12
со со
ел
Изобретение относится к станкостроению и может быть использовано для обработки поверхностей вращения, например, поршней двигателей внутреннего сгорания.
Цель изобретения - повышение производительности и качества обработки путем одновременной получистовой и чистовой обработки поршня и безрисочного отвода резцов после окончания обработки.
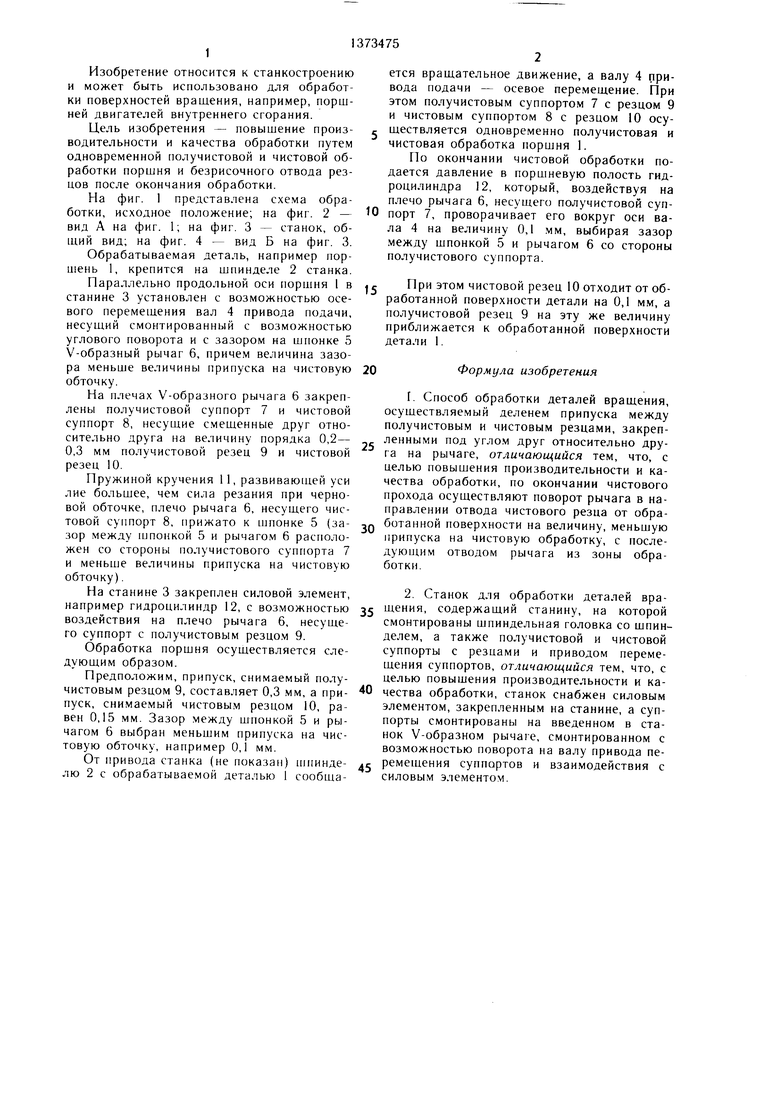
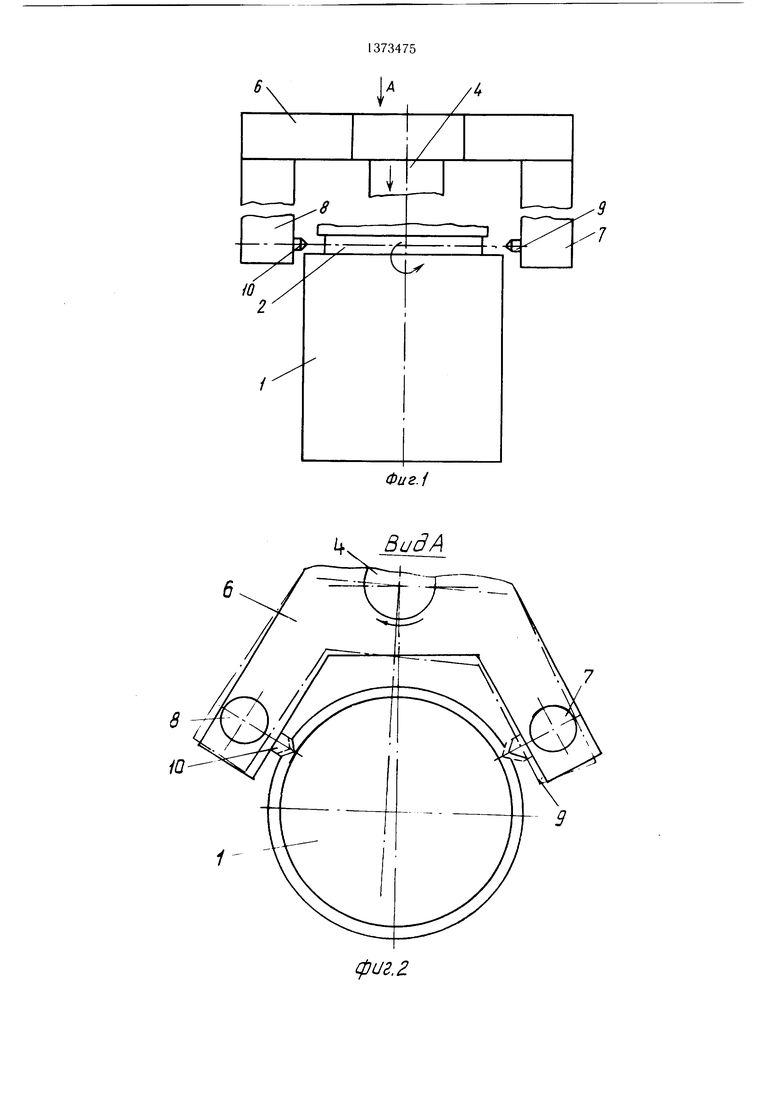
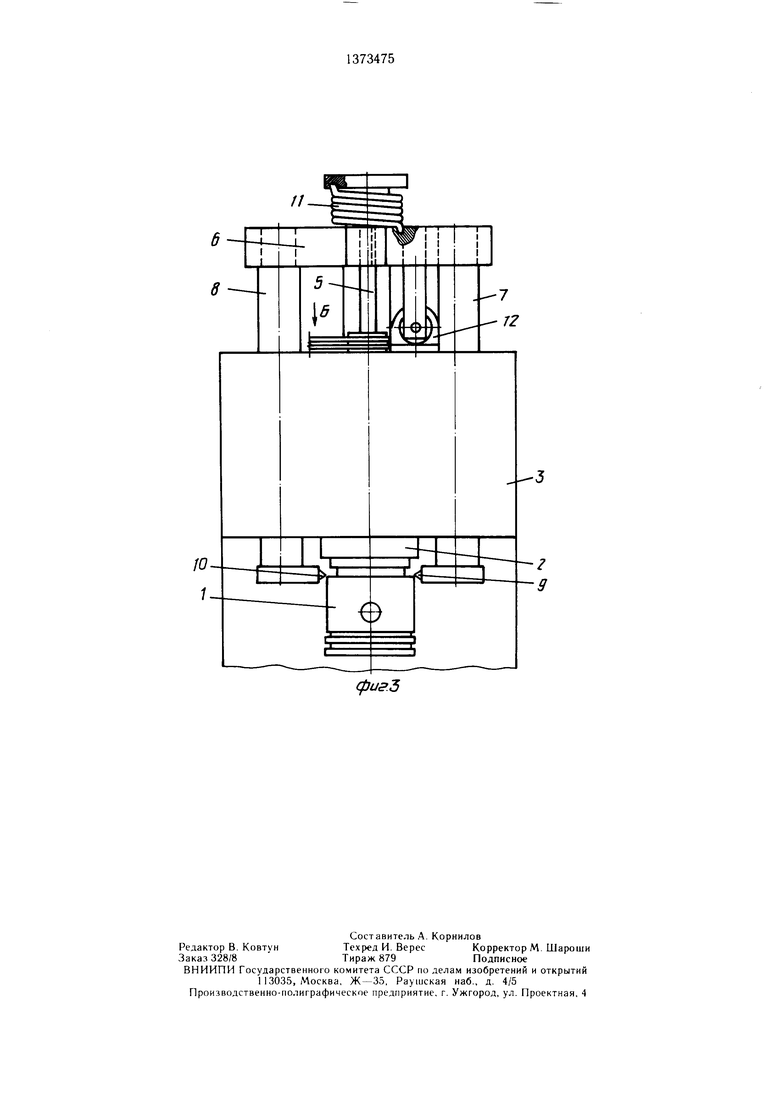
На фиг. 1 представлена схема обработки, исходное положение; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - станок, общий вид; на фиг. 4 - вид Б на фиг. 3.
