дан
оо
00
со
Ш
1
Изобретение относится к станкостроению и может быть использовано для двусторонней обработки торцов разрезных поршневых колец двигателей внутреннего сгорания.
Цель изобретения -- расширение технологических возможностей путем обеспечения двусторонней обработки торцов колец.
На чертеже представлена схема устройства
Устройство состоит из левой I и правой 2 шпиндельных бабок и позиционной головки 3.
В шпиндельной бабке 1 размеш,ен подвижный в продольном направлении шпиндель 4, снабженный подпятником 5, имеющим шлицевой профиль 6 и глухое центрирующее базовое отверстие 7. В корпусе шпиндельной бабки 2 установлен подвижный в продольном направлении шпиндель 8 снабженный подпятником 9. имеющим шлицевой профиль 10 и глухое центрирующее базовое отверстие 11.
В позиционной головке 3 на шари- K(jBbix опорах с возможностью вращения установлена обжимная гильза 12, имеющая с обоих торцов заходные конусы 13 и 14 и шлицевое отверстие 15, внутренний диаметр которого меньше диаметра обжатого поршневого кольца при его обработке.
Лиамет;|1 лухих отверстий 7 и 11 меньше л,. (вог() кольца в сво- бо.чпом не(;0жатом состоянии и больше ниутреннсго диаметра имицевого отверстия 15 опжимио гильзь 12, а глубина их Н1,;соты поршневого кольца.
На шмин.чс 1ьных бабках 1 и 2 уста- KOB.ienbi ин.- - П к-нтальные суппорты соот- ьегственно и 19.
(ificTH(i снабжено также .механизмом 20 лаг|)узки со склизом и механизмом 21 подачи заготовок в .5ону обработки с отсекате.чем.
стройство работает следующим образом.
По команде «Пуск включается синхронное вращение шпинделей 4 и 8 и обжимной ильзы 2. кинеми ически связанных через систему передач.
Одновременно начинается перемещение 1ипннде.1еи 4 и 8 со шлицевыми подпятниками 5 и 9 влево. В момент, когда передний торен левого подпятника 5 минует за рузочн ю ше.п. А, одно кольцо из макета nopiuneisbix колец 22. навешенных на склиз, окч кателсм сбрасывается в позиционную го;1овку 3 и попадает между шлицевыми подпятниками 5 и 9. При дальнейшем продвижении подпятников 5 и 9 влево поршневое кольцо правым подпятником 9 зат а;1киваетсн в обжимную гильзу 12 с заход- пым 14 и шлицевым отверстием IГ) Так как базовое отверстие на торце подпятников несколько больше внутреннего диаметра П1лицевого отверстия 15 обжимной
1
1371837
5
гильзы 12, поршневое кольцо, пергемещаясь вдоль оси, обжимается заходным конусом 14 обжимной гильзы 12 до диаметра, равного диаметру глухого центрирующего базового отверстия 11 подпятника 9, и заходит в него.
В момент, когда левый щпиндель 4 с подпятником 5 займет крайнее левое положение, происходит прижим порщневого кольца к правому подпятнику роликами 16 и О обработка его левого торца резцом, установленным в инструментальном суппорте 18. После окончания обработки левого торца поршневого кольца инструментальный суппорт 18 и прижимные ролики 16 отводятся, шпиндели 4 и 8 с подпятниками 5 и 9 начинают перемещение вправо. Войдя в заходный конус 13 обжимной гильзы 12, поршневое кольцо выпрес- совывается из центрирующего отверстия 11 правого подпятника 9 и остается защем- 0 ленным в левом заходном конусе 13 обжимной гильзы 12 до подхода к нему левого Ц пинделя 4 с подпятником 5.
При дальнейшем продвижении толкателей вправо поршневое кольцо входит в центрирующее отверстие 7 левого подпят- ника 5 и подается в правую позицию для обработки правого торца.
В момент, когда правый щпиндель 8 с подпятником 9 займет крайнее правое положение, прижимные ролики 17 прижимают порщневое кольцо к левому подпятнику 5, затем происходит перемещение инструментального суппорта 19 и обработка цравого торца поршневого кольца.
После обработки ролики 17 и инструментальный суппорт 19 отводятся, шпин- дели 4 и 8 с подпятниками 5 и 9 перемещаются влево.
Войдя в правый заходный конус 14 обжимной гильзы 12, полностью обработанное поршневое кольцо выпрессовывается из центрирующего отверстия 7 левого под- 0 пятника 5 и остается защемленным в правом заходном конусе 14 обжимной гильзы 12.
В момент, когда передний торец левого подпятника минует загрузочную щель А, одно очередное кольцо из пакета порщне- вых колец сбрасывается в позиционную головку 3 и попадает .между окончательно обработанным порщневым кольцом, защемленным в правом заходном конусе 14 обжимной гильзы 12, и правым подпятником 9.
0 п
Далее цикл повторяется. При этом предыдущее окончательно обработанное с обоих торцов порщневое кольцо проталкивается через обжимную гильзу вновь загруженным поршневым кольцом н выбрасывается на уст- 5 ройства со стороны левого обжимного конуса.
Изобретение позволяет обеспечить обработку обоих торцов порщневых колец с
0
5
одной установки и расширить тем самым технологические возможности устройства.
