со кэ ел
о ел
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления катушек возбуждения электрических машин | 1977 |
|
SU686122A1 |
| СТАНОК ДЛЯ НАВИВКИ СПИРАЛЬНЫХ ПРУЖИН | 1969 |
|
SU250106A1 |
| Станок для наложения корпусной изоляции на полюсные катушки электрических машин | 1985 |
|
SU1354347A1 |
| Станок для наложения изоляции на катушки электрических машин | 1987 |
|
SU1471256A1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Станок для изготовления спиральных катушек | 1987 |
|
SU1530291A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
Изобретение относится к технологии изготовления катушек возбуждения электрических машин преимущественно из алюминиевого провода прямоугольного сечения, и может быть использовано, например, для изготовления полюсных катушек автотракторных стартеров. Целью изобретения является расширение технологических возможностей путем изготовления катушек из провода различного материала и с большим отношением ширины к толщине и улучшение качества за счет уменьшения деформации провода. Способ заключается в том, что обкатку провода 2 вокруг оправки 5 ведут гибочным роликом 3 с канавкой 4 для размещения провода 2, скорость вращения которого больше скорости обкатки, а гибку каждой стороны катушки 1 ведут с перегибом на 3-5 относительно номинального положения, после чего осуществляют изолирование провода 2 путем раздвигания витков катушки 1 и их анодирования для образования изоляционной пленки с последующей пропиткой лаком. 1 з.п. ф-лы, 5 ил. с $ (Л
cpuz.f
Изобретение относится к технологии изготовления катушек возбуждения электрических машин и аппаратов преимущественно из провода прямоугольно- го сечения и может быть использовано в электротехнической промышленности, например, для изготовления полюсных катушек автотракторных стартеров.