Обрабатываемая деталь, например поршень 1, крепится на шпинделе 2 станка.
Параллельно продольной оси поршня I в станине 3 установлен с возможностью осевого перемещения вал 4 привода подачи, несущий смонтированный с возможностью углового поворота и с зазором на шпонке 5 V-образный рычаг 6, причем величина зазора меньше величины припуска на чистовую обточку.
На плечах V-образного рычага 6 закреплены получистовой суппорт 7 и чистовой суппорт 8, несущие смещенные друг относительно друга на величину порядка 0,2- 0,3 мм получистовой резец 9 и чистовой резец 10.
Пружиной кручения 11, развивающей уси лие больщее, чем сила резания при черновой обточке, плечо рычага 6, несущего чистовой суппорт 8, прижато к щпонке 5 {зазор между ц понкой 5 и рычагом 6 расположен со стороны получистового суппорта 7 и меньще величины припуска на чистовую обточку).
На станине 3 закреплен силовой элемент, например гидроцилиндр 12, с возможностью воздействия на плечо рычага 6, несущего суппорт с получистовым резцом 9.
Обработка порщня осуществляется следующим образом.
Предположим, припуск, снимаемый получистовым резцом 9, составляет 0,3 мм, а припуск, снимаемый чистовым резцом 10, равен 0,15 мм. Зазор между шпонкой 5 и рычагом 6 выбран меньшим припуска на чистовую обточку, например 0,1 мм.
От привода станка (не показан) шпинделю 2 с обрабатываемой деталью 1 сообщается вращательное движение, а валу 4 привода подачн - осевое перемещение. При этом получистовым суппортом 7 с резцом 9 и чистовым суппортом 8 с резцом 10 осуществляется одновременно получистовая и чистовая обработка порщня 1.
По окончании чистовой обработки подается давление в поршневую полость гидроцилиндра 12, который, воздействуя на плечо рычага 6, несущего получистовой суппорт 7, проворачивает его вокруг оси вала 4 на величину 0,1 мм, выбирая зазор между шпонкой 5 и рычагом 6 со стороны получистового суппорта.
15
При этом чистовой резец 10 отходит от обработанной поверхности детали на 0,1 мм, а получистовой резец 9 на эту же величину приближается к обработанной поверхности детали 1.
Формула изобретения
{. Способ обработки деталей вращения, осуществляемый деленем припуска между получистовым и чистовым резцами, закрепенными под углом друг относительно друга на рычаге, отличающийся тем, что, с целью повыщения производительности и качества обработки, по окоичании чистового прохода осуществляют поворот рычага в направлении отвода чистового резца от обработанной поверхности на величину, меньшую припуска на чистовую обработку, с последующим отводом рычага из зоны обработки.
