Известны автоматы для снятия наружных фасок у поршневых колец вращающимся резцом с электромеханическим приводом, содержащие щпиндельную бабку, зажимную головку с механизмом выдачи кольца в механизм зажима с двумя подпятниками, зажимающими заготовку по торцу, и механизм подачи ее «а резец.
Однако у этих станков низкая производительность и нестабильность качества обработки.
Предложенный автомат отличается от известных тем, что механизм зажлма колец, на одном из подпятников которого выполнены ,упающие секторы, обеспечивающие сосредоточенную силовую нагрузку в зоне теплового зазора кольца, смонтирован в корпусах бабки и зажимной головки, закрепленных на двух горизонтальных колоннах, симметрично расположенных в плоскости щпинделя, а механизм подачи заготовки снабжен дифференциальным кулачком, осуществляющим переменную рабочую подачу.
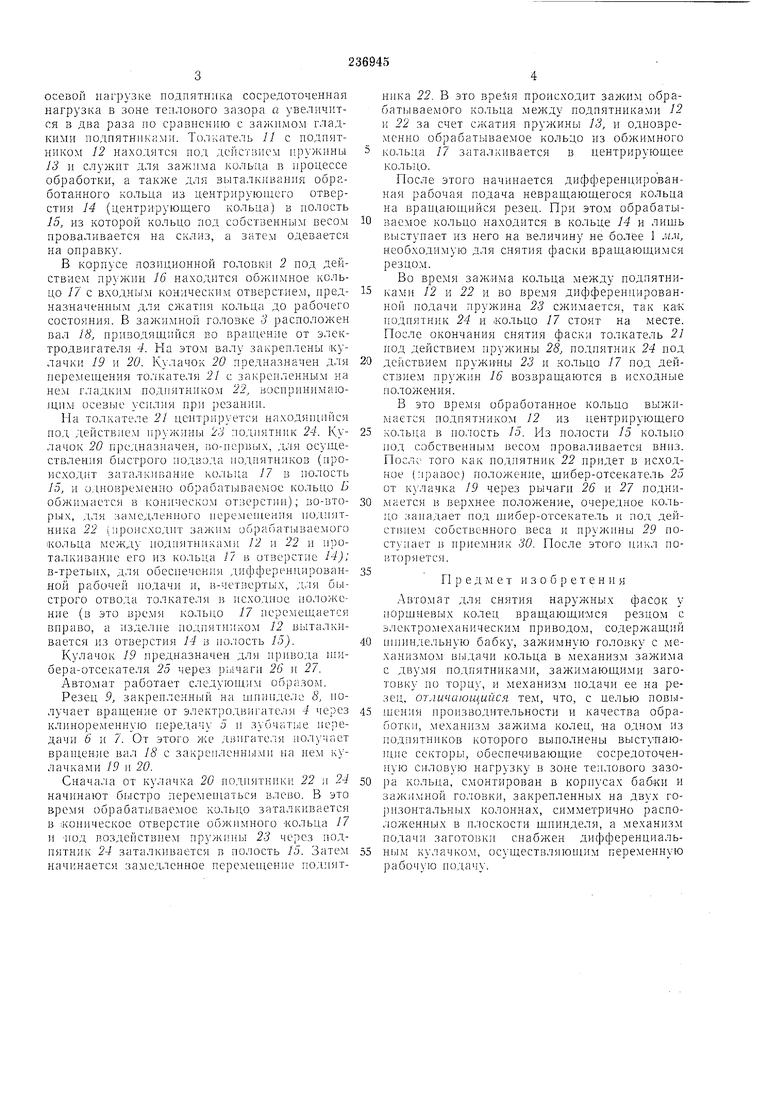
На фиг. 1 представлена кинематическая схема описываемого автомата; на фиг. 2 схематически изображен узел механизма зажима заготовки с двумя подпятн;иками с разрезом по Л - Л; на фиг. 3 - вид в плане на рабочие механизмы автомата.
Автомат состоит из бабки /, позиционной головки 2 и зажимной головки 3, закрепленных на двух колоннах (см. фиг. 3), находящихся в плоскости шпинделя и расположенных симмегрглшо ему. Колонны и закрепленные на них корпуса бабки и головки образуют как бы Лсесткую раму, в которой замыкаются все силовые нагрузки.
Бабка и позиционная головка могут перемещаться по колоннам вручную при помощи реечной передачи и жест1ко закрепляться в требуемом иоложенпи.
Величина перемещения их контролируется лимбом с нониусом. На бабке закреплен
электродвигатель 4, от которого через клиноременную передачу 5 и зубчатые передачи 6
п 7 приводится во вращение пустотелый щпиндель 8 с закрепленным на нем резцом 9.
Внутри шиинделя находится неподвижно
закрепленная к корпусу бабки / втулка W, в которой расположен толкатель // с закрепленным на нем специальным подпятником 12, пмеющим три рабочих сектора (выступа), которые расположены по окружности под углом
120°. Один лз рабочих секторов должен зажимать кольцо в зоне теплового зазора а, где требуется макспмальная сосредоточенная нагрузка.