Формула изобретения
Устройство для обработки разрезных поршневых колец, содержаш.ее шпиндельную бабку и соосно установленные в ней толкатель с подпятником шлицеобразного профиля, в торце которого выполнено глухое центрирующее базовое отверстие для заготовки, и обжимную гильзу с заходным конусом и сопряженным с профилем толкателя шлицевым отверстием, внутренний диаметр которого меньше базового отверстия подпятника, а также инструментальный суппорт и механизмы загрузки, поштучной подачи в зону обработки и зажима заготовок, отличающееся тем, что, с целью рас0
ширения технологических возможностей путем обеспечения двусторонней обработки колец, оно снабжено дополнительными, зеркально установленными относительно обжимной гильзы шпиндельной бабкой, толкателем, инструментальным суппортом и механизмом зажима, при этом каждый толкатель выполнен в виде установленного с возможностью продольного перем ешениу шпинделя бабки, механизм зажима выполнен в виде расположенного на поворотном
рычаге прижимного ролика, инструментальный суппорт смонтирован на корпусе птиндельной бабки, обжимная гильза выполнена с заходным конусом и с 5 противоположного торца установлена на опорах качения и кинематически связана со шпинделями обеих бабок.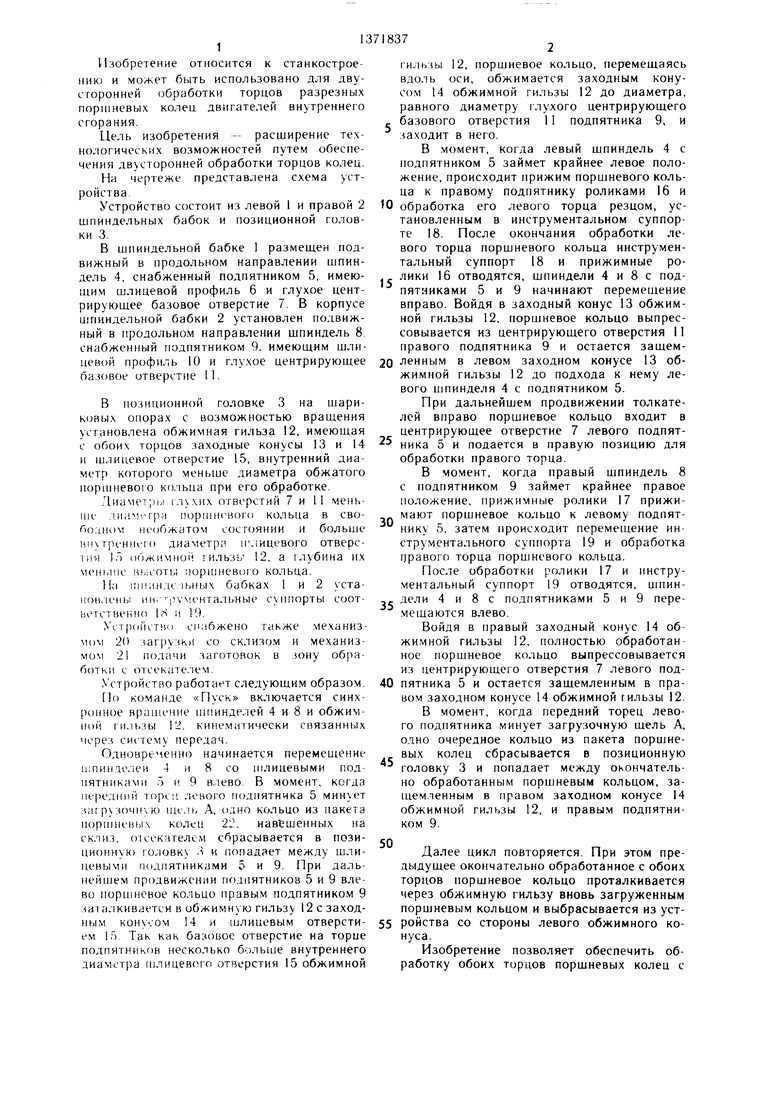
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| Устройство для обработки поршневыхКОлЕц | 1979 |
|
SU837718A1 |
| Автомат для снятия наружных фасок у поршневых колец | 1980 |
|
SU933359A2 |
| АВТОМАТ ДЛЯ СНЯТИЯ НАРУЖНЫХ ФАСОК У ПОРШНЕВЫХКОЛЕЦ | 1969 |
|
SU236945A1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Шпиндельный узел расточного станка | 1975 |
|
SU529013A1 |
| Автомат для механической обработки, снабженной замком заготовки поршневого кольца | 1957 |
|
SU114347A1 |
| Устройство для обработки поршневых колец | 1976 |
|
SU589081A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
1:-1об|)етсмне отно:ит, я к об,.1;и ти стаи- KOv ipoeiiiU II vo/Kcr быть ncno;i. ioBaiio для . BVCTfipiiMHt i обработки торцов pa tpe:-iHbi. Ko.iei) лнш атолей внутреннего iTO()aiiiifl. Цель (побрет1 ииярасширсни.- техно- ло1 ич(чки В()чмож1к)стей YcTpoiicTBO со- держ;:; две шпиндельные бабки 1 и 2 с тол кателями в виде 1ннинделей 4 и 8. В позиционной головке 3 установлена на шаровых опорах обжимная i-ильза 12 с заходны- VU1 торцовыми конусами 13 и 14. На ры- чага.х смонтированы прижимные подпружиненные ролики И) и 17, а на шпиндельных бабках инструментальные суппорты 18 ii 19. Кольца (К) 22 подаются в позицио)- головку 3. При движении влево, обжимаясь конусом 14, К. 22 попадает в цент- 1) ба.човое отверстие II подпятника () 9 По выходе и обжимной |-иль- .-,, 12 К 22 нпд л1 кктся к П 9 роли- к . 16 и прои яолигся обработка левого (ipiia. При дяижеци П 9 вправо К 22 по- iaercH из него н коихс 13. В правую по ;snui ro К 22 подается П 5 и обжимается и Koince 13. В ripaiioii позиции К. 22 поджимается роликами 17 и обрабатывается правый торец Далее цик.1 поигоряется I ил (Л
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