2. Станок для обработки деталей вра- шения, содержащий станину, на которой смонтированы щпиндельная головка со щпин- делем, а также получистовой и чистовой суппорты с резцами и приводом перемещения суппортов, отличающийся тем, что, с целью повышения производительности и ка- чества обработки, станок снабжен силовым элементом, закрепленным на станине, а суппорты смонтированы на введенном в станок V-образном рычаге, смонтированном с возможностью поворота на валу привода пе- ремещения суппортов и взаимодействия с силовым элементом.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| ДВУХШПИНДЕЛЬНЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ТОКАРНОЙ ОБТОЧКИ ПОРШНЕЙ И ПРОРЕЗАНИЯ В НИХ КАНАВОК | 1992 |
|
RU2057620C1 |
| КОПИРОВАЛЬНО-ТОКАРНЫЙ СТАНОК ПО ДЕРЕВУ | 1972 |
|
SU431004A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Способ обработки соосных отверстий и станок для его осуществления | 1984 |
|
SU1206017A1 |
| Гидрокопировальный многопроходной суппорт | 1977 |
|
SU707770A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
Изобретение относится к области станкостроения и может быть использовано для обработки поверхностей вращения, например, поршней двигателей внутреннего сгорания. Целью изобретения является повышение производительности и качества обработки путем одновременной получистовой и чистовой обработки поршня и безрисочного отвода резцов после окончания обработки. Станок содержит установленную на станине шпиндельную головку со шпинделем, в котором находится обрабатываемый получисто- вым резцом 9 и чистовым резцом 10 поршень. Резцы размещены в получистовом 7 и чистовом 8 суппортах, закрепленных на V-образном рычаге 6, смонтированном на приводном валу 4 на шпонке 5 с возможностью поворота силовым элементом 12. Способ обработки осушествляется следующим образом. Например, припуск под получистовой резец 9 составляет 0,3 мм. а под чистовой резец 10 составляет 0,15 мм. Щпин- делю с обрабатываемым nopiuHeM сообщается движение вращения, а валу 4 - осевое перемещение. Осуществляется одновременная получистовая и чистовая обработка поршня. По окончании чистовой обработки силовым элементом 12 поворачивают рычаг 6 относительно оси вала 4 на величину 0,1 мм, выбирая зазор между шпонкой 5 и рычагом 6 со стороны получистового суппорта, и отводят резцы от обработанной поверхности. 2 с.п. ф-лы, 4 ил. (Л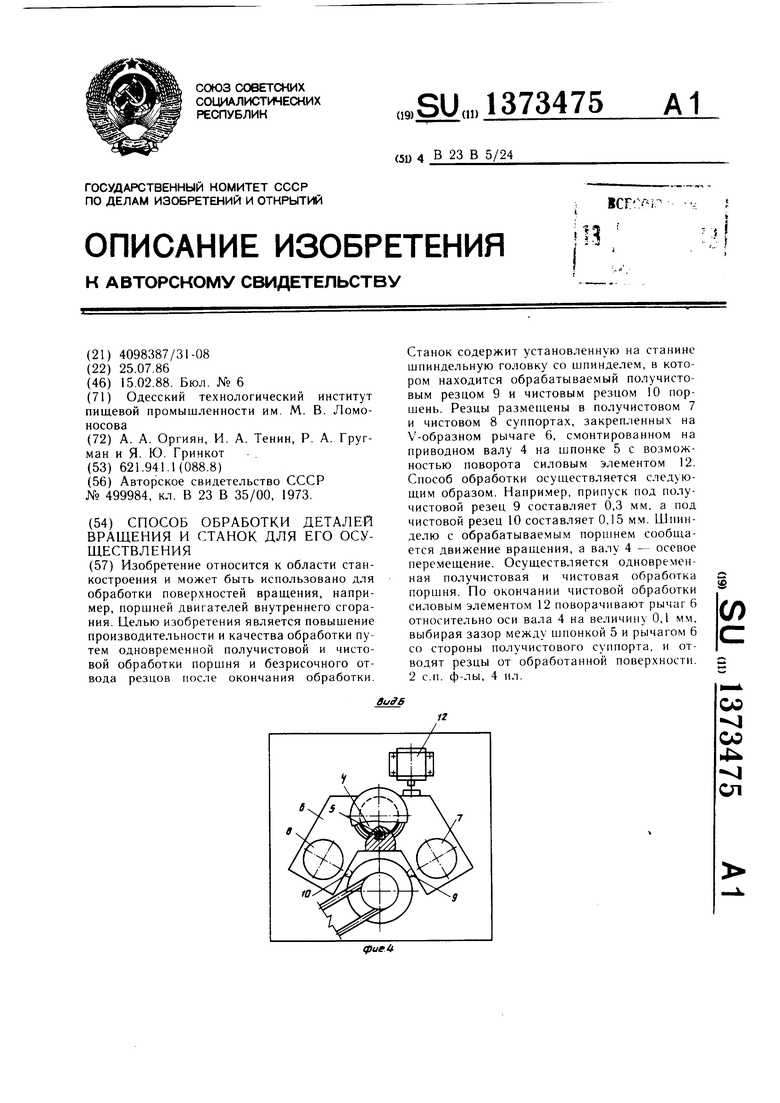
-8
dbi
1 Вид А
-9 7
Фиг.{
7
фиг. г
(fjUc .S
| Способ тонкого растачивания | 1974 |
|
SU499984A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