Цель изобретения - расширение тех-JQ нологических возможностей путем изготовления катушек из провода различного материала и с большим отношением ширины к толщине и улучшение качества катушек за счет уменьшения дефор- 15 мации провода.
На фиг. 1 показан механизм для гибки провода на ребро роликомj на
фиг. 2 - схема гибки провода; на фиг. 3 - механизм для гибки провода 20 на ребро планкой; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - процесс изолирования провода.
Механизм для изготовления катушек
модействия зубчатой пары шестерня 6 и сектор 7 со скоростью, превышающей на 5-10% скорость обкатки его вокруг
оправки 5, так как передаточное отjношение i - 1, где R - радиус
зубчатого сектора 7, а г - радиус шестерни 6. В результате этого при изгибе провода его нейтральная линия смещается в сторону растянутых волокон, тем самым значительно уменьшается зона деформации провода и исключаются разрьты провода в местах гиба.
Таким образом можно осуществлять гибку витков катушек непрерывно как всей полюсной системы, так и в отдельности каждой катушки из изолированного и неизолированного провода круглого и прямоугольного сечения на ребро и плашмя.
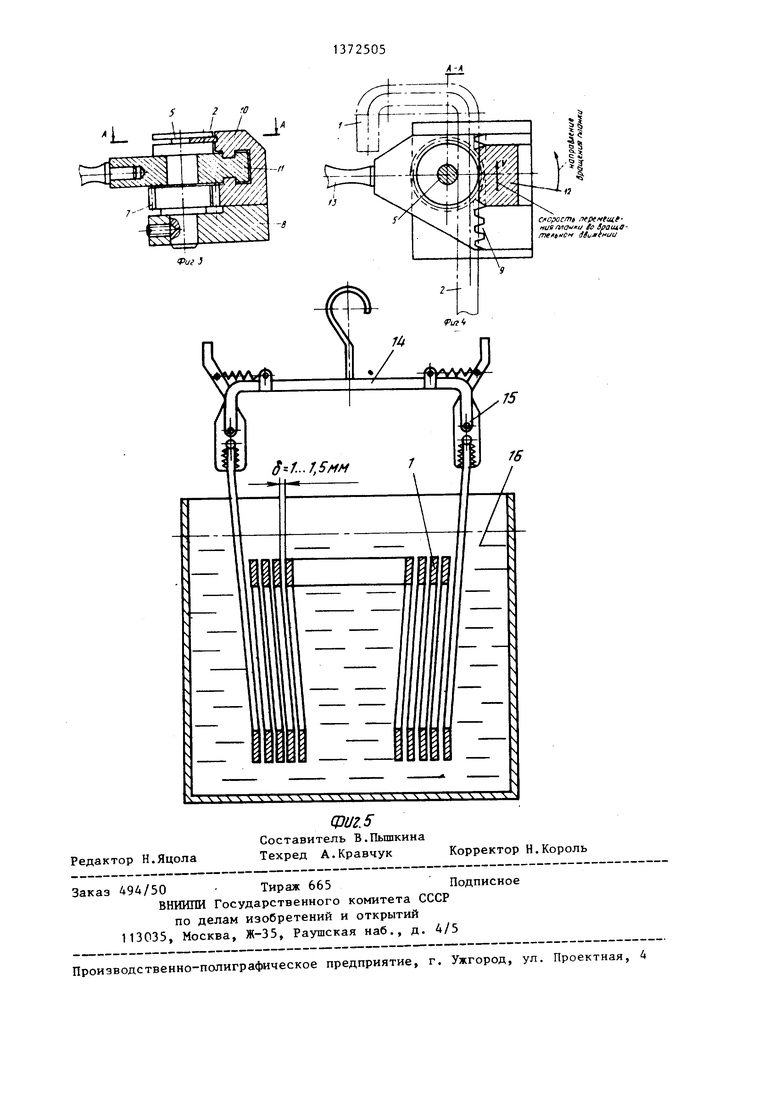
Возможен вариант вьтолнения способа путем гибки провода на ребро планкой (фиг.З и 4). В зтом случае
1 возбуждения из прямоугольного про- 25 механизм для гибки содержит корпус 8,
оправку 9, зубчатый сектор 10, рейку 11, гибочную планку 12, жестко скрепленную с рейкой 11 и подвижно установленную на поворотном рычаге 13, вращающемся вокруг оси оправки 9.
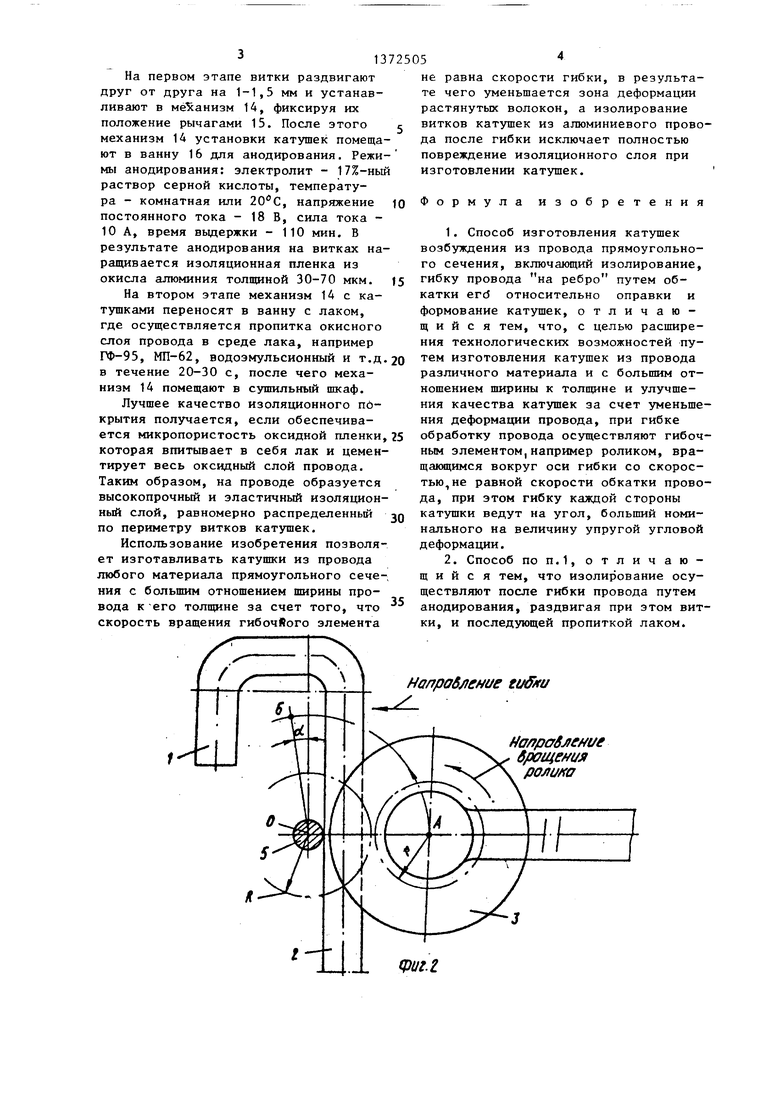
вода 2 (фиг.1) содержит ролик 3 с канавкой 4 для размещения провода, оправку 5, шестерню 6, закрепленную на валу ролика 3, и неподвижный зубчатый сектор 7, расположенный соос- 30 но оправке и жестко скрепленный с ней.
