, второй вход третьего коммутатора связан с выходом второго элемента ИСКЛЮЧАЮЩЕЕ ИЖ, а его выход связан с входом второго привода поступательного перемещения основания.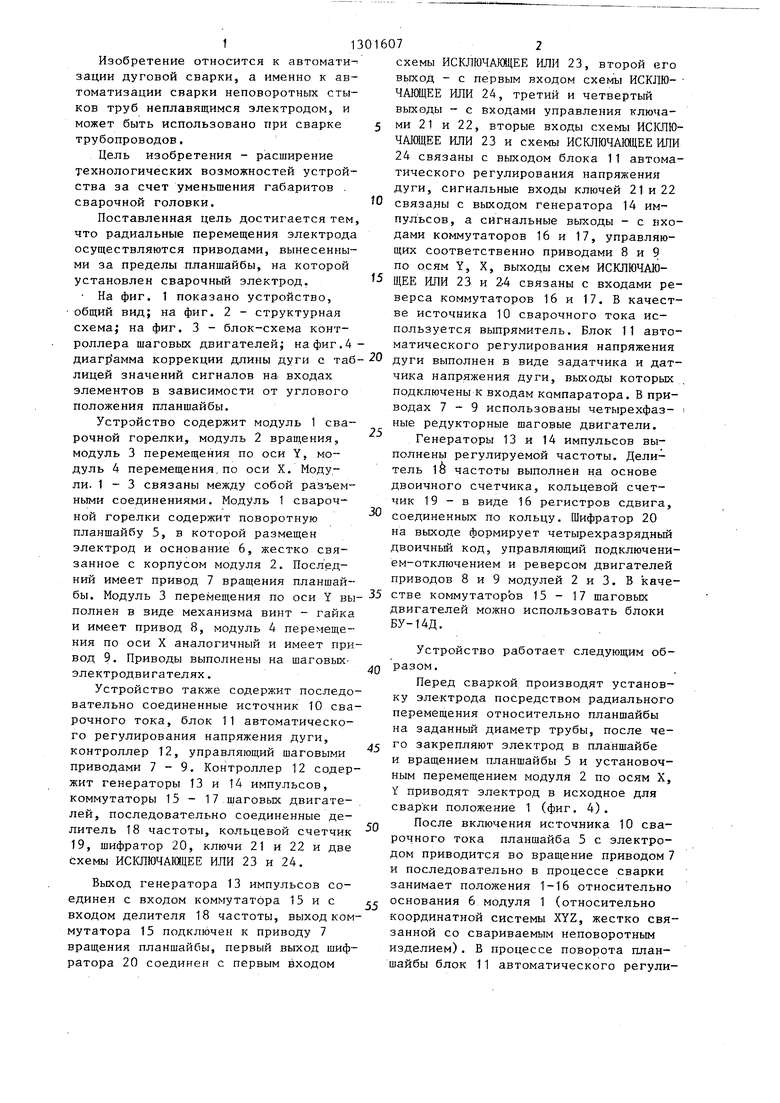

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Устройство для автоматического управления процессом сварки | 1985 |
|
SU1430206A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| Устройство для сварки | 1988 |
|
SU1539014A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |

Изобретение относится к автоматизации сварки неповоротных стыков труб нёплавящимся электродом. Изобретение позволяет расширить технологические возможности устройства за счет уменьшения габаритов сварочной горелки. Для этого осуществляют радиальные перемещения электрода приводами поступательного перемещения планшайбы. Сигнал радиального перемещения электрода формируется блоком автоматического регулирования напряжения дуги. Взаимосвязь работы приводов, выполненных на тяговых электродвигателях, обеспечивается контроллером, содержащем две схемы ИСКЛЮЧАЮЩЕЕ ИЛИ, два ключа, два генератора импульсов, кольцевой счетчик, дели- тель частоты и три коммутатора шаговых двигателей. 4 ил.
L g. 1
t6
/J
в
Составитель В.Грибова Редактор Н.Рогулич Техред А.Кравчук Корректор А.Обручар
Заказ 1181/14 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Bjr эл.21 22 2Ъ 2Ц
фиг Л
| Устройство для автоматической сварки неповоротных стыков труб | 1978 |
|
SU770699A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1970 |
|
SU308624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