осевой нагрузке подпятника сосредоточенная нагрузка в зоне теплового зазора а увелпчится в два раза по сравнению с зажнмом гладкими поднятникамп. Толкатель // с подпятником 12 находятся под действием пружины 13 п служпт для зажпма кольца в процессе обработки, а также для выталкивания обработанного кольца из центрпруюпдего отверстия 14 (центрирующего кольца) в полость 15, из которой кольцо под собственным весом проваливается на склиз, а затем одевается на оправку.
В корпусе позиционной головки 2 под действием пружин 16 находится обжпмное кольцо 17 с входным коническпм отверстием, предназначенным для сжатпя кольца до рабочего состояния. В зажимно головке 3 расположен вал 18, приводягцийся во вращение от электродвигателя 4. На этом валу закреплены кулачки 19 и 20. Кулачок 20 предназначен для перемеп ения толкателя 21 с закрепленным на нем гладким подпятником 22, воспринимаю)цим осевые усилия при резании.
На толкателе 21 центрируется находящийся под действием пружины 23 подпятник 24. Кулачок 20 предназначен, во-первых, для осуществления быетрого подво;и1 подпятников (происходит заталкивание ко.льца 17 в иолость 15, и одновременно обрабатываемое кольцо -и обжимается в коническом отверстии); во-вторых, для заме.дленного перемеп1ения подпятника 22 (ироисходпт зажим обрабатываемого кольца между подпятниками 12 и 22 и ироталкивание его из кольца 17 в отверстие 14): в-третьих, для обеспечения дифференпированной рабочей подачи и, в-четвертых, для быстрого отвода толкателя в исходное положение (в это время кольцо 17 перемещается вправо, а пзделие иодиятппком 12 выталкпвается из отверстпя 14 в по.юсть 15).
Кулачок 19 предназначен для привода п ибера-отсекателя 25 через рычаги 26 н 27.
Автомат работает следуюпаим образом.
Резец 9, закрепленн1з1Й на шпинделе S, получает вращеппе от электродвигателя 4 через клиноременную передачу 5 и зубчг.тые иередачи 6 и 7. От этого же двигателя иолучает врапгение вал 18 с закрепленными на нем кулачками 19 и 20.
Сначала от кулачка 20 иодиятники 22 и 24 начинают быстро перемеп1аться влево. В это время обрабатываемое кольцо заталкивается в коническое отверстие обжимного кольца 17 и ПОД воздействием пружины 23 через подпятник 24 заталкивается в иолость 15. Затем начинается, замедленное перемеп1.енпе иодпятнпка 22. В это вреАш происходит зажлм обрабатываемого кольца между подпятниками 12 и 22 за счет сжатия пружины 13, и одновременно обрабатываемое кольцо из обжимного кольца 17 заталкивается в центрирующее кольцо.
Носле этого начинается дифференцированная рабочая подача невращающегося кольца на вpaн aющпйcя резец. При этом обрабатываемое кольцо находится в кольце 14 и лищь выступает из него на величину не более 1 мм, необходимую для снятия фаски вращающимся резцом.
Во время заж.има кольца между подпятниками 12 и 22 и во время дифференцированной подачи пружина 23 сжимается, так как подпятник 24 и кольцо 17 стоят на месте. После окончания снятия фаски толкатель 21 иод действием пружины 28, подпятник 24 под действием пружины 23 и кольцо 17 под действием иружин 16 возвращаются в исходные положения.
В это время обработанное кольцо выжимается подпятником 12 из центрирующего кольца в ио.юсть 15. Из полости 15 кольцо иод собственным весом проваливается внпз. После того как подпятнпк 22 придет в исходное (правое) положение, шибер-отсекатель 25 от кулачка 19 через рычаги 26 и 27 поднимается в верхнее положение, очередное кольцо западает под п.1ибер-отсекатель и под действием собственного веса и иружины 29 постуиает в ириемник 30. После этого ппкл повторяется.
Г1 р е д м е т п з о б р е т е н и я
Автомат для снятия наружных фасок у поршневых колец вращающимся резцом с электромеханическим приводом, содержащий П1пиндельную бабку, зажимную головку с механизмом выдачи кольца в механизм зажима с двумя подпятниками, зажимающими заготовку по торцу, и механизм иодачи ее на резец, отличающийся тем, что, с целью повышения производительности и качества обработки, механизм зажима колец, и а одном из иодпятнпкОВ которого вьшолнены выступаюnj,iie секторы, обеспечивающие сосредоточенную силовую нагрузку в зоне теилового зазора кольца, смонтирован в корпусах бабки и зажимной головки, закрепленных на двух горизонтальных колоннах, симметрично расположенных в п.юскости шпинделя, а механизм иодачи загото1)Ки снабжен дифференциальным кулачком, осуществляющпм переменную рабочую подачу.
7, 7/ 8 7Л
7J,
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для снятия наружных фасок у поршневых колец | 1980 |
|
SU933359A2 |
| Автомат для снятия наружных фасок у поршневых колец | 1974 |
|
SU516498A2 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| Устройство для обработки поршневыхКОлЕц | 1979 |
|
SU837718A1 |
| Устройство для обработки разрезных поршневых колец | 1986 |
|
SU1371837A1 |
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| Устройство для подачи заготовок | 1977 |
|
SU677868A1 |
| ПРОТЯЖНОЙ АВТОМАТ | 1969 |
|
SU249153A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |

/
tl
-22
6 Д