Способ осуществляют следующим образом.
Изготавливают катушку с прямо- 35 угольной формой витка из провода (медного, алюминиевого и т.д.) прямоугольного сечения с большим отноше нием ширины к толщине, например.
оправку 9, зубчатый сектор 10, рейк 11, гибочную планку 12, жестко скре ленную с рейкой 11 и подвижно установленную на поворотном рычаге 13, вращающемся вокруг оси оправки 9.
Способ с помощью данного механиз ма осуществляют следующим образом.
Гибку провода осуществляют при п вороте рычага 13 вокруг оси оправки 5. При этом происходит относительно перемещение гибочной планки со скоростью, превышающей угловую скорост поворота рычага 11 за счет сложения
равным 8. Провод 2 размещают в канав-40 Движений от вращения рычага и перемещения планки относительно него. В случае изготовления полюсных катуше из неизолированного алюминиевого провода после гибки катушек на реб ро осуществляют изолирование катушек путем анодирования раздвинутых витков с последующей пропиткой лаком
ке 4 ролика 3 и, поворачивая ролик, ведут гибку провода вокруг оправки 5, образуя одну из сторон прямоугольного витка, при этом ролик поворачивается против часовой стрелки вокруг оси оправки (оси гибки) на угол + dt т.е. ось ролика перемещается из точки А в точку Б. Затем ролик 3 возвращается в исходное положение, а загнутая сторона витка катушки 1 от- пружинивает на угол ct и тем самым обеспечивается требуемый контур стороны катушки и катушки в целом. После изгибания одной стороны витка следует подача провода и отмер его для изгибания следующей стороны.
В процессе гибки ролик на всем пути перемещения из точки А в точку Б вращается принудительно от взаи-
модействия зубчатой пары шестерня 6 и сектор 7 со скоростью, превышающей на 5-10% скорость обкатки его вокруг
оправки 5, так как передаточное отjношение i - 1, где R - радиус
зубчатого сектора 7, а г - радиус шестерни 6. В результате этого при изгибе провода его нейтральная линия смещается в сторону растянутых волокон, тем самым значительно уменьшается зона деформации провода и исключаются разрьты провода в местах гиба
Таким образом можно осуществлять гибку витков катушек непрерывно как всей полюсной системы, так и в отдельности каждой катушки из изолированного и неизолированного провода круглого и прямоугольного сечения на ребро и плашмя.
Возможен вариант вьтолнения способа путем гибки провода на ребро планкой (фиг.З и 4). В зтом случае
механизм для гибки содержит корпус 8,
оправку 9, зубчатый сектор 10, рейку 11, гибочную планку 12, жестко скрепленную с рейкой 11 и подвижно установленную на поворотном рычаге 13, вращающемся вокруг оси оправки 9.
Способ с помощью данного механизма осуществляют следующим образом.
Гибку провода осуществляют при повороте рычага 13 вокруг оси оправки 5. При этом происходит относительное перемещение гибочной планки со скоростью, превышающей угловую скорость поворота рычага 11 за счет сложения
Движений от вращения рычага и пере
мещения планки относительно него. В случае изготовления полюсных катушек из неизолированного алюминиевого провода после гибки катушек на ребро осуществляют изолирование катушек путем анодирования раздвинутых витков с последующей пропиткой лаком.
Устройство для изолирования катушек анодированием содержит механизм 14 установки катушек с рычагами 15 и ванну 16.
Пример. Изготавливают полюсную катушку для автомобильного стартера из неизолированного алюминиевого провода. После изготовления катушек на одном из указанных механизмов и формования катушек производят изолирование витков катушек в два этапа следующим образом.
HanpoSflCNue tufffu X
HoftpaSJiff ve dpouiewsi
POJIUffO
.JL Фиг.г
L.
к-к
ъ
-§
X
CfCpOCfflb .f- (7V fff SoQunS Sв Л€нaU
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ИЛИ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ | 2008 |
|
RU2448803C2 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Патент США № 4279277, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
